一种矩形冲制插孔组件的制作方法
1.本发明涉及电连接器技术领域,应用于新能源电动汽车、工业设备、城轨及铁路车辆电器领域的电连接器上的接触件插孔,尤其是运用在新能源电动汽车上的电连接器所使用的接触件插孔,具体涉及一种矩形冲制插孔组件。
背景技术:
2.接触件是电连接器的关键零部件,随着新能源电动汽车行业的快速发展,对高载流能力电连接器的需求日益迫切。传统的车制圆形接触件加工工艺复杂,生产效率低,生产成本高,在相同的载流能力下,相较于矩形冲制插孔电连接器需要更大的布置空间,难以满足市场经济性需求,缺乏竞争力,不利于推广。现有的矩形冲制接触件簧片和基体大多采用装配式,存在载流能力有限、抗振动能力差、插拔力大等问题。
技术实现要素:
3.本发明的目的在于提供一种矩形冲制插孔组件。以期解决背景技术中存在的技术问题。
4.为了实现上述目的,本发明采用以下技术方案:
5.一种矩形冲制插孔组件,包括簧片和插孔基体,所述簧片对称布置于插孔基体内,与插孔基体通过铆压、激光焊接固定连接;簧片上设有两组对称均布排列的弹性舌片,用于与适配插片接触传导电流,弹性舌片平行布置于簧片,每个弹性舌片具有独立的支撑点。
6.在一些实施例中,所述插孔基体设有插孔头部及电缆连接部,插孔头部用于放置簧片,电缆连接部用于插孔和电缆的连接。
7.在一些实施例中,所述电缆连接部设置为用于超声波焊接连接的平板形式或设置为用于冷压连接的“u”形结构。
8.在一些实施例中,所述簧片对称布置于插孔头部内壁,与插孔头部通过铆压或激光焊接固定连接。
9.在一些实施例中,插孔基体上设有相互扣合的矩形铆扣凹槽与铆扣凸钉,使得插孔头部形成一个正矩形腔体。
10.在一些实施例中,簧片由铜合金板材冲压而成,簧片沿对角设有四个用于铆压的连接孔,中间设有焊接槽;弹性舌片一端与簧片相连,另一端延伸后为悬臂状态,悬臂顶峰设有凸点,用于增加簧片与对配插片的接触点。
11.在一些实施例中,弹性舌片未与簧片相连的一端与插孔基体之间在初始状态设有让位空间,在对配插片插入初始阶段,弹性舌片呈悬臂状态,并在插入的过程中沿让位空间贴向插孔基体,在插片插合到位后,弹性舌片末端与插孔基体接触,起到支撑作用。
12.在一些实施例中,插孔头部的顶面及侧面垂直设有第一开口及第二开口,为插片提供两种插入方向,通过改变铆压时簧片与插孔基体之间的位置关系,实现插片在插孔基体的90
°
和180
°
两个方向插拔。
附图说明
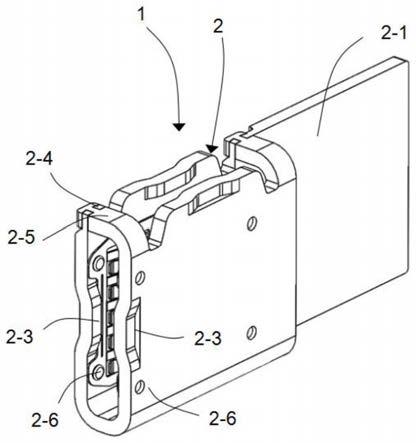
13.图1是本发明整体结构示意图;
14.图2是本发明冷压连接示意图;
15.图3是本发明展开图
16.图4是本发明簧片结构示意图
17.图5是本发明插孔头部剖切示意图
18.图6是本发明插孔头部剖切局部放大示意图
19.图7是本发明第一开口使用示意图
20.图8是本发明第二开口使用示意图
21.图9是本发明簧片与插孔基体位置关系示意图
22.其中,附图中的附图标记所对应的名称为:
23.矩形冲制插孔1、插孔基体2、电缆连接部2-1、插孔头部2-2、让位空间2-2-1、凸边2-3、铆扣凹槽2-4、铆扣凸钉2-5、铆压孔2-6、第一开口2-7、第二开口2-8、簧片3、弹性舌片3-1、凸点3-1-1、连接孔3-2、焊接槽3-3、插片4。
具体实施方式
24.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
25.相反,本技术涵盖任何由权利要求定义的在本技术的精髓和范围上做的替代、修改、等效方法以及方案。进一步,为了使公众对本技术有更好的了解,在下文对本技术的细节描述中,详尽描述了一些特定的细节部分。对本领域技术人员来说没有这些细节部分的描述也可以完全理解本技术。
26.以下将结合图1对本技术实施例所涉及的矩形冲制插孔进行详细说明。值得注意的是,以下实施例仅仅用于解释本技术,并不构成对本技术的限定。
27.在本技术的实施例中,如图1所示:一种矩形冲制插孔组件1,包括插孔基体2和簧片3,所述插孔基体2设有插孔头部2-2及电缆连接部2-1,插孔头部2-2用于放置簧片3,电缆连接部2-1用于插孔和电缆的连接。电缆连接部2-1可设置为用于超声波焊接连接的平板形式,也可设置为如图2用于冷压连接的“u”形结构。所述簧片3对称布置于插孔头部2-2内壁,与插孔头部2-2通过铆压或激光焊接固定连接。
