双玻撕胶带机的制作方法
1.本发明涉及光伏组件生产技术领域,特别是涉及双玻撕胶带机。
背景技术:
2.光伏组件在生产过程中需要层压机将玻璃、eva、电池片、eva和背板这几层物质压合在一起,在层压前为保证光伏组件的各零件的安装位置,通常在进入层压机前会在光伏组件四周边框粘贴胶带,层压完成后,需要撕掉用于固形的胶带,目前胶带采用人工手撕的方法,效率低,劳动强度大,且层压环境热,不适合长时间劳作,基于以上缺陷和不足,有必要对现有的技术予以改进,设计出双玻撕胶带机。
技术实现要素:
3.本发明主要解决的技术问题是提供双玻撕胶带机,结构紧凑,运行平稳,能够替代人工自动撕胶带,集输送、夹胶带、缠绕胶带和卸料于一体,自动化程度高,大量节省作业工时,降本增效,提高产能。
4.为解决上述技术问题,本发明采用的一个技术方案是:提供双玻撕胶带机,该双玻撕胶带机包括机架、输送线、规正组件、顶升装置、下吸附组件、上吸附组件、长边撕胶带机构和短边撕胶带机构,所述机架上安装有输送线,输送线四周围设有规正组件,输送线下方的机架上安装有顶升装置,顶升装置上安装有用于吸附固定光伏组件的下吸附组件,机架上部设置有用于夹紧光伏组件的上吸附组件,所述输送线的四周还对接设置有长边撕胶带机构和短边撕胶带机构。
5.所述下吸附组件包括下支撑架、支撑板、吸盘气缸和吸盘,至少三组下支撑架设置于顶升装置的顶升板上,下支撑架顶部安装有支撑板,支撑板下端安装有三个吸盘气缸,吸盘气缸的活塞杆上安装有吸盘,吸盘穿过支撑板。
6.优选的是,所述上吸附组件包括上支撑架、安装板、直线滑轨、移动架、连接轴、固定块、缓冲弹簧、上吸盘和限位板,所述上支撑架下端固定有竖直设置的安装板,安装板上安装有直线滑轨,直线滑轨的滑块上安装有移动架,移动架的竖直板顶部安装有连接轴,连接轴穿过固定块,固定块固定于上安装板,连接轴上套有缓冲弹簧,移动架下部的水平板上安装有上吸盘,直线滑轨下端安装有限位板,所述上吸盘弹性设置,用于吸附夹紧光伏组件,不损伤产品,便于后续撕胶带工作。
7.优选的是,所述长边撕胶带机构包括门形架、线性模组、移载板、转动模组、旋转盘、伸缩组件、夹胶带组件、卸胶带组件和气电路转化组件,所述门形架固定于机架的工作台上,门形架的横梁上安装有线性模组,线性模组驱动移载板移动,移载板上安装有转动模组,转动模组驱动旋转盘转动,所述旋转盘上设有用于缠绕胶带的旋转面,旋转盘底部安装有伸缩组件,伸缩组件的推板上安装有夹胶带组件,旋转盘上端面阵列安装有三组卸胶带组件,移载板下端安装有气电路转化组件。
8.优选的是,所述伸缩组件包括气缸安装板、推料气缸、推板、滑动板和导向滑轨,所
述气缸安装板固定于旋转盘底部,气缸安装板上安装有水平设置的推料气缸,推料气缸的活塞杆上安装有竖直的推板,推板上端安装有水平的滑动板,滑动板通过两互相平行的导向滑轨与旋转盘上端面滑动连接,所述旋转盘上设有推板避让开口。
9.优选的是,所述夹胶带组件包括夹爪气缸和夹头,所述夹爪气缸固定于推板前侧面,夹爪气缸的两夹臂上安装有夹头,两夹头的相对面设有用于夹紧胶带的防滑槽。
10.优选的是,所述卸胶带组件包括卸料气缸和卸料板,所述卸料气缸竖直设置于旋转盘上端面,卸料气缸的活塞杆法兰盘上安装有卸料板,所述卸料板底部设有用于退胶带的阶梯面,旋转盘上设有与卸料板配合的卸料开口。
