一种指示氖灯的生产工艺的制作方法
1.本发明涉及指示氖灯生产技术领域,尤其涉及一种指示氖灯的生产工艺。
背景技术:
2.氖灯就是用氖气填充在真空管里制成的灯,通过电流时能发光,亮度随电压大小而变,多用于电源指示。氖气辉光灯:标准亮度、准高亮度、高亮度、超高亮度辉光灯;荧光辉光灯:绿色荧光灯、蓝色荧光灯、白色荧光灯、黄色荧光灯。1、氖气辉光灯:由透明密封的玻璃外壳、经过特殊处理的电极、氖氩气体组成,电极通过引出线与外电路连接,发出橙色辉光。1.标准亮度辉光灯,发桔黄色光,所充气体为氖氩混合气体,发光面95%以上;2.准高亮度辉光灯,发桔黄色光,所充气体也为氖氩混合气体,发光面也为90%以上,与标准亮度辉光灯不同的地方是:所充气体压力比标准亮度辉光灯压力高,其寿命比标准亮度辉光灯寿命高;3.高亮度辉光灯,发桔红色光,所充气体为纯氖气,发光面为50
‑
85%,起辉电压比标准、准高亮度辉光灯稍高,亮度较高;荧光辉光灯:由涂了荧光粉的玻璃外壳、经过特殊处理的电极、多元混合惰性气体组成。所充气体一般由几种混合惰性气体配制而成,电极通过引出线与外电路连接。根据所涂荧光粉的不同,可发出不同色别的光,有绿、蓝、白等。
3.现有的氖灯生成工艺复杂,且生成用的灯管为纯玻璃制作,散热性能低,易碎,不能满足使用需求。
技术实现要素:
4.本发明的目的是为了解决现有的氖灯生成工艺复杂,且生成用的灯管为纯玻璃制作,散热性能低,易碎,不能满足使用需求的缺点,而提出的一种指示氖灯的生产工艺。
5.本发明提出的一种指示氖灯的生产工艺,包括以下重要步骤:
6.s1:灯管原料准备:灯管原料包括:硅胶、玻璃粉、散热组分,散热组分为:石英粉、硅氧树脂、聚氨酯;
7.s2:灯管制备:利用注塑的方式制备灯管条,并切割成特定的尺寸;
8.s3:凃管:配置荧光粉,荧光粉包括:绿粉、蓝粉、白粉,粉浆比重为1.15
‑
1.4g/cm3,在荧光灯系列氖灯的玻管内壁涂上荧光粉,绿粉应发绿光,蓝粉应发蓝光,白粉应发白光;
9.s4:导丝焊接:将原材料杜美丝与镀镍铁丝切断焊接加工成导丝,杜美丝的直径要求为0.35
‑
0.40,其允许偏差为
±
0.02mm,镀镍铁丝直径为0.55
‑
0.9mm,其允许偏差为
±
0.02mm;
10.s5:封口:将导丝中的杜美丝与灯管封接,烧制成所需规格的半成品氖泡;
11.s6:排气:将封口好的半成品,经过加温抽成真空,高频分解后,充入惰性气体,并烧割封离的过程,并对冲气压力、高频电压、烧箱温度、割头状况、真空状况进行监控;
12.s7:酸洗和镀银:配置酸洗液,利用酸洗液将杜美丝表面层的硼砂层洗掉,还原成紫铜色,并控制酸洗时间,将酸洗后的杜美丝进行度银处理,酸洗的作用是将杜美丝表面层的硼砂层洗掉,变成紫铜色,这样易于枯化工序的导电激活;
13.s8:枯化:将氖泡插到枯化机上进行电子激活、老练,使氖泡发光稳定;
14.s9:将杜美丝表面进行镀银或镀锡处理;氖泡的引出线是用杜美丝制成的,外层是电解铜,极易氧化,经过镀银锡处理后,氖泡的引出线表面变得光亮,美观,而且不易变色;增强导电性能;便于焊接;
15.s10:打光:将镀银或镀锡好的氖泡成品,用真空检测器进行打光检测,将不符合标准的氖泡分拣出来;
