护套挤出模具、护套、电缆及电缆的加工方法与流程
1.本发明涉及电缆技术领域,具体而言,涉及一种护套挤出模具、护套、电缆及电缆的加工方法。
背景技术:
2.目前,无卤低烟阻燃电缆的使用量日益攀升,无卤低烟阻燃电缆的护套材料中含有较多的阻燃剂和润滑剂,虽然提升了电缆综合阻燃和无卤性能,但影响护套的抗开裂性能。
3.因而,在现有技术中,当电缆发生弯曲时,较易发生无卤低烟阻燃电缆的护套开裂的现象,影响护套甚至电缆的使用寿命。
技术实现要素:
4.本发明的主要目的在于提供一种护套挤出模具、护套、电缆及电缆的加工方法,以解决现有技术中电缆护套易发生开裂现象而影响电缆使用寿命的问题。
5.为了实现上述目的,根据本发明的一个方面,提供了一种护套挤出模具,包括:模芯,模芯具有用于供缆芯穿过的第一过孔;模套,套设在模芯外,模芯和模套之间形成用于供物料挤出的挤出通道,模套具有与挤出通道连通的第二过孔,第二过孔用于供物料和缆芯穿过;其中,模芯还具有第三过孔,第三过孔用于穿设由玻璃纤维丝、丙纶纤维丝、凯夫拉纤维丝及碳纤维丝中的至少一种制成的结构加强件。
6.进一步地,第三过孔的延伸方向与第一过孔的延伸方向一致。
7.进一步地,第三过孔在第二过孔上的正投影位于第二过孔内。
8.进一步地,第三过孔的横截面为圆形、椭圆形、多边形及由弧线段和直线段共同围绕形成的图形中的一种。
9.根据本发明的另一方面,提供了一种护套,包括环状护套本体和结构加强件,环状护套本体具有第四过孔,结构加强件穿设在第四过孔内且与环状护套本体一体注塑成型;其中,结构加强件由玻璃纤维丝、丙纶纤维丝、凯夫拉纤维丝及碳纤维丝中的至少一种制成。
10.进一步地,结构加强件呈条状或丝状。
11.根据本发明的另一方面,提供了一种电缆,包括缆芯和护套,护套套设在缆芯外;其中,护套为上述的护套。
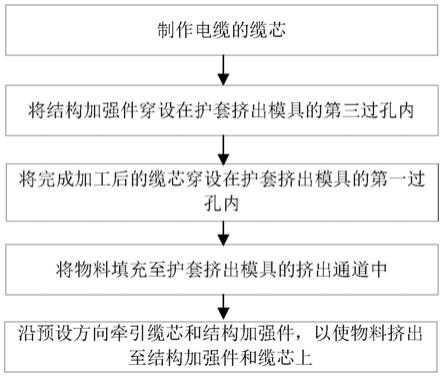
12.根据本发明的另一方面,提供了一种电缆的加工方法,适用于上述的护套挤出模具,加工方法包括:制作电缆的缆芯;将结构加强件穿设在护套挤出模具的第三过孔内;将完成加工后的缆芯穿设在护套挤出模具的第一过孔内;将物料填充至护套挤出模具的挤出通道中;沿预设方向牵引缆芯和结构加强件,以使物料挤出至结构加强件和缆芯上;其中,预设方向为护套挤出模具的模芯至模套的方向。
13.进一步地,沿预设方向牵引缆芯和结构加强件的方法包括:以预设速度对缆芯和
结构加强件同步牵引。
14.进一步地,制作缆芯的方法包括:将填充部填充在相邻的两个绝缘线芯之间以形成子缆芯;将内护套挤包在子缆芯上,以形成缆芯。
15.进一步地,在将完成加工后的缆芯穿设在护套挤出模具的第一过孔内之前,加工方法还包括:在缆芯外包覆钢带铠装层;在钢带铠装层外绕设玻璃纤维带或者化合纤维带;其中,化合纤维带包括纺织带、丙纶纤维带、凯夫拉纤维带以及碳纤维带。
16.进一步地,在钢带铠装层外绕设玻璃纤维带或者化合纤维带的方法包括:沿缆芯的轴向螺旋缠绕玻璃纤维带或者化合纤维带;或者,沿缆芯的轴向逐圈绕设玻璃纤维带或者化合纤维带。
17.应用本发明的技术方案,模芯的第三过孔用于穿设结构加强件,且结构加强件由玻璃纤维丝、丙纶纤维丝、凯夫拉纤维丝及碳纤维丝中的至少一种制成。这样,在加工电缆之前,先将结构加强件穿设在模芯的第三过孔内、将缆芯穿设在模芯的第一过孔内。当需要加工电缆时,将物料送入挤出通道,沿预设方向牵引线芯和结构加强件,以使结构加强件一体注塑在物料中并形成护套,护套从第二过孔挤出并包覆在缆芯外,以完成电缆的加工。由于护套中注塑有结构加强件,进而提升了护套的结构强度。
18.当电缆发生弯曲时,结构加强件能够提升护套的抗拉扯能力,进而有效地提升了护套的抗开裂性能,解决了现有技术中电缆护套易发生开裂现象而影响电缆使用寿命的问题,延长了电缆的使用寿命,也能够避免由于护套开裂而发生触电事故。
附图说明
19.构成本技术的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
20.图1示出了根据本发明的护套挤出模具的实施例一的剖视图;
21.图2示出了根据本发明的电缆的实施例一的剖视图;
22.图3示出了根据本发明的电缆的实施例二的剖视图;以及
