载料平台及其加工方法和热压装置与流程
1.本发明涉及半导体器件加工技术领域,特别是涉及一种载料平台及其加工方法和热压装置。
背景技术:
2.热压机(热压装置)又称为邦定机,可以根据热压的媒介不同,分为焊锡、acf(anisotropic conductive film,异向导电胶带)、acp(anisotropic conductive paste/adhesive,异向导电胶水)、tbf(thermal bonding film,热熔胶膜)邦定机。适用于fpc(flexible printed circuit ,柔性电路板),hsc(heat seal connecto,斑马纸)、tab( tape automated bonding,载带自动焊)、lcd(liquid crystal display,液晶显示器)及pcb(printed circuit board,印制电路板)的连接。
3.热压机包括载料平台,载料平台用于放置玻璃或pcb和fpc元器件。载料平台主要作用为支撑作用。在实际操作过程中,载料平台不会受到较大的压力冲击和温度影响。而在玻璃前段和pcb/fpc前段 pad线路的位置,也就是热压位置则会受到温度和压力影响,使得整个载料平台升温。
4.但是目前的一种mini led(次毫米发光二极管)产品在进行热压后,产品提前固化,导致产品的质量有所下降。
技术实现要素:
5.基于此,有必要针对目前的载料平台热压产品后导致产品质量下降的问题,提供一种载料平台及其加工方法和热压装置。
6.一种载料平台,包括承料台和隔热板,所述隔热板设置于所述承料台用于承托产品的一侧,并用于隔绝热量传递至所述承料台,其中,所述隔热板的热膨胀系数小于6*10
‑7/℃,所述隔热板的导热系数小于1.6w/mk。
7.在其中一个实施例中,所述隔热板嵌设在所述安装槽内。
8.在其中一个实施例中,还包括胶层,所述胶层的一侧与所述承料台连接,所述胶层的另一侧与所述隔热板连接。
9.在其中一个实施例中,所述承料台和/或所述隔热板设置有注胶槽,所述注胶槽用于填充所述胶层。
10.在其中一个实施例中,所述注胶槽呈网格状设置。
11.在其中一个实施例中,所述隔热板的材质为石英玻璃材质或陶瓷材质。
12.在其中一个实施例中,所述隔热板设置有第一通孔,所述承料台设置有第二通孔,所述第一通孔与所述第二通孔相对,并用于供连接件穿过,所述连接件用于将所述载料平台安装于热压装置的机架。
13.在其中一个实施例中,所述第二通孔沿远离第一通孔的方向依次包括第一孔段与第二孔段,所述第一孔段的孔径大于所述第二孔段的孔径;所述第一孔段的孔径大于等于
所述第一通孔的孔径;所述连接件包括依次连接的第一段与第二段,所述第一段的直径大于所述第二段的直径;当所述连接件与所述热压装置的机架连接时,所述第一段的部分位于所述第一通孔内,所述第一段的其余部分位于所述第一孔段内,所述第二段位于所述第二孔段内,且所述第二段的端部伸出第二孔段并与热压装置的机架连接。
14.一种载料平台的加工方法,其特征在于:包括以下步骤:提供隔热板和承料台;将所述隔热板与所述承料台相连接;其中,所述隔热板的热膨胀系数小于6*10
‑7/℃,所述隔热板的导热系数小于1.6w/mk。
15.在其中一个实施例中,在将所述隔热板与所述承料台相连接之前,还包括以下步骤:对所述承料台进行孔加工;对孔加工完成后的所述承料台进行淬火处理,然后进行超深冷处理,以增强所述承料台的硬度;对淬火与超深冷处理后的所述承料台进行第一次精加工,以使所述承料台的用于开设注胶槽的表面的面精度小于等于10um;对第一次精加工后的承料台开设注胶槽;对承料台进行第二次精加工,以使承料台整体的面精度小于等于10um。
