一种电池及焊接方法与流程
1.本发明涉及电池技术领域,尤指一种电池及焊接方法。
背景技术:
2.电池一般可以包括:壳体、盖板和电芯,电芯位于壳体内,而壳体一般具有开口,盖板位于壳体的开口处且与电芯电连接;在电池的制作过程中,在将电芯放置于壳体内时,需要将盖板放置于电芯之上且位于壳体的开口处,然后将盖板与壳体进行激光焊接,实现盖板与壳体的固定。
3.然而,如何设置焊接轨迹,实现盖板与壳体的有效固定,同时还可以避免对电芯造成损坏,是本领域技术人员亟待解决的技术问题。
技术实现要素:
4.本发明实施例提供了一种电池及焊接方法,用以通过对焊接轨迹的设置,实现盖板与壳体的有效固定,同时还可以避免对电芯造成损坏,提高电池的制作良率。
5.第一方面,本发明实施例提供了一种电池,包括壳体和盖板;所述壳体具有开口和腔体,所述盖板位于所述开口处,且所述壳体和所述盖板通过焊接固定;所述盖板包括:背离所述腔体的第一表面,所述壳体包括:靠近所述开口设置且平行于所述第一表面的第二表面;所述电池包括焊接区域,部分所述焊接区域位于所述第一表面,部分所述焊接区域位于所述第二表面;所述焊接区域内设置有焊接轨迹,所述焊接轨迹包括:相连的第一直线段和第二直线段,所述第一直线段与所述第二直线段平行设置;所述焊接轨迹具有多条,任意两条所述焊接轨迹之间无交点。
6.第二方面,本发明实施例提供了一种焊接方法,按照如本发明实施例提供的上述电池中的焊接轨迹进行焊接。
7.本发明有益效果如下:本发明实施例提供的一种电池及焊接方法,通过对焊接轨迹的设置,使得相连的第一直线段和第二直线段平行设置,且在焊接轨迹具有多条时,各焊接轨迹之间无交点;如此,可以避免焊接轨迹出现拐角,进而避免因拐角的存在而出现的断焊,进而实现盖板与壳体的有效固定,同时还可以避免对壳体内部的电芯造成损坏,从而提高电池的制作良率。
附图说明
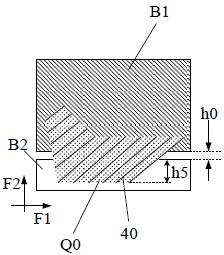
8.图1为本发明实施例中提供的一种电池的结构示意图;图2为图1的虚线框1内沿着图1中粗箭头所示方向上的结构示意图;图3为本发明实施例中提供的第一直线段和第二直线段的示意图;图4为本发明实施例中提供的倾斜角度的示意图;图5为本发明实施例中提供的各焊接轨迹的设置方式的示意图;
图6为本发明实施例中提供的一种焊接效果的示意图;图7为本发明实施例中提供的另一种焊接效果的示意图;图8为本发明实施例中提供的又一种焊接效果的示意图;图9为本发明实施例中提供的再一种焊接效果的示意图;图10为本发明实施例中提供的焊接原理的示意图;图11为本发明实施例中提供的焊接方式的示意图;图12为本发明实施例中提供的离焦方式的示意图。
9.10
‑
壳体,11
‑
开口,12
‑
腔体,20
‑
盖板,30
‑
电芯,40
‑
焊接轨迹,41、41a、41b
‑
第一焊接轨迹,42
‑
第二焊接轨迹,51
‑
匙孔,52
‑
熔池,53
‑
待熔融区域,b1
‑
第一表面,b2
‑
第二表面,q0
‑
焊接区域,q1
‑
第一区域,q2
‑
第二区域,n1
‑
激光光束。
具体实施方式
10.下面将结合附图,对本发明实施例提供的一种电池及焊接方法的具体实施方式进行详细地说明。需要说明的是,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
11.发明人在研究中发现,在将盖板与壳体进行焊接时,设置的焊接轨迹一般为l型,而l型的焊接轨迹在焊接时,容易出现虚焊、在拐角处出现断焊、焊接起点炸点穿孔,推熔池效果差等问题,导致焊接效果较差,不能实现盖板与壳体的有效固定,同时还可能会损伤内部的电芯,最终造成产品良率的降低。
12.基于此,本发明实施例提供了一种电池,通过对焊接轨迹的设置,可以避免出现虚焊和l型焊接轨迹中出现拐角处断焊的问题,同时还可以避免对电芯造成损坏,从而提高电池的制作良率。