16.s11:包装:将打光好的氖泡进行称重后,再进行检验,分拣外观,确保外观及引出线的质量符合等级的要求。
17.优选的,s1中,原料包括以下重量百分比:硅胶20
‑
30%、玻璃粉35
‑
50%、散热组分15
‑
20%。
18.优选的,s2中,灯管制备包括以下步骤:
19.第一,将硅胶、玻璃粉、散热组分混合,混合温度控制在40
‑
45℃,在200
‑
300r/min搅拌速度下搅拌30
‑
40min;
20.第二,将混合的原料利用注塑的方式制得多个1.2米长的灯管;
21.第三,待灯管冷却后进行切割,切割尺寸控制在2
‑
4cm。
22.优选的,s3中,利用荧光粉涂管进行凃管,包括以下步骤:
23.第一,玻管放入工位夹具中,托平沾料;
24.第二,风管吹匀粉浆火焰烘干,刮粉除尘,卸出工位。
25.优选的,s4中,利用导丝焊接机进行焊接,具体步骤:将杜美丝及镀镍铁丝经校直器校直,使用送丝夹钳往复送丝,利用夹钳夹持,电弧焊接:按规格要求切刀切断导丝,利用取丝钳取下导丝。
26.优选的,s5中,利用封口机进行封口,包括以下步骤:
27.第一,导丝放入到沾料夹中粘涂电子粉浆;
28.第二,投放到夹好玻管的芯柱中,高温加热使灯管管口口软化;
29.第三,封口卡模将灯管与导丝夹扁成形;
30.第四,高温加热灯管中上部,拉制氖灯泡身长度。
31.优选的,s6中,利用排气机进行排气,包括以下步骤:
32.第一,将半成品投放工位夹具中,托平调整泡头高度,锁紧排气工位;
33.第二,利用电烘箱加热抽除灯泡中的空气,高频分解电子粉,充入定量的惰性气体;
34.第三,封切下氖泡,冷却氖泡并卸出工位。
35.优选的,s7中,酸洗液的主要成分包括:醋酸丁脂、硝酸银、硫酸,将醋酸丁脂、硝酸银、硫酸混合,混合温度控制在30
‑
40℃,在300
‑
400r/min搅拌速度下搅拌15
‑
20min,得到酸洗液,利用酸洗液将杜美丝表面层的硼砂层洗掉,酸洗时间控制在1
‑
2h。
36.优选的,s8中,利用枯化机进行枯化,包括以下步骤:
37.第一,氖泡引出线插入工位孔中;
38.第二,通电激活,闪高压,温珠子老练,枯化工序的目的是将排气出的产品进行激活,将灯泡老练,使之发光稳定。
39.优选的,s11中,对氖泡再次检验,检验包括:1、外观要求检验;2、发光要求检验;3、
标识要求检验;4、包装及数量要求检验。
40.本发明的有益效果是:
41.本发明通过在制备的灯管中加入硅胶可以提高灯管的韧性,避免灯管容易破碎,同时具有耐高温特性,加入的散热组分可以提高灯管的散热和降温性能;
42.通过配置酸洗液,可以有效快速的进行酸性,节约时间,提高了工作效率;
43.本发明氖灯生成工艺简单,采用混合制成的灯管具有良好的散热、耐高温性能,同时不易碎,能满足使用需求的。
具体实施方式
44.下面结合具体实施例对本发明作进一步解说。
45.实施例一
46.参考图1,本发明提出的一种指示氖灯的生产工艺,包括以下重要步骤:
47.s1:灯管原料准备:灯管原料包括:硅胶、玻璃粉、散热组分,散热组分为:石英粉、硅氧树脂、聚氨酯;
