电池注液孔用密封装置的制作方法
1.本发明涉及生产设备技术领域,尤其涉及电池注液孔用密封装置。
背景技术:
2.动力锂电池在二次注液后,为了保证壳体内的负压环境以防止外界气体和水分等进入电芯内部,需要对注液孔进行密封。现有的对动力锂电池的注液孔进行密封的方式通常是采用密封钉进行激光焊接。
3.然而,由于激光焊接工艺本身的属性,现有的密封装置的价格不仅设备价格高,而且密封方法复杂,容易出现例如爆点、针孔、凹坑、气孔等的问题。
技术实现要素:
4.本发明旨在至少一定程度上解决现有技术存在的问题之一。为此,本发明提出了一种电池注液孔用密封装置,能够降低生产成本,提高密封质量。
5.根据本发明一方面的电池注液孔用密封装置,包括:电池定位部,对所述电池进行定位;铆钉安装部,具有铆枪,所述铆枪用于将铆钉铆接到所述电池的顶盖的注液孔中;套环部,设置在所述铆枪的枪头的一端,可抵接所述顶盖并围住所述注液孔,所述套环部具有套筒,所述套筒和所述枪头之间被密封,所述套筒上开设有第一孔部,所述套筒的轴向的端部设置有第一密封件。
6.根据本发明一方面的电池注液孔用密封装置,具有如下有益效果:通过使用铆枪,用铆钉对电池的注液孔进行密封,不仅能够降低生产成本,而且能够提高密封质量。
7.在一些实施例中,所述套筒上还开设有第二孔部。
8.在一些实施例中,所述第一孔部和惰气存储装置连接,所述第二孔部和抽真空装置连接。
9.在一些实施例中,所述套环部还包括中转接头,所述中转接头的轴向的一端连接到所述枪头,所述铆钉的一端经由所述中转接头伸入所述枪头中。
10.在一些实施例中,所述套筒套在所述中转接头上,所述套筒和所述中转接头之间,设置有第二密封件。
11.在一些实施例中,所述中转接头的轴向的另一端,设置有第三密封件,所述铆钉的一端经由所述第三密封件插进所述中转接头,并且,所述铆钉的铆体抵接所述第三密封件。
12.在一些实施例中,所述套环部还包括第二安装座,所述第二安装座固定在所述枪头上;所述套筒沿所述枪头的轴向可浮动地安装到所述第二安装座。
13.在一些实施例中,所述套筒通过连接柱安装到所述第二安装座,所述连接柱相对所述第二安装座,沿所述枪头的轴向可滑动;所述连接柱上套嵌有缓冲弹簧,所述缓冲弹簧的轴向的一端抵接所述第二安装座,所述缓冲弹簧的轴向的另一端抵接所述套筒。
14.在一些实施例中,还包括压力检测部,所述压力检测部设置为检测所述套环部抵接所述顶盖时的压力。
15.在一些实施例中,还包括位置检测部,所述位置检测部设置为检测所述电池的注液孔的位置。
附图说明
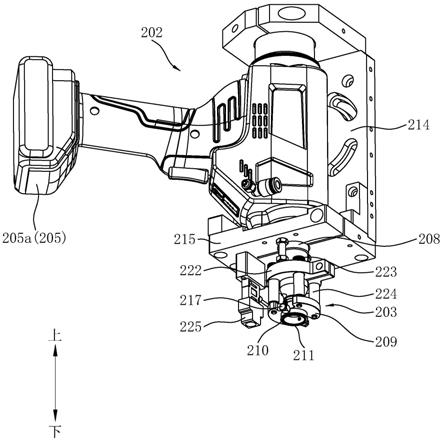
16.图1是本发明的电池注液孔用密封装置的一种实施例的立体图。
17.图2是图1中的铆钉安装部以及套环部的要部的立体示意图。
18.图3是铆钉安装部以及套环部的局部剖视图。
19.图4是图3中的c处的放大图。
20.图5是铆钉和密封圈的一种实施例的示意图。
具体实施方式
21.下面详细描述本实施方式的实施例,实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实施方式,而不能理解为对本实施方式的限制。
22.在本实施方式的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实施方式和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实施方式的限制。
23.在本实施方式的描述中,若干的含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
24.本实施方式的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实施方式中的具体含义。
25.图1是电池注液孔用密封装置200的立体图,图2是铆钉安装部202以及套环部203的要部的立体示意图,图3是铆钉安装部202以及套环部203的局部剖视图,图4是图3中的c处的放大图,图5是铆钉101a和密封圈102a的示意图。
26.参照图1至图5,根据本实施方式的电池注液孔用密封装置200,包括:电池定位部201、铆钉安装部202以及套环部203。其中,电池定位部201对电池204的壳体进行定位。铆钉安装部202具有铆枪205,铆枪205用于将铆钉101a铆接到电池204的顶盖206的注液孔207中。套环部203设置在铆枪205的枪头208的一端,套环部203可抵接顶盖206并围住注液孔207。套环部203具有套筒209,套筒209和枪头208之间被密封。套筒209上开设有贯通套筒209的一侧的壁部的第一孔部210。套筒209的轴向的端部(附图中为下端部)设置有第一密封件211。
