极片、电芯及电池的制作方法
1.本发明涉及电池技术领域,尤其涉及一种极片、电芯及电池。
背景技术:
2.锂离子电池由于具备高容量、高寿命、无记忆等优点,已被广泛应用于数码产品、电动工具等各个领域。随着锂离子电池产能的提升,原材料价格也是逐渐走高。
3.在锂离子电池的制备过程中,需要向电池注入电解液。在进行陈化工序时,电解液能够浸润到极片中参与化学反应,实现化学能到电能的转化。目前,为了提高电解液的浸润效果,从而提高锂离子电池的循环性能,在注液时通常需要注入较多的电解液,使得锂离子电池的成本较高。
技术实现要素:
4.本发明实施例的主要目的在于提供一种极片、电芯及电池,旨在解决现有技术中锂离子电池的成本较高的技术问题。
5.为了实现上述目的,本发明实施例提供一种极片,包括集流体、第一材料层和活性材料层,所述第一材料层和所述活性材料层均设置于所述集流体的表面,所述第一材料层和所述活性材料层沿所述集流体的长度方向延伸,且在所述集流体的宽度方向上交替设置;
6.其中,所述第一材料层包括第一材料,所述第一材料包括亲水双亲性聚合物和结构型导电高分子聚合物。
7.可选地,包括至少三条所述第一材料层和至少两条所述活性材料层。
8.可选地,所述第一材料层的厚度小于所述活性材料层的厚度。
9.可选地,所述第一材料层的厚度为5μm至40μm;和/或,所述活性材料层的厚度与所述第一材料层的厚度的差值大于或者等于40μm。
10.可选地,所述第一材料层的宽度为2mm至6mm。
11.可选地,所述亲水双亲性聚合物包括聚偏氟乙烯pvdf聚合物,所述聚偏氟乙烯pvdf聚合物由c-c主键或c-f主键与亲水基团复合而成;所述亲水基团包括羧甲基纤维素钠、甲基丙烯酸镁、丙烯酸、甲基丙烯酸、马来酸、四氢化邻苯二甲酸、甲基丙烯酸锌、丙烯酸锌中的至少一种。
12.可选地,所述结构型导电高分子聚合物包括聚醚砜pes、聚乙烯基吡咯烷酮pvp、聚乙二醇peg、聚吡咯、聚苯硫醚、聚酞箐类化合物、聚苯胺、聚噻吩中的至少一种。
13.可选地,所述第一材料中所述亲水双亲性聚合物的质量占比为60%至70%;和/或,所述第一材料中所述结构型导电高分子聚合物的质量占比为5%至25%。
14.第二方面,本发明实施例提供一种电芯,包括正极片和负极片,所述正极片和/或所述负极片为第一方面提供的极片。
15.第三方面,本发明实施例提供一种电池,包括第一方面提供的电芯。
16.本发明实施例中,所述第一材料层包括第一材料,所述第一材料包括亲水双亲性聚合物和结构型导电高分子聚合物。亲水双亲性聚合物具有亲水双亲性,结构型导电高分子聚合物具有较强的导电性,这使得在电池注液后,在电解液的刺激下,所述亲水双亲性聚合物能够发生连锁的亲核反应而亲水性增强,注入的电解液能够通过所述第一材料层被快速吸收并传输到所述极片中,加快电解液对所述极片的浸润。实现相同浸润效果的前提下,能够较大程度的减少电解液的使用量,节省电池制备的材料成本。而且,在电解液的浸润性得到提高的情况下,电池陈化的时间可以有效缩短,缩短了电池制备整体的制程。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
18.图1为本发明提供的一种正极片的俯视图;
19.图2为本发明提供的一种负极片的俯视图;
20.图3为本发明提供的一种集流体的俯视图;
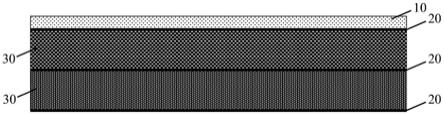
21.图4为本发明提供的一种正极片的截面图;
22.图5为本发明提供的一种负极片的截面图;
23.图6为本发明提供的一种正极片模切后的俯视图;
24.图7为本发明提供的一种负极片模切后的俯视图。
25.附图标记说明:
26.10、集流体;11、极耳;20、第一材料层;30、活性材料层。
具体实施方式
27.应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
