一种圆柱制片卷绕一体机设备的制作方法
1.本发明涉及电池生产技术领域,具体涉及一种圆柱制片卷绕一体机设备。
背景技术:
2.现有电池电芯的结构主要有叠片式和卷绕式,其中卷绕式电芯通常由正极片、负极片和隔膜卷绕而成。
3.现有的卷绕式电芯的生产一般采用专门的卷绕设备,该卷绕设备通常包括正极片放卷机构、负极片放卷机构、隔膜放卷机构以及卷绕机构,正极片放卷机构、负极片放卷机构、隔膜放卷机构分别将正极片料带、负极片料带、隔膜料带输送至卷绕机构,卷绕机构将按照指定顺序排列的正极片料带、负极片料带、隔膜料带卷绕成型后,依次序切断正极片料带、负极片料带和隔膜料带并对电芯的收尾端进行贴终止胶带。
4.现有的卷绕设备,多为单轴放卷,人工接带方式,或者双料卷人工备胶交换放卷方式,需要人工操作的次数频繁,严重浪费人力物力,人工成本较高,且生产效率低,影响设备运行效率。
技术实现要素:
5.本发明的目的在于克服现有技术的不足,提供一种可减少人工操作,可实现多料卷自动接带放卷,大大降低人工成本,提高生产效率的圆柱制片卷绕一体机设备。
6.本发明的技术方案如下:
7.一种圆柱制片卷绕一体机设备,用于从内到外依次将第一隔膜料带、正极片料带、第二隔膜料带、负极片料带卷绕成电芯,该设备包括:
8.沿着第一隔膜料带传输方向依次设置的第一隔膜双料卷自动交换带放卷机构、第一隔膜张力机构,沿着正极片料带传输方向依次设置的正极片双料卷自动交换带放卷机构、正焊接机构、正极主驱机构、第一正极制片贴胶机构、第一正极从驱机构、正极送片机构,沿着第二隔膜料带传输方向依次设置的第二隔膜双料卷自动交换带放卷机构、第二隔膜张力机构,沿着负极片料带传输方向依次设置的负极片双料卷自动交换带放卷机构、第一负焊接机构、负极主驱机构、第一负极制片贴胶机构、第一负极从驱机构、负极送片机构,以及将第一隔膜料带、正极片料带、第二隔膜料带、负极片料带卷绕成电芯的卷绕机构;
9.所述第一隔膜双料卷自动交换带放卷机构用于提供第一隔膜料带,该机构设有左右料卷,在左料卷放卷完时可自动切换到右料卷继续放卷或者在右料卷放卷完时可自动切换到左料卷继续放卷,所述第一隔膜张力机构用于调节第一隔膜料带的张力;
10.所述正极片双料卷自动交换带放卷机构用于提供正极片料带,该机构设有左右料卷,在左料卷放卷完时可自动切换到右料卷继续放卷或者在右料卷放卷完时可自动切换到左料卷继续放卷,所述正焊接机构用于在正极片上焊接极耳,所述正极主驱机构、第一正极从驱机构用于牵引正极片料带,所述第一正极制片贴胶机构用于极耳焊后贴胶,所述正极送片机构用于将正极片料带传输至卷绕机构;
11.所述第二隔膜双料卷自动交换带放卷机构用于提供第二隔膜料带,该机构设有左右料卷,在左料卷放卷完时可自动切换到右料卷继续放卷或者在右料卷放卷完时可自动切换到左料卷继续放卷,所述第二隔膜张力机构用于调节第二隔膜料带的张力;
12.所述负极片双料卷自动交换带放卷机构用于提供负极片料带,该机构设有左右料卷,在左料卷放卷完时可自动切换到右料卷继续放卷或者在右料卷放卷完时可自动切换到左料卷继续放卷,所述第一负焊接机构用于在负极片上焊接极耳,所述负极主驱机构、第一负极从驱机构用于牵引负极片料带,所述第一负极制片贴胶机构用于极耳焊后贴胶,所述负极送片机构用于将负极片料带传输至卷绕机构。