16.在其中一个实施例中,所述隔热板与所述承料台相连接的步骤包括:在承料台的开设注胶槽的一侧涂覆胶水;将隔热板叠设于承料台的涂敷有胶水的一侧,待胶水固化使得隔热板与承料台相连接。
17.一种热压装置,包括上述的载料平台。
18.上述载料平台可以通过隔热板的设置,减少热量由热压头传递至承料台。也就是说,对于类似min led产品在进行热压后,热压头的热量仅汇聚在热压头的下方,而不会扩散至整个载料平台。也就是说,除了热压处的产品的部分会加热,其余部分的产品均无法达到固化温度,即不会提前固化,从而保证热压后的产品质量。上述设置可以避免载料平台整体温度过高,从而导致产品的整体温度急剧上升,使得产品部分零件提前固化,影响产品的质量。隔热板的设置可以有效提高产品的防热累积效果。
附图说明
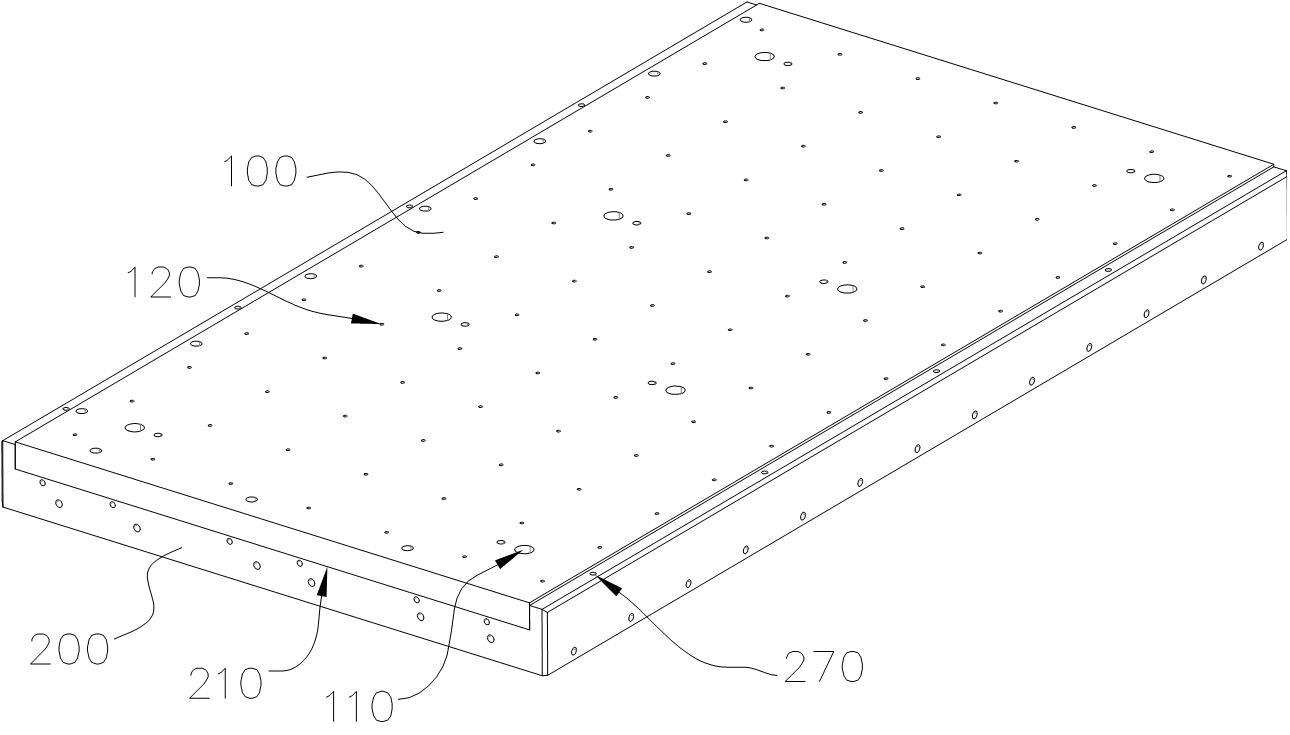
19.图1为本发明的一种载料平台的结构示意图;图2为本发明的一种载料平台的承料台的结构示意图;图3为本发明的一种载料平台的承料台的俯视图;图4是本发明的一种载料平台的第一真空孔处的截面图;图5是本发明的一种载料平台的第一通孔处的截面图。
20.附图标记:100、隔热板;110、第一通孔;120、第一真空孔;121、第一真空孔段;122、第二真空
孔段;200、承料台;210、安装槽;220、注胶槽;230、第二通孔;231、第一孔段;232、第二孔段;240、第二真空孔;250、真空流道;260、真空孔密封槽;270、定位销安装孔;280、螺纹安装孔;300、连接件;310、第一段;320、第二段。
具体实施方式
21.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。
22.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
23.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
24.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
25.在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
26.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
27.本实施例所提供的一种热压装置,其包括载料平台。载料平台用于承托产品,比如可以承托基板等产品。
28.参阅图1,本实施例所提供的一种载料平台,其包括隔热板100与承料台200。
29.其中,隔热板100具有承托面,承托面可以抵触产品,以对产品进行承托。隔热板100具有隔热效果,其热膨胀系数小于6*10
‑7/℃,且导热系数小于1.6w/mk。若隔热板100的热膨胀系数大于6*10
‑7/℃,且导热系数大于1.6w/mk,则在热压装置对产品进行热压时,隔
热板100会产生较大的热膨胀,影响载料平台的质量,且无法具有较好的隔热效果,使得载料平台在热压过程中,整体热量均较大程度上的上升,且热量在载料平台上积累,从而导致下一个热压的产品放置在载料平台时,由于载料平台的温度过高,从而导致其产品的质量有所下降。隔热板100的设置可以减少热量传递至承料台200,以增强载料平台的防热累积效果。承料台200与隔热板100的背离承托面的表面连接,承料台200可以与热压装置的机架进行连接。连接方式可以选用固定连接或可拆卸连接等方式,比如通过螺丝连接等。