13.具体地,本发明实施例提供的一种电池,如图1至图3所示,包括壳体10和盖板20;壳体10具有开口11和腔体12,盖板20位于开口11处,且壳体10和盖板20通过焊接固定;盖板20包括:背离腔体12的第一表面b1,壳体10包括:靠近开口11设置且平行于第一表面b1的第二表面b2;电池包括焊接区域q0(也即图2中稀疏的黑点填充的区域),部分焊接区域q0位于第一表面b1,部分焊接区域q0位于第二表面b2;焊接区域q0内设置有焊接轨迹40,所述焊接轨迹包括:相连的第一直线段(如点p1和点p2之间的线段)和第二直线段(如点p2和点p3之间的线段),所述第一直线段与所述第二直线段平行设置;所述焊接轨迹具有多条,任意两条所述焊接轨迹之间无交点。
14.说明一点,可选地,在壳体10的腔体12内,设置有电芯30,如图1所示。
15.通过对焊接轨迹的设置,使得相连的第一直线段和第二直线段平行设置,且在焊接轨迹具有多条时,各焊接轨迹之间无交点;如此,可以避免焊接轨迹出现拐角,进而避免因拐角的存在而出现的断焊,进而实现盖板与壳体的有效固定,同时还可以避免对壳体内部的电芯造成损坏,从而提高电池的制作良率。
16.需要强调的是,由于部分焊接区域位于第一表面,部分焊接区域位于第二表面,使得焊接区域可以跨越盖板和壳体,进而使得焊接轨迹可以跨越盖板和壳体,从而在焊接时,
既可以在盖板处形成熔池,也可以在壳体处形成熔池,使得既可以推盖板熔池,还可以推壳体熔池,提高推熔效果,提高焊接效果。
17.可选地,在本发明实施例中,如图4所示,焊接轨迹40的倾斜角度a大于0
°
且小于90
°
;其中,倾斜角度a为:在壳体10和盖板20具有缝隙(如图2所示)时,焊接轨迹40与缝隙的延伸方向(即f1方向)之间的锐角夹角。
18.说明一点,图4中示出的倾斜角度是朝向右侧的,也即焊接轨迹是从左下向右上延伸的;当然,结合图4所示,焊接轨迹还可以设置为从左上向右下延伸,使得倾斜角度朝向左侧;具体可以根据实际需要进行设置,在此并不限定。
19.如此,由于焊接轨迹具有一定的倾斜角度,且该倾斜角度与缝隙非平行,可以避免推熔池的方向平行于缝隙的延伸方向,进而避免推熔池无法覆盖缝隙,可以保证壳体和盖板的有效固定;同时该倾斜角度与缝隙非垂直,可以避免焊接轨迹较小而造成的推熔效果差,从而可以提高焊接效果,提高电池的制作良率。
20.可选地,在本发明实施例中,焊接轨迹的倾斜角度为30
°
至60
°
。
21.如此,可以避免倾斜角度过小导致熔池无法覆盖缝隙,同时还可以避免倾斜角度过大导致推熔效果变差,从而可以有效提高焊接效果。
22.可选地,在本发明实施例中,如图2所示,焊接轨迹40设置有多条,各焊接轨迹40平行设置。
23.如此,在按照每个焊接轨迹进行焊接时,可以使得各位置进行均匀地焊接,从而可以得到较好的焊接效果;并且,与传统的l型焊接轨迹的总行程相比,在按照本发明实施例中的焊接轨迹进行焊接时的总行程要更长,使得推熔效果更好,从而提高焊接效果。
24.当然,在实际情况中,焊接轨迹具有多条时,还可以设置为:部分焊接轨迹平行设置,部分焊接轨迹非平行设置。
25.也就是说,不管多条焊接轨迹如何设置,只要保证各焊接轨迹之间无交点,且每条焊接轨迹无拐角即可,以提高设计的灵活性,满足不同应用场景的需要。
26.可选地,在本发明实施例中,如图5所示,任意相邻两条焊接轨迹之间的间距(如图5中的h1)大于0且小于或等于0.05mm。
27.如此,可以形成连续的熔池,避免因间距过大而出现熔池不连续的情况,从而可以增加焊接强度,提高壳体与盖板的固定强度。
28.可选地,在本发明实施例中,如图5所示,全部焊接轨迹被划分为:多条第一焊接轨迹41和多条第二焊接轨迹42;焊接区域包括:沿缝隙的延伸方向(如图中所示的f1方向)设置的一个第一区域q1和一个第二区域q2;在焊接时焊接的起始位置(图中如a点所示的起始位置)位于第一区域q1;第一焊接轨迹41位于第一区域q1,第二焊接轨迹42位于第二区域q2;沿着从第一区域q1指向第二区域q2的方向(也即沿着图中f1的箭头所示的方向)上,各第一焊接轨迹41的长度依次增加。
29.这样设置的原因在于:
为了保证焊接效果,通常在起始位置,会采用较大的焊接功率进行焊接,若第一焊接轨迹设置的较长,可能会导致能量堆积,进而会导致击穿盖板而对电芯造成损伤;若将第一焊接轨迹设置的较短,可以在一定程度上避免能量堆积,进而避免击穿盖板而损伤内部的电芯,从而提高电池的制作良率。