30.另外,在本发明中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
31.请参见图1至图7,本发明实施例提供一种极片。
32.所述极片包括集流体10、第一材料层20和活性材料层30,第一材料层20和活性材料层30均设置于集流体10的表面,第一材料层20和活性材料层30沿集流体10的长度方向延伸,且在集流体10的宽度方向上交替设置;其中,第一材料层20包括第一材料,所述第一材料包括亲水双亲性聚合物和结构型导电高分子聚合物。
33.本发明实施例中,在集流体10的表面间隔设置条状的第一材料层20。由于第一材料层20的材料包括亲水双亲性聚合物和结构型导电高分子聚合物,其中,亲水双亲性聚合物具有亲水双亲性,结构型导电高分子聚合物具有较强的导电性,这使得在电池注液后,在电解液的刺激下,所述亲水双亲性聚合物能够发生连锁的亲核反应而亲水性增强,注入的电解液能够被快速吸收并传输到所述极片中,加快电解液对所述极片的浸润。也就是说,电解液的浸润性的提高,能够使所述极片的浸润效果得到提高,在实现相同浸润效果的前提下,能够较大程度的减少电解液的使用量,节省电池制备的材料成本。而且,在电解液的浸润性得到提高的情况下,电池陈化的时间可以有效缩短,陈化静置的效率也能得到提高,缩短了电池制备整体的制程。
34.此外,由于亲水双亲性聚合物具有亲水双亲性,疏水性较强,电芯在注液前烘烤时可以加快极片内部水分通过第一材料层20快速蒸发出来,电芯烘烤的时间可以有效缩短,进一步缩短了电池制备整体的制程。
35.需要说明的是,无论是正极片还是负极片均可采用本发明实施例提供的极片结构。在所述极片为正极片的情况下,如图1所示,活性材料层30包括正极活性材料,可选地,所述正极活性材料包括但不限于钴酸锂、锰酸锂、镍酸锂、镍锰钴酸锂、镍锰钴铝酸锂、镍钴酸锂、富锂锰中的一种或者多种,集流体10可以为铝箔。在所述极片为负极片的情况下,如图2所示,活性材料层30包括负极活性材料,可选地,所述负极活性材料包括但不限于钛酸锂、锂粉、铝粉、金属氧化物、人造石墨、天然石墨、硅、硅合金、硫、硫合金、硅碳中的一种或者多种,集流体10可以为铜箔。具体可根据实际情况决定吧,本发明实施例在此不作限定。
36.可选地,所述极片包括至少三条第一材料层20和至少两条活性材料层30。
37.本实施例中,可以使多条第一材料层20均匀间隔设置于活性材料层30之间,使得电解液的浸润更加均匀,进一步提高所述极片的浸润效果。
38.以所述极片包括三条第一材料层20和两条活性材料层30为例,所述正极片可以如图1所示,所述负极片可以图2所示。三条第一材料层20和两条活性材料层30交替设置于集流体10的表面,且集流体10的表面存在一宽度方向的侧边区域可以为空箔区,用于设置极耳。在宽度方向上,自所述空箔区至远离所述空箔区的方向依次设置一条第一材料层20、一条活性材料层30、一条第一材料层20、一条活性材料层30、一条第一材料层20。
39.具体涂覆过程中,如图3所示,可以在集流体10的表面预先划分w1、w2、w3、w4、w5和w6六个区域,之后,可以将第一材料层20的浆料涂覆至w2、w4和w6三个区域,将活性材料层30的浆料涂覆至w3和w5两个区域。
40.可选地,第一材料层20的厚度小于活性材料层30的厚度。
41.本实施例中,如图4和图5所示,第一材料层20的厚度小于活性材料层30的厚度,因此在第一材料层20形成有凹形空间,所述凹形空间不仅可以增大电解液浸润时与活性材料层30的接触面积,进一步提高所述极片的浸润效果,还能增加失液后残余电解液的留存空间,在电芯尺寸相同的前提下,能够吸附储存更多的电解液,以在后续电池充放电过程中作
补充作用,从而提高电池的循环寿命。
42.在一可选实施方式中,第一材料层10的厚度为5μm至40μm。