30.通过在载料平台上设置的隔热板100,使得热压装置在对产品热压过程中,热量不会由隔热板100向承料台200的方向传播,避免了承料台200的热累积,有效提高产品的质量。
31.比如,在实际操作中,对于部分零件处的工作温度较低的产品,其工作温度为80℃以下。也就是说,当产品的温度高于80℃,产品的具有该零件的部分会进行固化。而在产品的加工过程中,由于产品性能决定,其需要先进行热压绑定,后进行固化。在这种情况下,采用本技术所示的载料平台进行热压时,由于热压装置产生的热量被隔热板100阻隔,因此热量不会继续传递至承料台200,避免对承料台200加热。而后续进行热压绑定的产品在放置在载料平台时,由于载料平台没有进行热积累,因此载料平台的温度较低,不会导致产品提前固化,从而保证产品的质量。
32.在一些实施例中,隔热板100的材质可以选取石英玻璃材质或隔热陶瓷材质,也可以选取其他的耐热隔热材质。
33.在一些实施方式中,隔热陶瓷可以选择99氧化铝陶瓷。上述设置可以使得隔热板100可以具有高温不变形性,且其热膨胀系数较低,可以达到3.5
×
10
‑7/℃,导热系数较低,仅有1.5 w/mk。此外,采用隔热陶瓷制作隔热板100时,其加工性能好,制作时可以精度可以达到5um,精度较高。
34.在另一些实施方式中,隔热板100的材质可以选取石英玻璃材质。石英玻璃材质使得该隔热板100具有高纯度、成本低、加工性能好以及化学稳定性强,可以耐水、盐溶液和大部分酸性溶液,且该隔热板100可以承受1000℃的高温,具有较好的耐高温性。此外,其热膨胀系数较低,仅有5
×
10
‑7/℃,导热系数较低,仅有1.4 w/mk。
35.承料台200的材质可以选择金属材质,比如不锈钢。承料台200的材质也可以选择非金属材质,比如隔热陶瓷材质。
36.比如,在一具体实施例中,隔热板100选择石英玻璃板,承料台200选择钢材承料台200。
37.又比如,在一具体实施例中,隔热板100选择隔热陶瓷,承料台200选择钢材承料台200。
38.再比如,在一具体实施例中,隔热板100与承料台200均选择隔热陶瓷制成。
39.在实际使用过程中,可以根据使用情况以及成本等因素,进行合理选择。比如,对于减少更换次数、成本充足且产品量较多的情况下,可以选择隔热陶瓷制成的隔热板100。对于成本略低且产品量较少的情况下,可以选择石英玻璃制成的隔热板100。
40.在一些实施例中,承料台200与隔热板100可拆卸连接,比如粘接、螺纹连接或卡接等连接方式。承料台200与隔热板100也可以为固定连接,比如一体成型设置等固定连接方式。
41.具体的,在一些实施例中,如图1与图2所示,承料台200设置有安装槽210。隔热板100嵌设在安装槽210内。
42.其中,安装槽210的长度方向与承料台200的长度方向一致。在一些实施方式中,安装槽210的至少一侧的侧壁为镂空设置,即安装槽210的至少一侧贯穿承料台200,以便于安装隔热板100时降低安装难度。在图示实施例中,安装槽210的沿其长度方向的相对的两侧均为镂空设置。
43.在一些实施例中,隔热板100的厚度为10mm
‑
20mm。比如10mm、13mm、15mm、17mm或20mm。其长度可以为550mm
ꢀ‑
700mm,比如550mm 、580mm 、600mm、650mm 、680mm 或700mm。其宽度可以为200mm
ꢀ‑
350mm,比如200mm 、250mm 、300mm或350mm。隔热板100的面精度小于10um。承料台200的厚度为35mm
ꢀ‑
45mm,比如35mm 、38mm 、40mm、42mm或45mm。承料台200的面积略大于隔热板100。安装槽210的槽壁的宽度为5mm
ꢀ‑