23.图4示出了根据本发明的电缆的加工方法的实施例一的流程图。
24.其中,上述附图包括以下附图标记:
25.10、模芯;11、第一过孔;12、第三过孔;20、模套;21、挤出通道;22、第二过孔;40、绝缘线芯;41、线芯;42、绝缘套;50、填充部;60、内护套;70、钢带铠装层;80、玻璃纤维带或者化合纤维带;90、结构加强件;100、护套。
具体实施方式
26.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
27.需要指出的是,除非另有指明,本技术使用的所有技术和科学术语具有与本技术所属技术领域的普通技术人员通常理解的相同含义。
28.在本发明中,在未作相反说明的情况下,使用的方位词如“上、下”通常是针对附图所示的方向而言的,或者是针对竖直、垂直或重力方向上而言的;同样地,为便于理解和描述,“左、右”通常是针对附图所示的左、右;“内、外”是指相对于各部件本身的轮廓的内、外,
但上述方位词并不用于限制本发明。
29.为了解决现有技术中电缆护套易发生开裂现象而影响电缆使用寿命的问题,本技术提供了一种护套挤出模具、护套、电缆及电缆的加工方法。
30.实施例一
31.如图1所示,护套挤出模具包括模芯10和模套20。模芯10具有用于供缆芯穿过的第一过孔11。模套20套设在模芯10外,模芯10和模套20之间形成用于供物料挤出的挤出通道21,模套20具有与挤出通道21连通的第二过孔22,第二过孔22用于供物料和缆芯穿过。其中,模芯10还具有第三过孔12,第三过孔12用于穿设由玻璃纤维丝、丙纶纤维丝、凯夫拉纤维丝及碳纤维丝中的至少一种制成的结构加强件90。
32.应用本实施例的技术方案,模芯10的第三过孔12用于穿设结构加强件90,且结构加强件90由玻璃纤维丝、丙纶纤维丝、凯夫拉纤维丝及碳纤维丝中的至少一种制成。这样,在加工电缆之前,先将结构加强件90穿设在模芯10的第三过孔12内、将缆芯穿设在模芯10的第一过孔11内。当需要加工电缆时,将物料送入挤出通道21,沿预设方向牵引线芯和结构加强件90,以使结构加强件90一体注塑在物料中并形成护套100,护套100从第二过孔22挤出并包覆在缆芯外,以完成电缆的加工。由于护套100中注塑有结构加强件90,进而提升了护套100的结构强度。
33.当电缆发生弯曲时,结构加强件90能够提升护套100的抗拉扯能力,进而有效地提升了护套100的抗开裂性能,解决了现有技术中电缆护套易发生开裂现象而影响电缆使用寿命的问题,延长了电缆的使用寿命,也能够避免由于护套100开裂而发生触电事故。
34.在本实施例中,第三过孔12的延伸方向与第一过孔11的延伸方向一致,第三过孔12为一个;或者,第三过孔12为多个,多个第三过孔12绕第一过孔11的周向间隔设置。这样,上述设置使得结构加强件90沿护套100的轴向延伸,进而较大程度地提升了护套100的结构强度和抗拉扯能力。同时,上述设置使得结构加强件90的个数选取更加灵活,以满足不同的使用需求和工况,也提升了工作人员的加工灵活性。
35.在本实施例中,第三过孔12为四个,四个第三过孔12绕第一过孔11的周向均布,结构加强件90为四个,四个结构加强件90与四个第三过孔12一一对应地设置,进而提升了护套100不同位置处的结构强度。同时,上述设置使得护套100的结构更加简单,容易加工、实现,降低了护套100的加工成本和加工难度。
36.需要说明的是,第三过孔12的个数选取不限于此,可根据工况和使用需求进行调整。可选地,第三过孔12为两个、或三个、或五个、或六个、或多个。
37.在本实施例中,第三过孔12在第二过孔22上的正投影位于第二过孔22内。这样,上述设置确保结构加强件90能够穿过第二过孔22以形成护套100,进而有效地提升了护套100的抗开裂性能。同时,上述设置能够确保成型后的护套100中的结构加强件90的延伸方向与缆芯的延伸方向一致,进而较大程度地提升了护套100的结构强度和抗拉扯能力。
38.可选地,第三过孔12的横截面为圆形、椭圆形、多边形及由弧线段和直线段共同围绕形成的图形中的一种。这样,上述设置使得第三过孔12的横截面的形状更加多样性,以满足不同的使用需求和工况,也提升了工作人员的加工灵活性。