27.根据本实施方式的电池注液孔用密封装置200,通过使用铆枪205,用铆钉101a对电池204的注液孔207进行密封,不仅能够降低生产成本,而且能够提高密封质量。
28.具体而言,作为电池204,例如可以是作为电动车所使用的方壳电池等。在现有技术当中,通常使用密封钉对这些电池204的注液孔207进行密封。然而,现有技术当中通常通
过激光焊接对注液孔207进行密封。作为激光焊接工艺,不仅需要配置激光器,还需要配置例如除尘装置、水冷装置等,不仅价格昂贵,而且所需要的空间非常大。此外,通过激光焊接,还容易出现例如爆点、针孔、凹坑以及虚焊等的问题,可能会影响到电池密封的良率。进一步地,激光焊接所需要的焊接时间也较长,影响了生产效率。而且,对于部分电池来说,注液孔的位置离防爆阀的位置较近,激光焊接时的飞溅物有可能溅落在防爆阀上。因此,对于通过激光焊接的方式对注液孔进行密封,除了激光焊接本身之外,还需要配置其他的辅助设备或者防护设备,进而导致密封方法复杂、工序繁多。
29.参照图5,并辅助参照图4,在本实施方式的电池注液孔用密封装置200中,使用例如由呈杆状的长钉101c以及铆体101d构成的拉丝铆钉101b,对电池204的注液孔207进行铆接密封,完全区别于现有技术的激光焊接的方式,能够避免由激光焊接工艺所衍生的一系列的问题。通过铆接工艺进行密封,仅需要配置铆枪205,即可完成对注液孔207进行拉铆工艺,成本大大降低。
30.此外,例如可以通过在拉丝铆钉101b的铆体101d的一端配置例如密封圈102a,则可以进一步提高注液孔207的密封性能。例如,在使用拉丝铆钉101b的情况下,可以使用铆枪205,铆枪205在拉动长钉101c时,使铆体101d产生膨胀变形,从而对注液孔207进行第一重密封。此外,配置在铆体101d的一端的密封圈102a也会受到挤压而变形,从而能够对注液孔207进行第二重密封。由此,能够提高电池的注液孔207的密封性能,防止电池204的壳体内的电解液或者惰性气体等泄露。
31.进一步地,由于在枪头208的一端配置有具有套筒209的套环部203,且套筒209开设有第一孔部210,以及套筒209的轴向的端部设置有第一密封件211。由此,本实施方式的电池注液孔用密封装置200能够通过套筒209围住并密封注液孔207的周围,从而能够对电池204进行抽真空工艺以及注入惰性气体工艺。
32.因此,本实施方式的电池注液孔用密封装置200,通过使用铆接密封工艺,不仅能够大大降低密封的成本,提高密封性能。而且,由于使用了铆接工艺,因此能够将执行例如抽真空工艺以及注入惰性气体工艺的部件(套环部203)和铆钉安装部202一起整合,从而使装置本身更加紧凑,且能够进一步降低生产成本,提高生产效率。
33.参照图1,本实施方式的电池注液孔用密封装置200,可以配置在自动化设备(例如拉铆机)当中。作为该自动化设备,例如具有基台112。电池定位部201可以设置在基台112上。作为电池定位部201的结构并不特别限定,例如,可以使用公知的用于对这些电动车上所使用的方壳电池204进行定位的定位夹具212。此外,电池204的上料以及装夹的方式并不特别限定,既可以通过手动上料、手动装夹的方式,也可以通过机械手进行装夹等。
34.基台112上可以设置有机械手部213,铆钉安装部202以及套环部203可以安装在机械手部213的末端。作为机械手部213的执行元件,可以选择例如:沿z轴方向驱动的单轴机械手、沿x轴以及z轴驱动的双轴机械手以及沿xyz轴驱动的三轴机械手等。机械手部213的末端搭载有第一安装座214。铆钉安装部202的铆枪205安装到第一安装座214。作为铆枪205,可列举例如拉铆枪205a。作为拉铆枪205a,可列举例如:气动拉铆枪、电动拉铆枪、液压拉铆枪等。这些拉铆枪205a可以选择市售的拉铆枪,拉铆枪205a通过例如铆枪安装座215安装到第一安装座214上。
35.铆钉101a的上料方式并不特别限定,例如可以通过自动上料、手动上料的方式进
行上料。具体而言,例如可以在基台112上设置用于暂存铆钉101a的中转部(未图示),机械手部213驱动铆枪205从中转部的位置获取铆钉101a,并将铆枪205驱动到载置有电池204的电池定位部201,由此对电池204的顶盖206的注液孔207进行铆接。在使用例如由呈杆状的长钉101c以及铆体101d构成的拉丝铆钉101b的情况下,可以预先在拉丝铆钉101b的铆体101d上套嵌有密封圈102a。