48.s2:灯管制备:利用注塑的方式制备灯管条,并切割成特定的尺寸;
49.s3:凃管:配置荧光粉,荧光粉包括:绿粉、蓝粉、白粉,标准亮度、准高亮度的粉浆比重一般为1.30
‑
1.40g/cm3,在荧光灯系列氖灯的玻管内壁涂上荧光粉,绿粉应发绿光,蓝粉应发蓝光,白粉应发白光;
50.s4:导丝焊接:将原材料杜美丝与镀镍铁丝切断焊接加工成导丝,杜美丝的直径要求为0.35
±
0.02mm,镀镍铁丝直径为0.5
±
0.02mm;
51.s5:封口:将导丝中的杜美丝与灯管封接,烧制成所需规格的半成品氖泡;
52.s6:排气:将封口好的半成品,经过加温抽成真空,高频分解后,充入惰性气体,并烧割封离的过程,并对冲气压力、高频电压、烧箱温度、割头状况、真空状况进行监控;
53.s7:酸洗和镀银:配置酸洗液,利用酸洗液将杜美丝表面层的硼砂层洗掉,还原成紫铜色,并控制酸洗时间,将酸洗后的杜美丝进行度银处理,酸洗的作用是将杜美丝表面层的硼砂层洗掉,变成紫铜色,这样易于枯化工序的导电激活;
54.s8:枯化:将氖泡插到枯化机上进行电子激活、老练,使氖泡发光稳定;
55.s9:将杜美丝表面进行镀银或镀锡处理;氖泡的引出线是用杜美丝制成的,外层是电解铜,极易氧化,经过镀银锡处理后,氖泡的引出线表面变得光亮,美观,而且不易变色;增强导电性能;便于焊接;
56.s10:打光:将镀银或镀锡好的氖泡成品,用真空检测器进行打光检测,将不符合标准的氖泡分拣出来;
57.s11:包装:将打光好的氖泡进行称重后,再进行检验,分拣外观,确保外观及引出线的质量符合等级的要求。
58.在具体实施场景中,s1中,原料包括以下重量百分比:硅胶20%、玻璃粉60%、散热组分20%。
59.在具体实施场景中,s2中,灯管制备包括以下步骤:
60.第一,将硅胶、玻璃粉、散热组分混合,混合温度控制在40℃,在200r/min搅拌速度下搅拌30min;
61.第二,将混合的原料利用注塑的方式制得多个1.2米长的灯管;
62.第三,待灯管冷却后进行切割,切割尺寸控制在2cm。
63.优选的,s3中,利用荧光粉涂管进行凃管,包括以下步骤:
64.第一,玻管放入工位夹具中,托平沾料;
65.第二,风管吹匀粉浆火焰烘干,刮粉除尘,卸出工位。
66.在具体实施场景中,s4中,利用导丝焊接机进行焊接,具体步骤:将杜美丝及镀镍铁丝经校直器校直,使用送丝夹钳往复送丝,利用夹钳夹持,电弧焊接:按规格要求切刀切断导丝,利用取丝钳取下导丝。
67.在具体实施场景中,s5中,利用封口机进行封口,包括以下步骤:
68.第一,导丝放入到沾料夹中粘涂电子粉浆;
69.第二,投放到夹好玻管的芯柱中,高温加热使灯管管口口软化;
70.第三,封口卡模将灯管与导丝夹扁成形;
71.第四,高温加热灯管中上部,拉制氖灯泡身长度。
72.在具体实施场景中,s6中,利用排气机进行排气,包括以下步骤:
73.第一,将半成品投放工位夹具中,托平调整泡头高度,锁紧排气工位;
74.第二,利用电烘箱加热抽除灯泡中的空气,高频分解电子粉,充入定量的惰性气体;
75.第三,封切下氖泡,冷却氖泡并卸出工位。