15mm,比如5mm 、8mm 、10mm、12mm或15mm。
44.当隔热板100与承料台200的尺寸采取上述设置时,可以有效提高载料平台的厚度,以提高整体载料平台的惯性矩。当载料平台受到z向的压力后(z向也就是产品在热压过程中,被热压装置所施加压力的方向,也就是垂直于载料平台的方向),载料平台的变形量(也就是最大挠度)可以因载料平台的厚度的增加而减少,使得在上述大尺寸的载料平台中,各压合位置(50mm*50mm)均可以承受100kg的压力。
45.在一些实施例中,隔热板100与承料台200所连接的表面,可以通过胶层连接。也就是说,胶层的一侧与承料台200连接,胶层的另一侧与隔热板100连接。
46.在一些实施例中,承料台200和/或隔热板100设置有注胶槽220。注胶槽220用于容纳胶水,以便于胶水固化时形成前述胶层。
47.比如,在一些实施例中,仅隔热板100设置有注胶槽220。又比如,仅承料台200设置有注胶槽220。再比如,隔热板100与承料台200均设置有注胶槽220。下面以仅承料台200设置有注胶槽220为例进行说明。
48.如图2与图3所示,在一些实施例中,承料台200开设有注胶槽220。注胶槽220的数量为多个,且多个注胶槽220分布在承料台200与隔热板100连接的表面。注胶槽220的横截面积可以为长方形也可以为半圆形。比如,在一些实施例中,注胶槽220为1mm,且注胶槽220的槽深度为0.5mm。此外,可以根据实际情况进行注胶槽220深度与横截面形状、尺寸的调整。
49.此外,注胶槽220可以间隔不重叠设置,也可以具有交错部分。比如,在一些实施方式中,多个注胶槽220呈网格状设置。比如,在另一些实施方式中,多个注胶槽220平行间隔设置,且其长度方向与承料台200的长度方向或宽度方向一致。
50.上述注胶槽220的设置可以减少在隔热板100与承料台200连接过程中导致的空气注入而出现间隙的情况,有效提高隔热板100与承料台200的气密性。
51.在一些实施例中,隔热板100与承料台200安装完成后,隔热板100的表面可以不低于安装槽210的槽口处的表面,比如可以略高于安装槽210的槽口处的表面,以便于产品在热压过程中,减少产品与安装槽210侧壁的碰撞。在一些实施例中,隔热板100的表面也可以低于安装槽210的槽口处的表面。
52.在一些实施例中,载料平台通过真空吸附的方式,对产品进行定位。
53.具体的,如图1
‑
图4所示, 隔热板100设置有第一真空孔120,承料台200设置有第二真空孔240以及真空流道250。真空流道250设置有真空抽气口,真空抽气口与第二真空孔240连通。当隔热板100与承料台200安装时,第二真空孔240与第一真空孔120对齐,以便于真空吸附。
54.在一些实施例中,如图4所示,第一真空孔120沿其轴向可分为第一真空孔段121与第二真空孔段122。其中,第一真空孔段121为靠近产品的一侧,第二真空孔段122为靠近第二真空孔240的一侧。第一真空孔段121的直径较第二真空孔段122的直径小,以便于对产品进行真空吸附过程中,提高真空吸附效果。
55.在一些实施方式中,如图3中虚线处所述,真空流道250的数量为多个,且真空流道250可以呈网格状均匀设置。各真空流道250均连通。对应的,真空流道250所设置的真空抽气口的数量为多个,且与第二真空孔240、第一真空孔120的数量相同,且对应设置。
56.在一些实施方式中,真空流道250的数量为多个,且一个真空流道250设置一个真空抽气口。真空流道250、第二真空孔240与第一真空孔120的数量相同,且对应设置。