36.机械手部213驱动套环部203抵接顶盖206,在套环部203抵接顶盖206的情况下,拉铆枪205a可以进行拉铆。在套环部203抵接顶盖206并围住注液孔207的状态下,第一密封件211抵接电池204的顶盖206并围在注液孔207的周围,以对顶盖206和套筒209之间进行密封。作为第一密封件211的种类并不特别限定,例如可以选择公知的o型密封圈、密封衬垫等。
37.参照图4,并辅助参照图2、图3,在一些实施例中,套筒209上还开设有第二孔部216。具体而言,套筒209例如呈圆环状,套筒209同轴地设置在拉铆枪205a的枪头208的一端。套筒209的内侧和枪头208的外侧之间的间隙被密封。第一孔部210以及第二孔部216沿套筒209的周向的壁部开设,并贯通套筒209的周向的壁部。第一孔部210和第二孔部216均可以用于安装气管接头217,其中,第一孔部210和惰气存储装置(未图示)连接,第二孔部216和抽真空装置(未图示)连接。作为惰气的种类并不特别限定,只要能够被使用于电池204即可,例如可以选择现有的电池204中常用的氦气。作为抽真空装置,则可以选择现有的、市售的抽真空装置。通过在直接在套筒209上开设用于连接惰气存储装置的第一孔部210,以及用于连接抽真空装置的第二孔部216,能够使本实施方式的电池注液孔用密封装置200的整体结构更加紧凑,同时能够容易地实现电池204的抽真空以及注氦工艺。
38.此外,上面虽然以在套筒209上开设第一孔部210以及第二孔部216为例进行了说明,但是并非限于此。例如,也可以仅在套筒209上开设第一孔部210,然后通过例如电磁阀等控制第一孔部210的通断、切换等,从而通过一个第一孔部210实现电池204的抽真空以及注氦工艺。
39.继续参照图4,在一些实施例中,套环部203还包括中转接头218,中转接头218的轴向的一端连接到拉铆枪205a的枪头208,铆钉101a的一端经由中转接头218伸入枪头208中。由此,套环部203能够通过中转接头218,直接连接到拉铆枪205a的枪头208的端部。具体而言,中转接头218例如沿轴向被贯通。中转接头218的轴向的一端设置有连接螺纹。在使用拉铆枪205a之前,先将市售的拉铆枪205a的枪头208的铆枪套筒(未图示)拆卸,使枪头208的内螺纹端显露出来,然后将中转接头218连接到拉铆枪205a的枪头208的端部。
40.通过设置中转接头218,能够使套环部203的其他部件容易地和拉铆枪205a的枪头208进行配合,从而实现将执行例如抽真空工艺以及注入惰性气体工艺的套环部203和铆钉安装部202一起整合。
41.例如,在一些实施例中,套筒209套在中转接头218上,套筒209和中转接头218之间,设置有第二密封件219。通过设置中转接头218,能够容易地对套筒209的内侧和枪头208之间的间隙进行密封。如上所述,套筒209和枪头208之间被密封。具体而言,由于拉铆枪205a为市售件,不容易在拉铆枪205a的枪头208和套筒209的内侧之间进行密封。在本实施例中,通过设置中转接头218,则能够容易地在中转接头218和套筒209的内侧之间进行密封。例如,可以在中转接头218上开设用于安装第二密封件219的安装槽220,第二密封件219
可以选择例如o型密封圈,并容置在安装槽220内。此外,套筒209则套在中转接头218的外周,由此,能够容易地实现套筒209和中转接头218之间的密封。
42.在一些实施例中,中转接头218的轴向的另一端可以设置有第三密封件221,铆钉101a的一端(例如拉丝铆钉101b的长钉101c)经由第三密封件221插进中转接头218,并且,拉丝铆钉101b的铆体101d抵接第三密封件221。具体而言,在套筒209套在中转接头218的外周的情况下,套筒209的内侧和拉铆枪205a的内部之间,未被密封。通过在中转接头218的轴向的另一端设置第三密封件221,并使拉丝铆钉101b的铆体101d抵接第三密封件221,能够使套筒209的内侧相对拉铆枪205a的内部之间被密封。同样地,作为第三密封件221的种类并不特别限定,例如可以选择o型密封圈、密封衬垫等。
43.由此,通过设置中转接头218,即使是市售的拉铆枪205a,也能够容易地将拉铆枪205a,和作为执行例如抽真空工艺以及注入惰性气体工艺的套环部203的整合起来,能够使电池注液孔用密封装置200的结构整体更加紧凑。此外,通过本实施方式的电池注液孔用密封装置200,能够在执行抽真空工序后直接执行注氦工序,在执行注氦工序后直接执行铆接动作,而无需重新切换工位或者机构等,因此,也能够大大地缩减注液孔207密封工序的工时,提高生产效率。