13.进一步的,所述正极片双料卷自动交换带放卷机构、负极片双料卷自动交换带放卷机构均由左料卷放卷装置、右料卷放卷装置、左自动备胶装置、右自动备胶装置、左翻板贴胶装置、右翻板贴胶装置、左纠偏感应装置、右纠偏感应装置、废料收集装置、左过辊升降装置、右过辊升降装置、撕极片头部装置、左接废料装置和右接废料装置组成,所述左过辊升降装置、右过辊升降装置沿x轴方向左右相对设置,所述左过辊升降装置、右过辊升降装置的前部沿x轴活动设置有撕极片头部装置,所述左过辊升降装置、右过辊升降装置的后部沿x轴方向左右相对设置有左料卷放卷装置和右料卷放卷装置,所述左料卷放卷装置与右料卷放卷装置之间沿y轴活动设置有废料收集装置,所述废料收集装置朝向左料卷放卷装置的一侧设置有左自动备胶装置,所述左自动备胶装置与左料卷放卷装置之间沿x轴活动设置有左翻板贴胶装置,所述左翻板贴胶装置与左过辊升降装置之间沿y轴活动设置有左纠偏感应装置,所述废料收集装置朝向右料卷放卷装置的一侧设置有右自动备胶装置,所述右自动备胶装置与右料卷放卷装置之间沿x轴活动设置有右翻板贴胶装置,所述右翻板贴胶装置与右过辊升降装置之间沿y轴活动设置有右纠偏感应装置,所述左料卷放卷装置的下方设置有左接废料装置,所述右料卷放卷装置的下方设置有右接废料装置。
14.进一步的,所述第一隔膜张力机构与卷绕机构之间还设置有第一隔膜测长机构,所述第一隔膜测长机构用于检测第一隔膜料带的传送长度。
15.进一步的,所述正极片双料卷自动交换带放卷机构与正焊接机构之间设置有正极放卷缓存机构,所述正极放卷缓存机构用于缓存正极片料带。
16.进一步的,所述正极主驱机构与第一正极制片贴胶机构之间设置有正极焊后缓存机构,所述正极焊后缓存机构用于缓存焊后正极片料带。
17.进一步的,所述第一正极从驱机构与正极送片机构之间沿着正极片料带传输方向还依次设置有第一蛇形纠偏机构、第二正极制片贴胶机构、第二正极从驱机构、贴胶缓存机构、第三正极制片贴胶机构、第三正极从驱机构、第二蛇形纠偏机构、正极片张力机构、正极入片纠偏机构和正极测长机构;
18.所述第一蛇形纠偏机构用于沿着正极片料带的传输方向对极耳焊后贴第一道胶的正极片料带进行纠偏;
19.所述第二正极制片贴胶机构用于极耳焊后贴第二道胶;
20.所述第二正极从驱机构、第三正极从驱机构用于牵引正极片料带;
21.所述贴胶缓存机构用于缓存贴第二道胶后的正极片料带;
22.所述第三正极制片贴胶机构用于极耳焊后贴第三道胶;
23.所述第二蛇形纠偏机构用于沿着正极片料带的传输方向对极耳焊后贴第三道胶
的正极片料带进行纠偏;
24.所述正极片张力机构用于调节正极片料带的张力;
25.所述正极入片纠偏机构用于对传输到正极送片机构的正极片料带进行纠偏;
26.所述正极测长机构用于检测正极片料带的传送长度。
27.进一步的,所述第二隔膜张力机构与卷绕机构之间还设置有第二隔膜测长机构,所述第二隔膜测长机构用于检测第二隔膜料带的传送长度。
28.进一步的,所述负极片双料卷自动交换带放卷机构与负焊接机构之间设置有负极放卷缓存机构,所述负极放卷缓存机构用于缓存负极片料带。
29.进一步的,所述负极主驱机构与第一负极制片贴胶机构之间设置有第一负极焊后缓存机构,所述第一负焊后缓存机构用于缓存焊后负极片料带。
30.进一步的,所述第一负极从驱机构与负极送片机构沿着负极料带传输方向还依次设置有第三蛇形纠偏机构、第二负焊接机构、第二负极从驱机构、第二负极焊后缓存机构、第二负极制片贴胶机构、第三负极从驱机构、第四蛇形纠偏机构、负极片张力机构、负极入片纠偏机构和负极测长机构;
31.所述第三蛇形纠偏机构用于沿着负极片料带的传输方向对第一个极耳焊后贴胶的负极片料带进行纠偏;