57.此外,在一些实施例中,如图2与图3所示,承料台200还设置有真空孔密封槽260。真空孔密封槽260与真空流道250连通。在对真空流道250加工过程中,在进行加工时,需要开始穿过承料台200表面的槽以进行真空流道250的开设。而前述槽则为真空孔密封槽260。真空孔密封槽260的端部设置有封堵件(图中未示出),封堵件可以保持真空流道250内的真空不会由真空孔密封槽260处泄露。
58.这里需要注意的是,当承料台200开设有注胶槽220时,注胶槽220需要与第二真空孔240间隔设置,必要情况下注胶槽220可以进行避位。
59.如图2、图3与图5所示,在一些实施例中,载料平台可以通过连接件300将载料平台安装在热压装置的机架上。
60.具体的,在一些实施方式中,隔热板100设置有第一通孔110,承料台200设置有第二通孔230,连接件300可以穿过第一通孔110与第二通孔230,并和热压装置的机架连接。
61.如图5所示,连接件300包括第一段310与第二段320,第一段310的直径大于第二段320的直径。第二通孔230包括第一孔段231与第二孔段232。第一孔段231位于靠近第一通孔110的一侧。第二孔段232位于靠近热压装置的机架的一侧。其中,第一孔段231的孔径与第一通孔110的孔径相同,第二孔段232的孔径小于第一孔段231的孔径。
62.当连接件300与热压装置的机架连接时,第一段310的部分位于第一通孔110内,第一段310的其余部分位于第二通孔230内。第二段320部分位于第二通孔230内,第二段320的其余部分与所述热压装置的机架连接。也就是说,第一段310的部分位于第一通孔110内,且第一段310的其余部分位于第一孔段231内。第二段320的部分位于第二孔段232内,第二段320的其余部分伸出第二孔段232,并与热压装置的机架连接。
63.这里需要注意的是,热压装置的机架与连接件300可以通过螺纹连接的方式进行连接,即第二段320远离第一段310的端部,设置有螺纹段。对应的,热压装置的机架可以设置有相应的螺纹孔,螺纹段可以与螺纹孔连接。
64.由于连接件300的第一段310的直径大于第二段320的直径,且第二孔段232的孔径小于第一孔段231的孔径。在安装连接件300时,连接件300不会过度伸出,即第二孔段232的孔径缩小可以对连接件300进行限位,防止连接件300过度靠近热压装置的机架。此外,由于
第一段310的部分位于第一通孔110内,且第一段310的其余部分位于第一孔段231内,使得第一段310可以较好地对第一通孔110与第二通孔230的连通处进行封堵,减少真空泄露,以保证载料平台在真空吸附时的真空度。
65.在一些实施例中,还设置有密封件(图中未示出),密封件可以位于连接件300与第一通孔110、第二通孔230的孔壁之间。密封件可以为胶质密封件。密封件的设置可以增强防真空泄露效果。
66.在实际安装过程中,可以先将连接件300依次穿过第一通孔110与第二通孔230,并使得连接件300与热压装置的机架螺纹连接。然后将液态胶水注入第一通孔110,使得液态胶水填充至连接件300与第一通孔110、第二通孔230的孔壁之间。待液态胶水固化后,则形成前述密封件。在一些实施例中,液态胶水可以选用ab胶,也可以选择其他胶水。在选用ab胶时,ab胶的冷却固化时间为2h,24h后完全固化。
67.如图1
‑
图3所示,承料台200还设置有定位销安装孔270。定位销安装孔270位于承料台200靠近隔热板100的表面,且定位销安装孔270与隔热板100不重合。比如,在一些实施例中,定位销安装孔270位于安装槽210非镂空的侧壁的端面。定位销安装孔270可以安装定位销,定位销可以对产品进行定位,以便于在放置产品在载料平台的过程中,对产品进行定位。