39.在本实施例中,第三过孔12的横截面为圆形,以使安装孔的加工更加容易、简便,降低了护套100的加工成本和加工难度。
40.本技术还提供了一种护套,包括环状护套本体和结构加强件90,环状护套本体具有第四过孔,结构加强件90穿设在第四过孔内且与环状护套本体一体注塑成型。其中,第四过孔与环状护套本体同轴设置。具体地,结构加强件90的上述设置提升了护套100的结构强度,当电缆发生弯曲时,结构加强件90能够提升护套100的抗拉扯能力,进而有效地提升了护套100的抗开裂性能,解决了现有技术中电缆护套易发生开裂现象而影响电缆使用寿命的问题,延长了电缆的使用寿命,也能够避免由于护套100开裂而发生触电事故。同时,上述设置提升了护套100的结构稳定性,避免结构加强件90从环状护套本体内脱出而影响护套100的结构强度,也使得护套100的加工更加容易、简便,降低了加工难度和加工成本。
41.可选地,结构加强件90呈条状或丝状。这样,上述设置使得结构加强件90的结构更加多样性,以满足不同的使用需求和工况,也提升了工作人员的加工灵活性。
42.如图2所示,电缆包括缆芯和护套100,护套100套设在缆芯外;其中,护套100为上述的护套。
43.如图2所示,缆芯包括多个绝缘线芯40和设置在相邻的两个绝缘线芯40之间的填充部50。护套100包括环状护套本体和结构加强件90,环状护套本体具有第四过孔,结构加强件90穿设在第四过孔内。
44.在本实施例中,绝缘线芯40包括线芯41和套设在线芯41外的绝缘套42。
45.在本实施例中,绝缘线芯40为四个,四个绝缘线芯40沿护套100的周向间隔设置,填充部50填充在相邻的两个绝缘线芯40和护套100之间。
46.需要说明的是,绝缘线芯40的个数不限于此,可根据工况和使用需求进行调整。可选地,绝缘线芯40为三个、或五个。
47.在本实施例中,第四过孔与环状护套本体同轴设置。这样,上述设置使得结构加强件90沿环状护套本体的轴向延伸,进而较大程度地提升了护套100的结构强度和抗拉扯能力。同时,上述设置使得结构加强件90与环状护套本体的装配更加容易、简便,降低了装配难度。
48.可选地,第四过孔为一个;或者,第四过孔为多个,多个第四过孔沿环状护套本体的周向间隔设置。这样,上述设置使得第四过孔的个数选取更加灵活,以满足不同的使用需求和工况,也提升了工作人员的加工灵活性。
49.可选地,结构加强件90为一个;或者,结构加强件90为多个,多个结构加强件90与多个第四过孔一一对应地设置,以使结构加强件90的个数选取更加灵活,以满足不同的使用需求和工况,也提升了工作人员的加工灵活性。
50.在本实施例中,结构加强件90为四个,四个结构加强件90沿环状护套本体的周向均布,以提升护套100不同位置处的结构强度。同时,上述设置使得护套100的结构更加简单,容易加工、实现,降低了护套100的加工成本和加工难度。
51.需要说明的是,结构加强件90的个数选取不限于此,可根据工况和使用需求进行调整。可选地,结构加强件90为两个、或三个、或五个、或六个、或多个。
52.在本实施例中,结构加强件90呈丝状,以使结构加强件90的结构更加简单,容易加工、实现,降低了电缆的加工成本。
53.在本实施例中,第四过孔贯穿环状护套本体的两端。这样,上述设置使得结构加强件90和环状护套本体的注塑加工更加容易、简便,降低了护套100的加工成本和加工难度。
同时,上述设置使得安装孔的加工更加容易、简便,降低了电缆的加工成本和加工难度。
54.具体地,结构加强件90的长度与环状护套本体的长度一致,以使护套100上各处的防开裂性能均能够得到提升,进一步提升了护套100的抗开裂性能。
55.在本实施例中,电缆为非钢带铠装型无卤低烟阻燃电缆,电缆具有无卤、低烟、阻燃等特点。
56.如图4所示,本技术还提供了一种电缆的加工方法,适用于上述的护套挤出模具,加工方法包括:
57.制作电缆的缆芯;
58.将结构加强件90穿设在护套挤出模具的第三过孔12内;
59.将完成加工后的缆芯穿设在护套挤出模具的第一过孔11内;
60.将物料填充至护套挤出模具的挤出通道21中;
61.沿预设方向牵引缆芯和结构加强件90,以使物料挤出至结构加强件90和缆芯上;其中,预设方向为护套挤出模具的模芯10至模套20的方向。