76.在具体实施场景中,s7中,酸洗液的主要成分包括:醋酸丁脂、硝酸银、硫酸,将醋酸丁脂、硝酸银、硫酸混合,混合温度控制在30℃,在300r/min搅拌速度下搅拌15min,得到酸洗液,利用酸洗液将杜美丝表面层的硼砂层洗掉,酸洗时间控制在1
‑
2h。
77.在具体实施场景中,s8中,利用枯化机进行枯化,包括以下步骤:
78.第一,氖泡引出线插入工位孔中;
79.第二,通电激活,闪高压,温珠子老练,枯化工序的目的是将排气出的产品进行激活,将灯泡老练,使之发光稳定。
80.在具体实施场景中,s11中,对氖泡再次检验,检验包括:1、外观要求检验;2、发光要求检验;3、标识要求检验;4、包装及数量要求检验。
81.实施例二
82.参考图1,本发明提出的一种指示氖灯的生产工艺,包括以下重要步骤:
83.s1:灯管原料准备:灯管原料包括:硅胶、玻璃粉、散热组分,散热组分为:石英粉、硅氧树脂、聚氨酯;
84.s2:灯管制备:利用注塑的方式制备灯管条,并切割成特定的尺寸;
85.s3:凃管:配置荧光粉,荧光粉包括:绿粉、蓝粉、白粉,高辉度的粉浆比重为1.15
‑
1.35g/cm3,蓝、绿灯的粉浆比重为1.25
‑
1.40g/cm3,在荧光灯系列氖灯的玻管内壁涂上荧光粉,绿粉应发绿光,蓝粉应发蓝光,白粉应发白光;
86.s4:导丝焊接:将原材料杜美丝与镀镍铁丝切断焊接加工成导丝,杜美丝的直径要求为0.38
±
0.02mm,镀镍铁丝直径为0.7
±
0.02mm;
87.s5:封口:将导丝中的杜美丝与灯管封接,烧制成所需规格的半成品氖泡;
88.s6:排气:将封口好的半成品,经过加温抽成真空,高频分解后,充入惰性气体,并
烧割封离的过程,并对冲气压力、高频电压、烧箱温度、割头状况、真空状况进行监控;
89.s7:酸洗和镀银:配置酸洗液,利用酸洗液将杜美丝表面层的硼砂层洗掉,还原成紫铜色,并控制酸洗时间,将酸洗后的杜美丝进行度银处理,酸洗的作用是将杜美丝表面层的硼砂层洗掉,变成紫铜色,这样易于枯化工序的导电激活;
90.s8:枯化:将氖泡插到枯化机上进行电子激活、老练,使氖泡发光稳定;
91.s9:将杜美丝表面进行镀银或镀锡处理;氖泡的引出线是用杜美丝制成的,外层是电解铜,极易氧化,经过镀银(锡)处理后,氖泡的引出线表面变得光亮,美观,而且不易变色;增强导电性能;便于焊接;
92.s10:打光:将镀银或镀锡好的氖泡成品,用真空检测器进行打光检测,将不符合标准的氖泡分拣出来;
93.s11:包装:将打光好的氖泡进行称重后,再进行检验,分拣外观,确保外观及引出线的质量符合等级的要求。
94.在具体实施场景中,s1中,原料包括以下重量百分比:硅胶30%、玻璃粉50%、散热组分20%。
95.在具体实施场景中,s2中,灯管制备包括以下步骤:
96.第一,将硅胶、玻璃粉、散热组分混合,混合温度控制在42℃,在250r/min搅拌速度下搅拌35min;
97.第二,将混合的原料利用注塑的方式制得多个1.2米长的灯管;
98.第三,待灯管冷却后进行切割,切割尺寸控制在3cm。
99.优选的,s3中,利用荧光粉涂管进行凃管,包括以下步骤:
100.第一,玻管放入工位夹具中,托平沾料;
101.第二,风管吹匀粉浆火焰烘干,刮粉除尘,卸出工位。