68.此外,如图2与图3所示,承料台200还设置有多个安装螺纹孔280,安装螺纹孔280可以与热压装置的机架通过螺丝或螺栓连接。
69.本实施例提供的一种载料平台的加工方法,包括以下步骤:提供隔热板100和承料台200,并将隔热板100与承料台200相连接;其中,隔热板100的热膨胀系数小于6*10
‑7/℃,隔热板100的导热系数小于1.6w/mk。
70.对隔热板100的表面进行处理,使得隔热板100的承托面的面精度小于等于10um。
71.通过上述方法,可以获得具有较好的防热积累的载料平台,且载料平台的面精度小于等于10um。
72.具体的,上述载料平台的加工方法包括以下步骤:步骤s100,对隔热板100生胚的表面进行处理,使得隔热板100的承托面的面精度小于等于10um;步骤s200,对承料台200进行外形处理;步骤s300,将表面处理后的所述隔热板100与外形处理后的所述承料台200连接,并将连接后的载料平台进行精修。
73.在一些实施例中,步骤s100包括以下步骤:步骤s110,对隔热板100粗加工以进行外形修正,以使隔热板100表面粗糙度不高于6.4mm。
74.具体地,通过铣床等粗磨装置,对隔热板100毛坯进行粗磨,对其外形尺寸进行修正。粗磨时,对隔热板100的承托面进行粗磨,粗磨时,隔热板100的承托面的表面粗糙度不高于6.4mm。
75.步骤s120,对外形修正后的隔热板100进行钻孔。
76.具体地,对外形修正后的隔热板100进行第一真空孔120与第一通孔110的开设。钻孔时,可以选择常用的钻孔设备。
77.步骤s130,对钻孔后的隔热板100的承托面进行精磨,使得承托面的面精度小于等于10um。
78.具体地,在对隔热板100精加工过程中,可以选用大水磨等精加工装置对隔热板100的承托面进行精加工,使其承托面的面精度小于等于10um。此外,精加工过程后,隔热板100具有一定余量,便于后续调整。
79.在上述步骤s100中,通过先对隔热板100的大致形状进行粗加工,后对其表面开设的孔进行钻孔加工,最后进行承托面的精加工以对隔热板100进行获取。相比于先进行粗加工、精加工后进行钻孔的方法来说,通过上述步骤s100所得到的隔热板100的面精度较高,尤其是承托面的面精度较高。
80.在一些实施例中,步骤s200包括以下步骤:步骤s210,对承料台200毛坯进行外形粗加工,以对承料台200的外形进行修正。
81.具体地,通过铣床等粗磨装置,对承料台200毛坯进行粗磨,对其外形尺寸进行修正,在此过程中,将安装槽210的粗磨成型。
82.步骤s220,对粗磨后的承料台200进行通孔的加工。
83.具体地,对粗磨后的承料台200进行第二真空孔240、真空流道250、第二通孔230与安装螺纹孔280的开设。在钻孔时,可以选择常用的钻孔设备。
84.步骤s230,对开孔后的承料台200进行淬火处理,然后进行超深冷处理,以提高承料台200的硬度。
85.具体地,在进行淬火处理时,设置淬火温度为840
‑
860℃,并保温然后进行淬冷。淬冷方式选择水淬。当承料台200温度将至350
‑
370℃后回火,再次进行水淬,当承料台200温度降低至260
‑
280℃后回火。淬火处理后,承料台200的硬度可达hrc48
‑
53。其中,淬火的时间可以根据产品的厚度及尺寸调整。比如在一些实施例中,淬火时间为4h。
86.将承料台200淬火处理后,可以采用超深冷装置对承料台200进行超深冷处理。超深冷处理的时间可以根据实际情况进行选择,在一些实施例中,超深冷处理的时间为12h。其超深冷处理温度可以根据实际情况进行调整,使得承料台200的核心部位(与隔热板100抵触的部分)温度到达