30.结合图5所示,在焊接从左端开始,且a点为起始位置时,由于最左端的第一焊接轨迹41设置的最短,所以即使采用较大的焊接功率,也可以避免在此处堆积较多的能量,进而避免击穿盖板;同时,由于从左至右,各第一焊接轨迹41的长度依次增加,在推熔时可以使得推熔池逐渐增加,能量堆积缓慢,进而使得焊接较均匀。
31.当然,可选地,对于第二焊接轨迹而言,可以设置为:各第二焊接轨迹42的长度可以设置为相同,如图5所示均为h4;或,沿着从第一区域指向第二区域的方向上,各第二焊接轨迹的长度依次增加,未给出图示;或,沿着从第一区域指向第二区域的方向上,各第二焊接轨迹的长度依次减小,未给出图示。
32.并且,第二焊接轨迹的长度可以大于任一第一焊接轨迹的长度。
33.也就是说,对于第二焊接轨迹而言,在按照第二焊接轨迹进行焊接时,表示焊接已经进行了一段时间,已经进行了一段时间的能量堆积,所以此种情况下,在设置第二焊接轨迹时,可以设置为均相同,也可以设置为不同,具体可以根据实际需要进行设置,在此并不限定,以提高设计的灵活性,满足不同应用场景的需要。
34.可选地,在本发明实施例中,如图2所示,位于第二表面b2的焊接区域q0在参考方向(也即图中所示的f2方向)上的长度(如图中的h5所示)为0.3mm至0.5mm;其中,参考方向f2平行于第二表面b2,且垂直于缝隙的延伸方向f1。
35.如此,若h5设置的太小,可能会导致壳体与盖板之间依然存在缝隙(如图6中虚线框2内所示),也即存在虚焊的情况,若采用激光焊接时,激光可以通过缝隙而入射至壳体的内部而损伤电芯,所以h5最小可以设置为0.3mm;若h5设置的较大,在焊接时,可能会超过壳体,使得壳体出现塌陷而导致壳体变形,如图7中虚线框3内所示,所以h5最大可以设置为0.5mm;在h5为0.3mm时,焊接后的结果如图8中虚线框4内所示,很明显在焊接后,壳体既没有出现塌陷和变形,壳体和盖板也不存在缝隙,避免了虚焊;在h5为0.5mm时,焊接后的结果如图9中虚线框5内所示,很明显在焊接后,壳体既没有出现塌陷和变形,壳体和盖板也不存在缝隙,避免了虚焊。
36.可选地,在本发明实施例中,若将全部焊接轨迹看作为一个整体时,结合图2所示,该整体在沿着f1方向上的长度可以但不限于设置为2mm至3mm,该整体在沿着f2方向上的长度可以但不限于设置为0.8mm至1mm。
37.并且,在实际情况中,壳体与盖板之间的缝隙(如图2中的h0所示)可以但不限于为0.1mm,壳体在沿着f2方向上的长度可以但不限于为0.5mm。
38.如此,通过对焊接轨迹的设置,可以使得焊接轨迹既可以覆盖盖板,还可以覆盖壳体,使得盖板和壳体均可以形成熔池,从而可以实现盖板和壳体的有效焊接,实现有效固
定。
39.可选地,在本发明实施例中,对于上述内容中提及的熔池,可以理解为:结合图10所示,且以激光焊接,且盖板采用金属材料制作为例。
40.激光光束中的等离子体n0打在盖板20上时,可以熔化激光光斑附近的金属,先形成匙孔51再形成熔池52;随着激光光束n1的移动,熔池不断增加,熔化的金属发生移动(如图中粗箭头所示的方向)而覆盖盖板20和壳体10之间的缝隙,遮挡激光光束通过缝隙进入至壳体10内,降低了漏光的风险,同时避免激光对电芯的损伤;其中,熔融的金属在填充缝隙后留下的孔在冷却凝固后形成焊缝,如图10中匙孔51、熔池52和待熔融区域53可以共同构成焊缝。
41.基于同一发明构思,本发明实施例提供了一种焊接方法,按照如本发明实施例提供的上述电池中的焊接轨迹进行焊接。
42.可选地,在本发明实施例中,焊接时焊接的起点和终点均位于电池的盖板。
43.例如,如图11所示,图中所示的a点为焊接的起点(也即前述内容中提及的起始位置),d点为焊接的终点(也即焊接到d点时表示焊接结束),a点和d点均位于盖板20之上。
44.如此,若起点或终点位于壳体时,焊接时较高的能量可能会对壳体造成塌陷和变形,从而影响电池的整体外观和形状;若起点和终点位于盖板处,即使盖板发生塌陷,但不会对电池的整体外观和形状造成较大的影响,或者说影响较小,所以将起点和终点设置为位于盖板,可以减少这种不良影响,提高电池的制作良率。