32.所述第二负焊接机构用于在负极片上焊接第二个极耳;
33.所述第二负极从驱机构、第三负极从驱机构用于牵引负极片料带;
34.所述第二负极焊后缓存机构用于缓存二次焊后负极片料带;
35.所述第二负极制片贴胶机构用于第二个极耳焊后贴胶;
36.所述第四蛇形纠偏机构用于沿着负极片料带的传输方向对第二个极耳焊后贴胶的负极片料带进行纠偏;
37.所述负极片张力机构用于调节负极片料带的张力;
38.所述负极入片纠偏机构用于对传输到负极送片机构的负极片料带进行纠偏;
39.所述负极测长机构用于检测负极片料带的传送长度。
40.相对于现有技术,本发明的有益效果在于:
41.(1)本发明通过多料卷自动接带放卷,可长时间达到无人工操作放卷,大大降低人工成本,提高生产效率;
42.(2)本发明设有多个缓存机构,通过内部储料,不占用额外空间,空间利用率高,大大提高单位面积产能;
43.(3)本发明通用性高,可满足所有1865电芯工艺。
附图说明
44.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
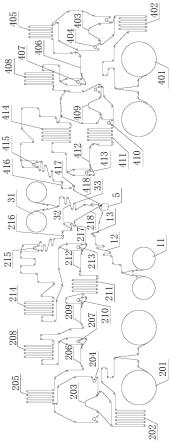
45.图1为本发明提供的一种圆柱制片卷绕一体机设备的结构示意图;
46.图2为本发明所述正极片双料卷自动交换带放卷机构、负极片双料卷自动交换带
放卷机构的立体结构图;
47.图3为本发明所述正极片双料卷自动交换带放卷机构、负极片双料卷自动交换带放卷机构的平面示意图。
具体实施方式
48.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
49.为了说明本发明所述的技术方案,下面通过具体实施例来进行说明。
50.实施例
51.请参阅图1,本实施例提供一种圆柱制片卷绕一体机设备,用于从内到外依次将第一隔膜料带、正极片料带、第二隔膜料带、负极片料带卷绕成电芯。该设备包括:沿着第一隔膜料带传输方向依次设置的第一隔膜双料卷自动交换带放卷机构11、第一隔膜张力机构12和第一隔膜测长机构13;沿着正极片料带传输方向依次设置的正极片双料卷自动交换带放卷机构201、正极放卷缓存机构202、正焊接机构203、正极主驱机构204、正极焊后缓存机构205、第一正极制片贴胶机构206、第一正极从驱机构207、第一蛇形纠偏机构208、第二正极制片贴胶机构209、第二正极从驱机构210、贴胶缓存机构211、第三正极制片贴胶机构212、第三正极从驱机构213、第二蛇形纠偏机构214、正极片张力机构215、正极入片纠偏机构216、正极测长机构217和正极送片机构218;沿着第二隔膜料带传输方向依次设置的第二隔膜双料卷自动交换带放卷机构31、第二隔膜张力机构32和第二隔膜测长机构33;沿着负极片料带传输方向依次设置的负极片双料卷自动交换带放卷机构401、负极放卷缓存机构402、第一负焊接机构403、负极主驱机构404、第一负焊后缓存机构405、第一负极制片贴胶机构406、第一负极从驱机构407、第三蛇形纠偏机构408、第二负焊接机构409、第二负极从驱机构410、第二负焊后缓存机构411、第二负极制片贴胶机构412、第三负极从驱机构413、第四蛇形纠偏机构414、负极片张力机构415、负极入片纠偏机构416、负极测长机构417和负极送片机构418;以及将第一隔膜料带、正极片料带、第二隔膜料带、负极片料带卷绕成电芯的卷绕机构5。
52.第一隔膜动作路径:第一隔膜双料卷自动交换带放卷机构11提供第一隔膜料带