102.在具体实施场景中,s4中,利用导丝焊接机进行焊接,具体步骤:将杜美丝及镀镍铁丝经校直器校直,使用送丝夹钳往复送丝,利用夹钳夹持,电弧焊接:按规格要求切刀切断导丝,利用取丝钳取下导丝。
103.在具体实施场景中,s5中,利用封口机进行封口,包括以下步骤:
104.第一,导丝放入到沾料夹中粘涂电子粉浆;
105.第二,投放到夹好玻管的芯柱中,高温加热使灯管管口口软化;
106.第三,封口卡模将灯管与导丝夹扁成形;
107.第四,高温加热灯管中上部,拉制氖灯泡身长度。
108.在具体实施场景中,s6中,利用排气机进行排气,包括以下步骤:
109.第一,将半成品投放工位夹具中,托平调整泡头高度,锁紧排气工位;
110.第二,利用电烘箱加热抽除灯泡中的空气,高频分解电子粉,充入定量的惰性气体;
111.第三,封切下氖泡,冷却氖泡并卸出工位。
112.在具体实施场景中,s7中,酸洗液的主要成分包括:醋酸丁脂、硝酸银、硫酸,将醋酸丁脂、硝酸银、硫酸混合,混合温度控制在35℃,在350r/min搅拌速度下搅拌18min,得到酸洗液,利用酸洗液将杜美丝表面层的硼砂层洗掉,酸洗时间控制在1.5h。
113.在具体实施场景中,s8中,利用枯化机进行枯化,包括以下步骤:
114.第一,氖泡引出线插入工位孔中;
115.第二,通电激活,闪高压,温珠子老练,枯化工序的目的是将排气出的产品进行激活,将灯泡老练,使之发光稳定。
116.在具体实施场景中,s11中,对氖泡再次检验,检验包括:1、外观要求检验;2、发光要求检验;3、标识要求检验;4、包装及数量要求检验。
117.实施例三
118.参考图1,本发明提出的一种指示氖灯的生产工艺,包括以下重要步骤:
119.s1:灯管原料准备:灯管原料包括:硅胶、玻璃粉、散热组分,散热组分为:石英粉、硅氧树脂、聚氨酯;
120.s2:灯管制备:利用注塑的方式制备灯管条,并切割成特定的尺寸;
121.s3:凃管:配置荧光粉,荧光粉包括:绿粉、蓝粉、白粉,准亮度、准高亮度粘料为100%,高辉度粘料为50
‑
85%,蓝、绿灯粘料为75
‑
85%,在荧光灯系列氖灯的玻管内壁涂上荧光粉,绿粉应发绿光,蓝粉应发蓝光,白粉应发白光;
122.s4:导丝焊接:将原材料杜美丝与镀镍铁丝切断焊接加工成导丝,杜美丝的直径要求为0.40
±
0.02mm,镀镍铁丝直径为0.9mm
±
0.02mm;
123.s5:封口:将导丝中的杜美丝与灯管封接,烧制成所需规格的半成品氖泡;
124.s6:排气:将封口好的半成品,经过加温抽成真空,高频分解后,充入惰性气体,并烧割封离的过程,并对冲气压力、高频电压、烧箱温度、割头状况、真空状况进行监控;
125.s7:酸洗和镀银:配置酸洗液,利用酸洗液将杜美丝表面层的硼砂层洗掉,还原成紫铜色,并控制酸洗时间,将酸洗后的杜美丝进行度银处理,酸洗的作用是将杜美丝表面层的硼砂层洗掉,变成紫铜色,这样易于枯化工序的导电激活;
126.s8:枯化:将氖泡插到枯化机上进行电子激活、老练,使氖泡发光稳定;
127.s9:将杜美丝表面进行镀银或镀锡处理;氖泡的引出线是用杜美丝制成的,外层是电解铜,极易氧化,经过镀银(锡)处理后,氖泡的引出线表面变得光亮,美观,而且不易变色;增强导电性能;便于焊接;