62.具体地,当需要加工电缆时,将物料送入挤出通道21,沿预设方向牵引线芯和结构加强件90,以使结构加强件90一体注塑在物料中并形成护套,护套从第二过孔挤出并包覆在缆芯外,以完成电缆的加工。由于护套中注塑有结构加强件90,进而提升了护套的结构强度。
63.在本实施例中,沿预设方向牵引缆芯和结构加强件90的方法包括:
64.以预设速度对缆芯和结构加强件90同步牵引。
65.具体地,缆芯和结构加强件90的输送速度一致,进而避免结构加强件90被扯断或者在护套内发生堆积而影响护套的加工质量,延长了护套的使用寿命。
66.在本实施例中,制作缆芯的方法包括:
67.将填充部50填充在相邻的两个绝缘线芯40之间以形成子缆芯;
68.将内护套60挤包在子缆芯上,以形成缆芯。
69.具体地,电缆包括三至五个绝缘线芯40,多个绝缘线芯40沿护套的周向间隔设置,填充部50填充在相邻的两个绝缘线芯40和护套,以形成缆芯,进而使得缆芯的加工更加容易、简便,降低了缆芯的加工成本。
70.在本实施例中,电缆的加工方法用于加工非钢带铠装型无卤低烟阻燃电缆,电缆具有无卤、低烟、阻燃等特点。
71.实施例二
72.实施例二中的电缆的加工方法与实施例一的区别在于:电缆的类型不同。
73.在本实施例中,电缆为钢带铠装型无卤低烟阻燃电缆。
74.在本实施例中,在将完成加工后的缆芯穿设在护套挤出模具的第一过孔11内之前,加工方法还包括:
75.在缆芯外包覆钢带铠装层70;
76.在钢带铠装层70外绕设玻璃纤维带或者化合纤维带80。其中,化合纤维带包括纺织带、丙纶纤维带、凯夫拉纤维带以及碳纤维带。
77.如图3所示,缆芯还包括套设在填充部50外的内护套60。
78.如图3所示,电缆还包括钢带铠装层70和玻璃纤维带或者化合纤维带80。钢带铠装
层70包覆在内护套60外。玻璃纤维带或者化合纤维带80设置在钢带铠装层70与护套100之间。这样,在电缆在使用过程中发生弯曲时,玻璃纤维带或者化合纤维带80的上述设置能够防止钢带铠装层70与护套100之间发生接触而割伤或划伤护套100,进一步提升了电缆的抗开裂性能。
79.在本实施例中,玻璃纤维带或者化合纤维带80较为光滑,钢带铠装层70能够沿着玻璃纤维带或者化合纤维带80滑动,而不会与护套相接触,进而避免护套被钢带铠装层70割伤或划伤。
80.在本实施例中,在钢带铠装层70外绕设玻璃纤维带或者化合纤维带80的方法包括:
81.沿缆芯的轴向螺旋缠绕玻璃纤维带或者化合纤维带80;或者,
82.沿缆芯的轴向逐圈绕设玻璃纤维带或者化合纤维带80。
83.这样,上述设置使得玻璃纤维带或者化合纤维带80的缠绕方式更加多样性,以满足不同的使用需求和工况,也提升了工作人员的加工灵活性。
84.从以上的描述中,可以看出,本发明上述的实施例实现了如下技术效果:
85.模芯10的第三过孔12用于穿设结构加强件90,且结构加强件90由玻璃纤维丝、丙纶纤维丝、凯夫拉纤维丝及碳纤维丝中的至少一种制成。这样,在加工电缆之前,先将结构加强件90穿设在模芯10的第三过孔12内、将缆芯穿设在模芯10的第一过孔11内。当需要加工电缆时,将物料送入挤出通道21,沿预设方向牵引线芯和结构加强件90,以使结构加强件90一体注塑在物料中并形成护套,护套从第二过孔挤出并包覆在缆芯外,以完成电缆的加工。由于护套中注塑有结构加强件90,进而提升了护套的结构强度。
86.当电缆发生弯曲时,结构加强件90能够提升护套的抗拉扯能力,进而有效地提升了护套的抗开裂性能,解决了现有技术中电缆护套易发生开裂现象而影响电缆使用寿命的问题,延长了电缆的使用寿命,也能够避免由于护套开裂而发生触电事故。
87.显然,上述所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
88.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、工作、器件、组件和/或它们的组合。
89.需要说明的是,本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本技术的实施方式能够以除了在这里图示或描述的那些以外的顺序实施。
90.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1