43.在一可选实施方式中,活性材料层30的厚度与第一材料层20的厚度的差值大于或者等于40μm。也就是说,第一材料层20比活性材料层30至少薄40μm。
44.在一可选实施方式中,第一材料层20的宽度为2mm至6mm。
45.可选地,所述亲水双亲性聚合物包括聚偏氟乙烯pvdf聚合物,所述聚偏氟乙烯(poly(1,1-difluoroethylene),pvdf)聚合物由c-c主键或c-f主键与亲水基团复合而成;所述亲水基团包括羧甲基纤维素钠、甲基丙烯酸镁、丙烯酸、甲基丙烯酸、马来酸、四氢化邻苯二甲酸、甲基丙烯酸锌、丙烯酸锌中的至少一种。
46.本实施例中,在电池注液前,需要对电芯进行烘烤。所述pvdf聚合物中-ch2-和-cf2-链节的临界表面能较低,疏水性较强,在电芯烘烤时,可以加快所述极片内部的水分通过第一材料层20蒸发出来,从而缩短烘烤时间。在电池注液后,所述pvdf聚合物在酸性作用下可以脱去表面hf,形成双键或三键,并且可以在电解液的刺激下,与亲核试剂反应,生成大量羟基,所述羟基可以进一步反应生成其他基团,通过这种连锁的亲核反应,使得pvdf聚合物的层状结构改性,临界表面能得到增强,亲水性也得到加强,使得电解液能快速通过第一材料层20传输到所述极片内部,加快电解液的渗透,从而缩短陈化时间,提高陈化效率。
47.在一可选实施方式中,所述第一材料中所述亲水双亲性聚合物的质量占比为60%至70%。
48.在一可选实施方式中,所述亲水双亲性聚合物的粒径为10nm至100nm。
49.可选地,所述结构型导电高分子聚合物包括聚醚砜(polyethersulfone,pes)、聚乙烯基吡咯烷酮(polyvinyl pyrrolidone,pvp)、聚乙二醇(polyethylene glycol,peg)、聚吡咯、聚苯硫醚、聚酞箐类化合物、聚苯胺、聚噻吩中的至少一种。
50.在一可选实施方式中,所述第一材料中所述结构型导电高分子聚合物的质量占比为5%至25%。
51.在一可选实施方式中,所述结构型导电高分子聚合物的粒径为10nm至250nm。
52.需要说明的是,若电芯为叠芯的情况下,如图1和图2所示的极片需要分切后才能应用至叠芯中,分切后的正极片可以如图6所示,其还包括模切后的极耳11,分切后的正极片可以如图7所示,其还包括模切后的极耳11。
53.本发明实施例还提供一种电芯。
54.所述电芯包括正极片和负极片,所述正极片和/或所述负极片为本发明实施例提供的极片。
55.需要说明的是,在本实施例中,所述电芯包括上述实施例提供的极片的全部技术特征,且可实现上述实施例中极片可实现的全部有益效果,具体可以参照上述实施例的解释说明,在此不再赘述。
56.本发明实施例还提供了一种电池。
57.所述电池包括本发明实施例提供的电芯。
58.需要说明的是,在本实施例中,所述电芯包括上述实施例提供的极片的全部技术特征,且可实现上述实施例中极片可实现的全部有益效果,具体可以参照上述实施例的解释说明,在此不再赘述。
59.下面介绍本发明实施例提供的电池的制备方法:
60.步骤一、功能浆料的制备。
61.本步骤中,所述功能浆料即为第一材料层20的浆料。具体地,将亲水双亲型聚合物、结构型导电高分子聚合物和导电剂按照一定的质量比配置成功能浆料。在一可选实施方式中,所述功能浆料为亲水双亲性聚合物、结构型导电高分子聚合物、导电炭黑按照50-60:40-30:1-10的比例混合而成的复合浆料。所述功能浆料中,所述亲水双亲性聚合物和所述结构型导电高分子聚合物的质量占比为30%至60%,粒径为10nm至400nm。
62.进一步地,所述亲水双亲性聚合物包括聚偏氟乙烯pvdf聚合物,所述聚偏氟乙烯pvdf聚合物由c-c主键或c-f主键与亲水基团复合而成;所述亲水基团包括羧甲基纤维素钠、甲基丙烯酸镁、丙烯酸、甲基丙烯酸、马来酸、四氢化邻苯二甲酸、甲基丙烯酸锌、丙烯酸锌中的至少一种。所述亲水双亲性聚合物的质量占比为60%至70%,粒径为10nm至100nm。