128.s10:打光:将镀银或镀锡好的氖泡成品,用真空检测器进行打光检测,将不符合标准的氖泡分拣出来;
129.s11:包装:将打光好的氖泡进行称重后,再进行检验,分拣外观,确保外观及引出线的质量符合等级的要求。
130.在具体实施场景中,s1中,原料包括以下重量百分比:硅胶25%、玻璃粉60%、散热组分15%。
131.在具体实施场景中,s2中,灯管制备包括以下步骤:
132.第一,将硅胶、玻璃粉、散热组分混合,混合温度控制在40
‑
45℃,在200
‑
300r/min搅拌速度下搅拌30
‑
40min;
133.第二,将混合的原料利用注塑的方式制得多个1.2米长的灯管;
134.第三,待灯管冷却后进行切割,切割尺寸控制在4cm。
135.优选的,s3中,利用荧光粉涂管进行凃管,包括以下步骤:
136.第一,玻管放入工位夹具中,托平沾料;
137.第二,风管吹匀粉浆火焰烘干,刮粉除尘,卸出工位。
138.在具体实施场景中,s4中,利用导丝焊接机进行焊接,具体步骤:将杜美丝及镀镍铁丝经校直器校直,使用送丝夹钳往复送丝,利用夹钳夹持,电弧焊接:按规格要求切刀切断导丝,利用取丝钳取下导丝。
139.在具体实施场景中,s5中,利用封口机进行封口,包括以下步骤:
140.第一,导丝放入到沾料夹中粘涂电子粉浆;
141.第二,投放到夹好玻管的芯柱中,高温加热使灯管管口口软化;
142.第三,封口卡模将灯管与导丝夹扁成形;
143.第四,高温加热灯管中上部,拉制氖灯泡身长度。
144.在具体实施场景中,s6中,利用排气机进行排气,包括以下步骤:
145.第一,将半成品投放工位夹具中,托平调整泡头高度,锁紧排气工位;
146.第二,利用电烘箱加热抽除灯泡中的空气,高频分解电子粉,充入定量的惰性气体;
147.第三,封切下氖泡,冷却氖泡并卸出工位。
148.在具体实施场景中,s7中,酸洗液的主要成分包括:醋酸丁脂、硝酸银、硫酸,将醋酸丁脂、硝酸银、硫酸混合,混合温度控制在40℃,在400r/min搅拌速度下搅拌20min,得到酸洗液,利用酸洗液将杜美丝表面层的硼砂层洗掉,酸洗时间控制在2h。
149.在具体实施场景中,s8中,利用枯化机进行枯化,包括以下步骤:
150.第一,氖泡引出线插入工位孔中;
151.第二,通电激活,闪高压,温珠子老练,枯化工序的目的是将排气出的产品进行激活,将灯泡老练,使之发光稳定。
152.在具体实施场景中,s11中,对氖泡再次检验,检验包括:1、外观要求检验;2、发光要求检验;3、标识要求检验;4、包装及数量要求检验。
153.实施例四
154.本发明还提出塑壳辉光灯:将氖灯、荧光灯、辉光灯、灯头、串联电阻、塑料罩壳组装在一起,可直接使用在电路的灯具中。不需外接电阻,具有安全使用方便等优点。塑壳辉光灯分为红色、绿色\蓝色等几种,灯头有罗口(e10/13)和插口(ba9s/14)两种,使用电压100
‑‑‑
380v。
155.实施例五
156.本发明还提出保险型氖灯:保险型指示氖灯由镀镍铜帽、透明管、氖灯、电阻组成,具有透明、安全等特点,是测电笔指示灯的最佳选品。