‑
190℃即可。通过超深冷处理,可以有效消除淬火产生的应力残余,使得处理后承料台200整体会变得更加均匀,硬度提高,并且使得承料台200的耐磨性能提高,增加其使用寿命。
87.步骤s240,对淬火与超深冷处理后的承料台200进行第一次精加工,以使承料台200的用于开设注胶槽220的表面的面精度小于等于10um。
88.具体地,在第一次精加工过程中,可以选用大水磨等精加工装置对承料台200的工作面(即承料台200与隔热板100所抵触的表面)进行精加工,使承料台200的工作面的精度小于等于10um。
89.在第一次精加工过程后,可以对承料台200留有余量,余量可以为0.5mm。
90.步骤s250,对第一次精加工后的承料台200开设注胶槽220。
91.具体地,可以选择常用的开槽设备进行注胶槽220的开设。此外,在此步骤中,可以对真空孔密封槽260进行开设。
92.对第一次精加工完成后的承料台200进行注胶槽220的开设,可以使得注胶槽220在开设前,其所在的工作面的面精度达到要求,更加的精准,以便于隔热板100与承料台200
的连接。
93.步骤s260,对承料台进行第二次精加工,以使承料台200整体的面精度小于等于10um。
94.具体地,在第二次精加工过程中,可以选用大水磨等精加工装置对开设有注胶槽220的承料台200进行精加工,使其工作面的精度小于等于10um。
95.通过上述步骤,可以对承料台200进行加工,且加工所获得的各个孔与槽的位置较为精准,且工作面的面精度不会由于开槽过程而产生较大的影响,使得工作面的面精度达到要求。
96.在一些实施例中,步骤s300包括以下步骤:步骤s310,将隔热板100与承料台200的表面均涂覆胶水,胶水固化后形成胶层,以将隔热板100与承料台200通过胶层连接。
97.具体地,将胶水涂覆至隔热板100与承料台200的表面。涂覆胶水时,胶水的厚度可以为0.03mm
‑
0.05mm。胶水涂覆完成后,加工隔热板100与承料台200贴合,并将贴合后的载料平台置于相对干燥的环境中进行固化。固化条件与时间可以根据实际胶水的选择进行调整。厌氧胶固化后,隔热板100与承料台200安装完成。
98.其中,在一些实施方式中,胶水可以选择厌氧胶。厌氧胶的选择可以减少由于厌氧胶的涂胶面积过大而导致的部分胶水提前固化,有效减少由于胶水提前固化而导致的隔热板100与承料台200之间出现空隙。若隔热板100与承料台200之间存在空隙,当载料平台受热受压后,容易导致载料平台应力集中从而易开裂。选用厌氧胶时,其固化时间可以控制在20分钟左右。此外,也可以选择其他种类的胶水。这里需要注意的是,隔热板100与承料台200安装完成后,隔热板100的表面可以高于安装槽210的槽口处的表面,以便于后续步骤。
99.步骤s320,将安装后的载料平台进行精修,去除隔热板100的余量,且使得载料平台的整体的面精度小于等于10um,以完成载料平台的制作。
100.具体地,可以选用大水磨等精加工装置对载料平台进行精加工,使载料平台的各表面的精度小于等于10um,以确保整体精度。
101.通过上述载料平台的加工方法,可以获得前述具有防热累积效果的载料平台,且载料平台的尺寸可较大,以便于中、大型号的产品进行加工。载料平台的加工过程较为简单,加工所获得的载料平台的面精度较高,满足需求。
102.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
103.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1