63.进一步地,所述结构型导电高分子聚合物包括聚醚砜pes、聚乙烯基吡咯烷酮pvp、聚乙二醇peg、聚吡咯、聚苯硫醚、聚酞箐类化合物、聚苯胺、聚噻吩中的至少一种,所述结构型导电高分子聚合物的质量占比为5%至25%,粒径为10nm至250nm。
64.步骤二、正极片的制备:
65.本步骤中,将步骤一制备得到的功能浆料涂覆到正极集流体的如图3所示的w2、w4和w6三个区域,再进行烘干。之后,将正极活性材料、导电剂和粘接剂按照一定的质量比配置成正极活性浆料,再将所述正极浆料涂布到正极集流体的如图3所示的w3和w5两个区域,再进行烘干,辊压后得到正极片。
66.步骤三、负极片的制备:
67.本步骤中,将步骤一制备得到的功能浆料涂覆到负极集流体的如图3所示的w2、w4和w6三个区域,再进行烘干。之后,将负极活性材料、粘接剂、增稠剂和导电剂和粘接剂混合分散在去离子水中,得到均匀分散的负极浆料,再将所述负极浆料涂布到负极集流体的如图3所示的w3和w5两个区域,再进行烘干,辊压后得到负极片。
68.步骤四、电芯的制备及电池的封装。
69.本步骤中,将步骤二制备得到的正极片、步骤三制备得到的负极片与隔膜一起组成裸电芯,之后通过铝塑膜封装,注入电解液,经过陈化、化成、二封、分选组成电池。
70.下面介绍本发明实施例的七种具体的实施例及一种对比例:
71.实施例1
72.步骤一、正极片的制备。
73.1)将96.7份的三元(镍钴锰酸锂)ncm523、2.2份的导电剂和1.1份的n-甲基吡咯烷酮通过搅拌分散,得到正极片的活性材料层30的正极浆料。
74.2)将60%的聚偏氟乙烯pvdf、20%的聚醚矾pes、10%的聚乙二醇peg、10%的导电炭黑经过搅拌罐的搅拌分散,得到正极片的第一材料层20的功能浆料。
75.3)通过挤压式涂布机,在铝箔的如图3所示的w2、w4和w6区域涂覆步骤2)制备得到的功能浆料,再进行烘干。之后,在铝箔的如图3所示的w3和w5区域涂布步骤1)制备得到的正极浆料,再进行烘干,辊压后得到正极片。其中,w2、w4和w6区域的厚度为5μm,宽度为2mm;涂布速度为5m/min,辊压速度为10m/min至15m/min。
76.步骤二、负极片的制备。
77.1)将96.6份的负极活性材料石墨、2份的导电剂、1.0份的粘结剂和0.4份的增稠剂cmc混合溶于去离子水中通过搅拌分散,得到负极片的活性材料层30的负极浆料。
78.2)将60%的聚偏氟乙烯pvdf、20%的聚乙烯基吡咯烷酮pvp、10%的羧甲基纤维素钠cmc、10%的导电炭黑经过搅拌罐的搅拌分散,得到负极片的第一材料层20的功能浆料。
79.3)通过挤压式涂布机,在铜箔的如图3所示的w2、w4和w6区域涂覆步骤2)制备得到的功能浆料,再进行烘干。之后,在铜箔的如图3所示的w3和w5区域涂布步骤1)制备得到的负极浆料,再进行烘干,辊压后得到负极片。其中,w2、w4和w6区域的厚度为5μm,宽度为2mm;涂布速度为5m/min,辊压速度为10m/min至15m/min。
80.步骤三、电芯的制备及电池的封装。
81.本步骤中,将步骤一制备得到的正极片、步骤二制备得到的负极片经过模切后,与隔膜一起叠片制备成叠芯,之后通过铝塑膜封装,注入电解液,经过陈化、化成、二封、分选组成电池,组别记为sy1。
82.实施例2
83.本实施例与实施例1的区别在于:正极片与负极片的第一材料层20的厚度为20μm,宽度为4mm,组别记为sy2;
84.实施例3
85.本实施例与实施例1的区别在于:正极片与负极片的第一材料层20的厚度为40μm,宽度为6mm,组别记为sy3;;
86.实施例4
87.本实施例与实施例1的区别在于:正极片与负极片的第一材料层20的厚度为20μm,宽度2mm,组别记为sy4;
88.实施例5