157.实施例六
158.本发明还提出电焊接氖灯、荧光辉光灯:采用无火花电焊接机将氖灯或荧光辉光灯与电阻进行焊接,焊接可靠、焊点小、无虚焊、脱焊等现象。
159.实施例七
160.本发明还提出锡焊接线氖灯:用电铬铁将氖泡与电阻焊接,可以不受设备等客观条件限制,简单、方便。加引线氖灯可根据客户要求配各种颜色以及型号电线,同时尾线可接各种规格端子。手工焊接与电焊接相比,存在容易造成焊接点毛刺、不光滑等缺陷。
161.实施例八
162.本发明还提出端子(铜扣)压接氖灯、荧光辉光灯:将氖灯或荧光辉光灯与电阻,采
用专用端子机(铜扣机)压接在一起,压接可靠,导电性能良好。
163.试验例一
164.以实施例1
‑
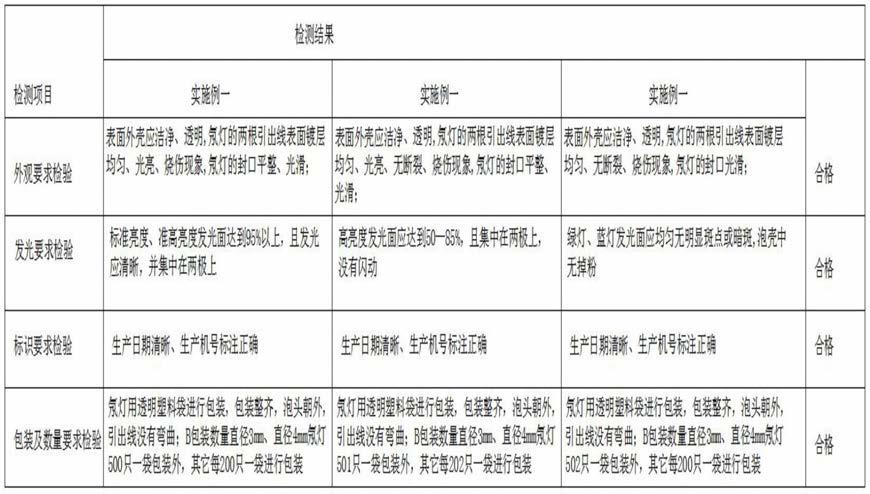
3制得的指示氖灯为试验样品,对其1、外观要求检验;2、发光要求检验;3、标识要求检验;4、包装及数量要求检测;
165.1、外观要求检验:(1)、氖灯的表面外壳应洁净、透明(高辉度玻璃外壳略发黄),且不能有影响氖灯发光特性的缺陷;玻璃外壳内不允许有明显的散落物;两电极应端正。
166.(2)、氖灯的两根引出线表面镀层要均匀、光亮、无断裂、烧伤现象,无明显发黑、发黄现象,不允许与玻壳交界处出现漏镀现象,且无锈蚀,并具有一定的机械强度。
167.(3)、氖灯的封口应平整、光滑;氖灯泡头要直。
168.2、发光要求检验:将氖灯接在220伏交流电压,标准亮度、准高亮度、高亮度串150千欧的电阻或用真空检测氖灯,其发光面需达下列要求:
169.(1)、标准亮度、准高亮度发光面应达到95%以上,且发光应清晰,并集中在两极上;
170.(2)、高亮度发光面应达到50
‑
85%,且集中在两极上,不能有闪动;
171.(3)、绿灯、蓝灯发光面应均匀无明显斑点或暗斑,泡壳中不能有大于0.5mm2的掉粉,掉粉面积超过这个范围,就会造成漏光。
172.3、标识要求检验:(1)、生产日期;(2)、生产机号;(3)、包装工号。每一只包装袋上都有标识,比如:140730
‑‑1‑2‑
1“140730”代表生产日期2014年7月30日,“1”代表生产班次甲班,“2”代表生产机号,“1”代表包装工人工号
173.4、包装及数量要求检验:(1)、氖灯的内包装:a氖灯应用透明塑料袋进行包装,包装应整齐,泡头朝外,引出线不能弯曲;b包装数量应准确,除直径3mm、直径4mm氖灯每500只一袋包装外,其它每200只一袋进行包装,允许误差
±5‰
,也就是说一袋200只的包装只允许1只的误差。
174.(2)、氖灯的外包装,氖灯应用双楞纸箱进行外包装,氖灯的小包装应整齐有序地放入包装箱内;箱体表面不允许有明显的损坏和污迹,应标明产品名称、型号规格、装箱数量、生产日期、厂名厂址等。
175.(3)、氖灯装箱的数量、等级、规格型号应符合《备货通知单》要求。
176.综上,本发明制得abs材料具有较好的阻燃性、抗菌性和热稳定性。
177.检测报告如下:
[0178][0179]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1