11.优选的是,所述气电路转化组件包括滑环和支撑杆,所述滑环通过轴承座套在转动模组的转轴上,滑环四周设置有至少三根支撑杆,滑环固定于移载板上,支撑杆底部通过连接杆与滑环固定连接,气路和线路沿滑环连接到其元件上,滑环的设置避免气路和电路绕线。
12.优选的是,所述长边撕胶带机构的移载板的竖直部分设有可调节腰型孔,所述长边撕胶带机构的旋转盘外尺寸比短边撕胶带机构的旋转盘外尺寸大。
13.与现有技术相比,本发明的有益效果是:
14.结构紧凑,运行平稳,能够替代人工自动撕胶带,集输送、夹胶带、缠绕胶带和卸料于一体,自动化程度高,大量节省作业工时,降本增效,提高产能;
15.下吸附组件和上吸附组件配合,吸附、固定、夹紧产品,便于后续撕胶带动作,上吸附组件弹性设置,保证吸附夹料的同时避免损伤产品组件。
附图说明
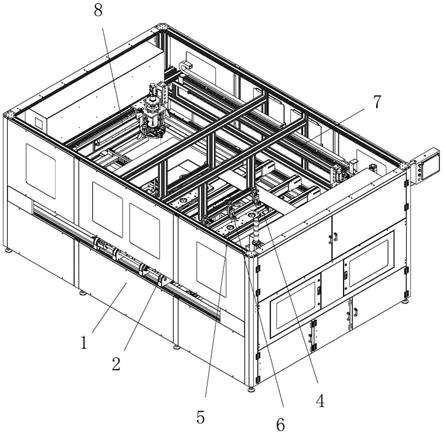
16.图1为双玻撕胶带机的结构示意图。
17.图2为双玻撕胶带机的俯视图。
18.图3为双玻撕胶带机的部分前视图。
19.图4为图3局部放大图。
20.图5为双玻撕胶带机的上下吸附组件结构示意图。
21.图6为双玻撕胶带机的长边撕胶带机构结构示意图。
22.图7为双玻撕胶带机的长边撕胶带机构部分结构第一视角示意图。
23.图8为双玻撕胶带机的长边撕胶带机构部分结构第二视角示意图。
24.图9为双玻撕胶带机的夹头结构示意图。
具体实施方式
25.下面结合附图对本发明较佳实施例进行详细阐述,以使发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
26.请参阅图1至图9,本发明实施例包括:
27.一种双玻撕胶带机,该双玻撕胶带机包括机架1、输送线2、规正组件3、顶升装置4、下吸附组件5、上吸附组件6、长边撕胶带机构7和短边撕胶带机构8,所述机架1上安装有输送线2,输送线2四周围设有规正组件3,输送线2下方的机架1上安装有顶升装置4,顶升装置4上安装有用于吸附固定光伏组件的下吸附组件5,机架1上部设置有用于夹紧光伏组件的
上吸附组件6,所述输送线2的四周还对接设置有长边撕胶带机构7和短边撕胶带机构8。
28.所述下吸附组件5包括下支撑架51、支撑板52、吸盘气缸53和吸盘54,五组下支撑架51设置于顶升装置4的顶升板上,下支撑架51顶部安装有支撑板52,支撑板52下端安装有三个吸盘气缸53,吸盘气缸53的活塞杆上安装有吸盘54,吸盘54穿过支撑板52。
29.所述上吸附组件6包括上支撑架61、安装板62、直线滑轨63、移动架64、连接轴65、固定块66、缓冲弹簧67、上吸盘68和限位板69,所述上支撑架61下端固定有竖直设置的安装板62,安装板62上安装有直线滑轨63,直线滑轨63的滑块上安装有移动架64,移动架64的竖直板顶部安装有连接轴65,连接轴65穿过固定块66,固定块66固定于上安装板62,连接轴65上套有缓冲弹簧67,移动架64下部的水平板上安装有上吸盘68,直线滑轨63下端安装有限位板69,所述上吸盘68弹性设置,用于吸附夹紧光伏组件,不损伤产品,便于后续撕胶带工作。
30.所述长边撕胶带机构7包括门形架71、线性模组72、移载板73、转动模组74、旋转盘75、伸缩组件76、夹胶带组件77、卸胶带组件78和气电路转化组件79,所述门形架71固定于机架1的工作台上,门形架71的横梁上安装有线性模组72,线性模组72驱动移载板73移动,移载板73上安装有转动模组74,转动模组74驱动旋转盘75转动,所述旋转盘75上设有用于缠绕胶带的旋转面750,旋转盘75底部安装有伸缩组件76,伸缩组件76的推板上安装有夹胶带组件77,旋转盘75上端面阵列安装有三组卸胶带组件78,移载板73下端安装有气电路转化组件79。