44.在一些实施例中,为了容易地配置套环部203,套环部203还可以包括第二安装座222,第二安装座222固定在枪头208上。具体地,第二安装座222例如呈卡环状,可拆卸地夹紧在拉铆枪205a的枪头208上。通过将作为套环部203的主要安装件的第二安装座222直接夹紧在拉铆枪205a的枪头208上,能够容易地配置套环部203,从而容易地使套环部203和拉铆枪205a作为一个整体工作。此外,为了抑制套筒209抵接顶盖206时的冲击力,套筒209可以设置为沿枪头208的轴向可浮动地安装到第二安装座222。具体而言,例如,套筒209可以通过连接柱223安装到第二安装座222,连接柱223相对第二安装座222沿枪头208的轴向可滑动。连接柱223上可以套嵌有缓冲弹簧224,缓冲弹簧224的轴向的一端抵接第二安装座222,缓冲弹簧224的轴向的另一端抵接套筒209。
45.由此,当机械手部213驱动套环部203抵接电池204的顶盖206时,第一密封件211抵接顶盖206并围住注液孔207。随着机械手部213的继续驱动,套筒209继续朝向顶盖206被驱动,由此使第一密封件211被挤压发生变形。在套筒209挤压第一密封件211的同时,缓冲弹簧224由于套筒209的反作用力而被压缩。与此同时,当机械手部213继续驱动时,第二安装座222相对连接柱223滑动,并且中转接头218相对套筒209滑动。由此,能够使缓冲弹簧224的压力直接作用于顶盖206,防止机械手部213的驱动力直接作用于顶盖206。
46.此外,当需要调节作用于顶盖206的缓冲弹簧224的压力时,则通过更换不同规格的缓冲弹簧224即可。
47.继续参照图2,进一步地,为了有效地监控套环部203作用于顶盖206的压力,在一些实施例中,电池注液孔用密封装置200还可以包括压力检测部225,压力检测部225设置为检测套环部203抵接顶盖206时的压力。具体而言,压力检测部225例如可以包括压力传感器或者称重传感器,在套环部203抵接顶盖206时,压力检测部225检测套环部203作用于顶盖206的压力。以称重传感器为例,称重传感器的具体安装位置并不特别限定,例如可以安装在缓冲弹簧224和第二安装座222之间,或者也可以直接安装在铆枪安装座215。由此,通过设置压力检测部225,能够有效地监控套环部203作用于顶盖206的压力,防止套环部203的
压力过大导致顶盖206变形等。
48.继续参照图1,进一步地,为了提高铆接精度,在一些实施例中,还包括位置检测部226,位置检测部226设置为检测电池204的注液孔207的位置。作为位置检测部226的检测元件,并不特别限定,例如可以选择ccd等各种视觉检测元件。以ccd为例,例如,可以将ccd的相机以及光源直接安装在第一安装座214上。由此,能够准确地检测注液孔207的位置,提高铆接精度。
49.在套环部203的第一密封件211压住顶盖206并围住注液孔207之后,可以进行抽真空工序以及注氦工序。在完成抽真空工序以及注氦工序之后,拉铆枪205a可以进行铆接(拉铆)工序。拉铆枪205a所进行的铆接工序可以参考现有的拉铆枪205a的拉铆动作,在此不详细展开说明。
50.此外,上面虽然说明了套环部203通过中转接头218和拉铆枪205a整合的例子,但是并不限于此。例如,也可以根据拉铆枪205a的枪头208的结构,直接设置套筒209,并将套筒209直接套在拉铆枪205a的枪头208上。与此对应,将第二密封件219直接设置在套筒209和枪头208之间,将第三密封件221直接设置在铆枪套筒的端面上。
51.此外,上面虽然说明了通过机械手部213驱动铆钉安装部202的例子。但是并不限于此,例如铆钉安装部202也可以使用手动拉铆枪205a,然后通过杠杆助力等手动的方式完成拉铆工序。
52.上面各实施例的电池注液孔用密封装置200,既可以作用半自动的工装而使用,也可以作为单机设备(例如主要包括抽真空工序、注氦工序以及铆接)而使用。此外,电池注液孔用密封装置200还可以配合例如上料装置(例如包括铆钉上料组件、密封圈上料组件以及装配组件),作为自动化程度更高的设备而使用。
53.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实施方式的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
54.尽管已经示出和描述了本实施方式的实施例,本领域的普通技术人员可以理解:在不脱离本实施方式的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实施方式的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1