89.本实施例与实施例1的区别在于:正极片与负极片的第一材料层20的厚度为40μm,宽度4mm,组别记为sy5;
90.实施例6
91.本实施例与实施例1的区别在于:步骤一中,将50%的聚偏氟乙烯pvdf、30%的聚醚矾pes、10%的聚乙二醇peg、10%的导电炭黑经过搅拌罐的搅拌分散,得到正极片的第一材料层20的功能浆料,组别记为sy6。
92.实施例7
93.本实施例与实施例1的区别在于:将50%的聚偏氟乙烯pvdf、40%的聚乙烯基吡咯烷酮pvp、5%的羧甲基纤维素钠cmc、5%的导电炭黑经过搅拌罐的搅拌分散,得到负极片的第一材料层20的功能浆料,组别记为sy7。
94.对比例1
95.步骤一、正极片的制备。
96.1)将96.7份的三元(镍钴锰酸锂)ncm523、2.2份的导电剂和1.1份的n-甲基吡咯烷酮通过搅拌分散,得到正极片的正极活性浆料。
97.2)通过挤压式涂布机,在铝箔上涂布步骤1)制备得到的正极活性浆料,再进行烘干,辊压后得到正极片。其中,涂布速度为5m/min,辊压速度为10m/min至15m/min。
98.步骤二、负极片的制备。
99.1)将96.6份的负极活性材料石墨、2份的导电剂、1.0份的粘结剂和0.4份的增稠剂cmc混合溶于去离子水中通过搅拌分散,得到负极片的负极活性浆料。
100.2)通过挤压式涂布机,在铜箔上涂布步骤1)制备得到的负极活性浆料,再进行烘干,辊压后得到负极片。其中,涂布速度为5m/min,辊压速度为10m/min至15m/min。
101.步骤三、电芯的制备及电池的封装。
102.本步骤中,将步骤一制备得到的正极片、步骤二制备得到的负极片经过模切后,与隔膜一起叠片制备成叠芯,之后通过铝塑膜封装,注入电解液,经过陈化、化成、二封、分选组成电池,组别记为db1。
103.在制备上述实施例1-7得到的电池sy1-sy7以及对比例1得到的电池db1的过程中,记录每一组别的电池的制程数据,所述制程数据包括在注液前的烘烤时间以及注液后的陈化时间。其中,所述陈化时间是指在电芯尺寸相同的前提下,电芯在常温下达到极片浸润合格时的陈化时间,极片浸润是否合格的判定,可以以电芯拆解后每层极片是否被电解液均匀渗透作为标准。具体制程数据见表1。
104.表1组别sy1-sy7和db1中电池的制程数据
105.组别sy1sy2sy3sy4sy5sy6sy7db1烘烤时间(h)6544461026陈化时间(h)464444824
106.由表1可知,常规制备得到的db1电池在注液后的陈化时间为24h,sy1-sy7电池在注液后的陈化时间基本可以保持在8h以下。通常来说,常规制备的电池在注液后的陈化时间为24h至48h,在经过多次试验后,本发明实施例提供的电池的陈化时间可以缩短为4h至12h,大致缩短了25%以上的陈化时间,相对应的,可以使注液量减少10%至20%,节省电解液成本5%-20%。此外,注液前的烘烤时间也大致缩短了25%以上,效率各自提升25%以上。
107.对上述实施例1-7得到的电池sy1-sy7以及对比例1得到的电池db1进行长期循环测试。其中,长期循环测试的方法具体包括:
108.1)充电至4.2v,放电至3.0v;
109.2)充电电流5c,0.5c截止;
110.3)放电电流8c,截止电压3.0v。
111.按照以上步骤,在25℃
±
3℃温度下,循环进行充放电测试,过程监测电芯电压、容量、外观,具体监测数据见表2。
112.表2组别sy1-sy7和db1中电池的长循环监测数据
113.组别sy1sy2sy3sy4sy5sy6sy7db1循环次数28002800300030002800280025002000
114.由表2可知,本发明实施例提供的电池的循环次数显著提升。
115.以上仅为本发明的可选实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1