28.插孔基体2上的矩形铆扣凹槽2-4与铆扣凸钉2-5相扣,使得插孔头部2-2形成一个正矩形腔体,并保证插孔在长期使用过程中保持此形状,簧片3在插孔头部2-2内平行、对称布置。
29.如图3所示,为插孔基体2展开状态,插孔基体2平面展开结构由厚度为(1.8-3.0)mm的铜合金板材冲压而成。在插孔基体2展开结构预设的位置布置簧片3,使簧片3平面一侧与插孔基体2贴合,簧片3对角通过插孔基体2上的铆压孔2-6进行铆压后固定于插孔基体2上,形成固定铆点。然后在簧片3的焊接槽3-3位置进行焊接,形成焊缝;以上措施使得簧片和插孔基体可靠连接,能够传导更大的电流。
30.如图4所示,簧片3由(0.2-0.3)mm的铜合金板材冲压而成,簧片3沿对角设有四个
用于铆压的连接孔3-2,中间设有焊接槽3-3。簧片3上设有两组对称均布排列的弹性舌片3-1,弹性舌片3-1平行布置于簧片3,两组交错且数量不限,每个弹性舌片3-1都具有独立的支撑点。弹性舌片3-1一端与簧片3相连,另一端延伸后为悬臂状态,悬臂顶峰设有凸点3-1-1,用于增加簧片3与对配插片的接触点。特别的是,弹性舌片3-1与簧片3相连部位较顶峰接触部位窄,通过宽窄交错布置,充分利用材料,在有限的尺寸范围内提供尽可能多的触点和接触面积。
31.如图5、6所示:弹性舌片3-1未与簧片3相连的一端与插孔基体2之间在初始状态设有让位空间2-2-1,即两者间未接触存在间隙。在对配插片4插入初始阶段,弹性舌片3-1呈悬臂状态,并在插入的过程中沿让位空间慢慢贴向插孔基体2,能够有效的减小插片插入力,在插片4插合到位后,弹性舌片3-1末端与插孔基体2接触,起到支撑作用,能够有效的增加弹性舌片3-1与插片4之间的正压力,增加插片4与插孔基体2之间的电流传导能力。
32.如图7、8所示:插孔头部2-2的顶面及侧面垂直设有第一开口2-7及第二开口2-8,为插片4提供两种插入方向,通过改变铆压时簧片3与插孔基体2之间的位置关系,可以实现插片4在插孔基体2的90
°
和180
°
两个方向插拔。当插片4从第一开口2-7插入时,簧片3与插孔基体2之间的位置关系如图3,当插片4从第二开口2-8插入时,簧片3与插孔基体2之间的位置关系如图9。第一开口2-7及第二开口2-8的边缘设有凸边2-3,凸边2-3可对插片4在插入的过程中进行导向,并在插入完成后对插片4进行对中,避免插片4在插孔头部2-2中偏斜,保证插片4与簧片3贴合充分。
33.本发明制造过程如下:
34.(1)落料:将厚度为(1.8-3.0)mm的铜合金板材冲压成如图3所示的插孔基体2的平面展开状态,将厚度为(0.2-0.3)mm的铜合金板材冲压成如图4所示的簧片3结构;
35.(2)铆压:将两件簧片3铆压至插孔基体2对应位置,使簧片3与插孔基体2紧密贴合在一起,根据最终成型后插片4插入方向的需求,可以将簧片3在两个方向上进行铆压,但单个插孔上两个簧片3是对称布置的,不能存在两种状态。
36.(3)焊接:按图3所示的簧片焊接区域将簧片3和插孔基体2焊接在一起;
37.(4)成型:按焊接后的插孔基体2按图1所示的形状进行折弯成型,制成插孔体。
38.(5)使用时,将插片4沿着弹性舌片3-1走向方向插入插孔头部2-2,插片4与弹性舌片3-1接触,弹性舌片3-1受到挤压向两侧张开,可保证插片4顺利插入;通电后,电流经电缆从电缆连接部2-1流经插孔基体2,从插孔基体2与簧片3的贴合面、焊接部位及铆压点传至簧片3,然后通过簧片3上的弹性舌片3-1与插片4导通。使用完毕,拔出插片4,弹性舌片3-1恢复至原状。
39.本技术所披露的矩形冲制插孔组件可能带来的有益效果包括但不限于:
40.本发明提供了一种矩形冲制插孔组件,簧片对称布置、触点多,簧片与基体通过铆压和激光焊可靠连接,载流、抗振动能力强。采用冲压生产工艺,生产效率高,适合批量生产,特别适用于新能源汽车对连接器大电流、小体积、高性能、低成本的要求。
41.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1