45.可选地,在本发明实施例中,焊接轨迹设置有多条,各焊接轨迹平行设置,每条焊接轨迹均包括首端和尾端,各焊接轨迹的尾端位于全部焊接轨迹的同一侧;任意相邻的两条所述焊接轨迹的焊接顺序为:从其中一条所述焊接轨迹的首端至该所述焊接轨迹的尾端,再从另一条所述焊接轨迹的尾端至该所述焊接轨迹的首端;或,从其中一条所述焊接轨迹的尾端至该所述焊接轨迹的首端,再从另一条所述焊接轨迹的首端至该所述焊接轨迹的尾端。
46.例如,如图11所示,假设每条焊接轨迹的首端可以为图中的上端,尾端可以为图中的下端,若a点表示焊接的起点(也即起始位置),其中,为了便于说明,将图11中最左边的一条第一焊接轨迹标记为41a、将左边起第二条第一焊接轨迹标记为41b,那么:以分别标记为41a和41b且相邻的两条焊接轨迹为例,在焊接时的焊接顺序为:先从焊接轨迹41a的上端(也即首端,a点)开始至焊接轨迹41a的下端(也即尾端),再从焊接轨迹41b的下端(也即尾端)开始至焊接轨迹41b的上端(也即首端);也就是说,在焊接时,是按照图11中箭头所示的方向进行焊接的。
47.说明一点,在本发明实施例中,41、41a和41b均表示第一焊接轨迹,只是在图5中用41表示第一焊接轨迹,在图11中用41a和41b表示第一焊接轨迹,且在图11中,41a和41b表示相邻的两条第一焊接轨迹。
48.如此,可以使得焊接更加便捷,减少焊接时光束的无效移动(也即从一条焊接轨迹的尾端结束焊接后从相邻焊接轨迹的首端再开始焊接),从而提高焊接的速度和效率。
49.可选地,在本发明实施例中,若焊接轨迹设置有多条,全部焊接轨迹被划分为:多
条第一焊接轨迹和多条第二焊接轨迹,焊接区域包括:沿缝隙的延伸方向设置的一个第一区域和一个第二区域,在焊接时焊接的起始位置位于第一区域,第一焊接轨迹位于第一区域,第二焊接轨迹位于第二区域:在沿着各第二焊接轨迹的排列方向,且从第一焊接轨迹指向第二焊接轨迹的方向上,在焊接时各第二焊接轨迹的焊接功率依次降低。
50.例如,如图11所示,其中,将虚线y右侧的焊接轨迹记为第二焊接轨迹,将虚线y左侧的焊接轨迹记为第一焊接轨迹,此时,各第二焊接轨迹的排列方向为f1方向,从第一焊接轨迹指向第二焊接轨迹的方向即为:从图中的左侧指向右侧的方向;那么:从左至右,各第二焊接轨迹的焊接功率逐渐降低。
51.如此,可以减少整个焊接过程的收尾阶段(也即图11中靠右设置的第二焊接轨迹)的焊接功率,减少在收尾阶段的能量堆积,进而避免击穿盖板而损伤壳体内部的电芯,从而提高焊接效果。
52.可选地,在本发明实施例中,焊缝的深度可以大于0.6mm,焊接功率为700w至900w。
53.如此,在采用上述焊接功率进行焊接时,可以得到合适深度的焊缝,同时还可以有效地将壳体和盖板焊接,实现壳体与盖板的固定,同时避免对盖板和壳体造成损伤,从而提高电池的制作良率。
54.可选地,在本发明实施例中,可以采用0离焦方式。
55.具体地,0离焦方式,可以理解为:结合图12所示,其中,n1表示激光光束,标记为n2的两条线可以构成出光模型;0离焦为:激光光束的焦点在壳体表面,在激光光束上下移动时,可以使得焊接功率变化小;由于盖板20在放入壳体10时,可能会下凹(也即第一表面b1与第二表面b2相比,第一表面b1更加靠近壳体的底部)或者凸出于壳体10的第二表面b2,通过0离焦的方式进行焊接时,造成的焊接功率变化最小,且焊接效果也更好。
56.需要强调的是,在本发明实施例中,通过对焊接轨迹和焊接方法的设置,可以实现以下技术效果:1、增加壳体和盖板之间的焊接强度,增加固定效果,且在电池的转运过程中,壳体与盖板之间不易脱落;2、可以有效降低漏光,避免漏光进入壳体内部对电芯造成损伤,从而提高电池的制作良率,减少电池的报废损耗;3、可以有效克服常规l型焊接轨迹引起的虚焊、断焊等问题,从而可以有效提高焊接效果。
57.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1