31.所述伸缩组件76包括气缸安装板761、推料气缸762、推板763、滑动板764和导向滑轨765,所述气缸安装板761固定于旋转盘75底部,气缸安装板761上安装有水平设置的推料气缸762,推料气缸762的活塞杆上安装有竖直的推板763,推板763上端安装有水平的滑动板764,滑动板764通过两互相平行的导向滑轨765与旋转盘75上端面滑动连接,所述旋转盘75上设有推板避让开口。
32.所述夹胶带组件77包括夹爪气缸771和夹头772,所述夹爪气缸771固定于推板763前侧面,夹爪气缸771的两夹臂上安装有夹头772,两夹头772的相对面设有用于夹紧胶带的防滑槽770。
33.所述卸胶带组件78包括卸料气缸781和卸料板782,所述卸料气缸781竖直设置于旋转盘75上端面,卸料气缸781的活塞杆法兰盘上安装有卸料板782,所述卸料板782底部设有用于退胶带的阶梯面780,旋转盘75上设有与卸料板782配合的卸料开口。
34.所述气电路转化组件79包括滑环791和支撑杆792,所述滑环791通过轴承座套在转动模组74的转轴上,滑环791四周设置有至少三根支撑杆792,滑环791固定于移载板73上,支撑杆792底部通过连接杆与滑环791固定连接,气路和线路沿滑环791连接到其元件上,滑环的设置791避免气路和电路绕线。
35.所述长边撕胶带机构7的移载板73的竖直部分设有可调节腰型孔730,用于消除安装及加工误差,并保证安装后长边撕胶带机构7的旋转面与短边撕胶带机构8的旋转盘表面齐平,所述长边撕胶带机构7的旋转盘75外尺寸比短边撕胶带机构8的旋转盘外尺寸大,从而能保证长短边撕胶带动作同时开始同时结束。
36.本发明双玻撕胶带机工作时,层压后的光伏组件通过输送线2输送至双玻撕胶带机内,规正组件3对光伏组件进行规正处理,规正好后,顶升装置4驱动下吸附组件5上移,下
吸附组件5吸附住光伏组件并将其顶起直至光伏组件接触到上吸附组件6的上吸盘68,下吸附组件5和上吸附组件6夹紧固定光伏组件,上吸盘68弹性设置,不损伤产品,便于后续撕胶带工作,线性模组72驱动移载板73移动,从而带动夹胶带组件77移动直至其与光伏组件上胶带的一端相对,伸缩组件76将夹胶带组件77顶出,夹胶带组件77将胶带的一端夹紧,伸缩组件76将夹胶带组件77拉回,此时转动模组74驱动旋转盘75转动,撕下来的胶带缠绕到旋转面750上,与此同时,线性模组72驱动移载板73线性移动,线性模组72行走速度配合旋转盘75的旋转缠饶胶带的节奏,待光伏组件上胶带完全撕扯下来时,卸胶带组件78开始工作,卸料气缸781的活塞杆收缩带动卸料板782下移,卸料板782的阶梯面780下移将旋转盘75上缠绕的胶带推落,废弃胶带落至机架1上设置的收料箱内,两组长边撕胶带机构7和短边撕胶带机构8同步撕胶带,撕胶带动作完成后,顶升装置4驱动光伏组件下移落至输送线2上并由输送线2输出。
37.本发明双玻撕胶带机,结构紧凑,运行平稳,能够替代人工自动撕胶带,集输送、夹胶带、缠绕胶带和卸料于一体,自动化程度高,大量节省作业工时,降本增效,提高产能。
38.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1