→
第一隔膜张力机构12调节第一隔膜料带的张力
→
第一隔膜测长机构13检测第一隔膜料带的传送长度
→
传输至卷绕机构5进行卷绕及收尾胶。其中,第一隔膜双料卷自动交换带放卷机构11设有左右料卷,在左料卷放卷完时可自动切换到右料卷继续放卷或者在右料卷放卷完时可自动切换到左料卷继续放卷。
53.正极片动作路径:正极片双料卷自动交换带放卷机构201提供正极片料带
→
正极放卷缓存机构202缓存正极片料带
→
正焊接机构203在正极片上焊接极耳
→
正极主驱机构204牵引正极片料带
→
正极焊后缓存机构205缓存焊后正极片料带
→
第一正极制片贴胶机构206制片对极耳焊后贴胶
→
第一正极从驱机构207牵引正极片料带
→
(第一蛇形纠偏机构208沿着正极片料带的传输方向对极耳焊后贴胶的正极片料带进行纠偏
→
第二正极制片贴胶机构209制片对极耳焊后贴第二道胶
→
第二正极从驱机构210牵引正极片料带
→
贴胶缓存机构211缓存贴第二道胶后的正极片料带
→
第三正极制片贴胶机构212制片对极耳焊后
贴第三道胶
→
第三正极从驱机构213牵引正极片料带
→
)第二蛇形纠偏机构214沿着正极片料带的传输方向对极耳焊后贴胶的正极片料带进行纠偏
→
正极片张力机构215调节正极片料带的张力
→
正极入片纠偏机构216对传输到正极送片机构218的正极片料带进行纠偏
→
正极测长机构217检测正极片料带的传送长度
→
正极送片机构218将正极片料带传输至卷绕机构5进行卷绕及收尾胶。其中,正极片双料卷自动交换带放卷机构201设有左右料卷,在左料卷放卷完时可自动切换到右料卷继续放卷或者在右料卷放卷完时可自动切换到左料卷继续放卷。括号中的路径为可选,正极可选择焊后贴一道胶,二道胶,三道胶的穿带路径,可满足目前所有18650电芯工艺。
54.第二隔膜动作路径:第二隔膜双料卷自动交换带放卷机构31提供第二隔膜料带
→
第二隔膜张力机构32调节第二隔膜料带的张力
→
第二隔膜测长机构33检测第二隔膜料带的传送长度
→
传输至卷绕机构5进行卷绕及收尾胶。其中,第二隔膜双料卷自动交换带放卷机构31设有左右料卷,在左料卷放卷完时可自动切换到右料卷继续放卷或者在右料卷放卷完时可自动切换到左料卷继续放卷。
55.负极片动作路径:负极片双料卷自动交换带放卷机构401提供负极片料带
→
负极放卷缓存机构102缓存正极片料带
→
第一负极焊接机构403在负极片上焊接极耳
→
负极主驱机构404牵引正极片料带
→
第一负极焊后缓存机构405缓存焊后负极片料带
→
第一负极制片贴胶机构406制片对极耳焊后贴胶
→
第一负极从驱机构407牵引负极片料带
→
(第三蛇形纠偏机构408沿着负极片料带的传输方向对极耳焊后贴胶的负极片料带进行纠偏
→
第二负极焊接机构409在负极片上焊接第二个极耳
→
第二负极从驱机构410牵引负极片料带
→
第二负极焊后缓存机构411缓存焊后负极片料带
→
第二负极制片贴胶机构412制片对极耳焊后贴胶
→
第三负极从驱机构413牵引负极片料带
→
)第四蛇形纠偏机构414沿着负极片料带的传输方向对极耳焊后贴胶的负极片料带进行纠偏
→
负极片张力机构415调节负极片料带的张力
→
负极入片纠偏机构416对传输到负极送片机构418的负极片料带进行纠偏
→
负极测长机构417检测负极片料带的传送长度
→
负极送片机构418将负极片料带传输至卷绕机构5进行卷绕及收尾胶。其中,负极片双料卷自动交换带放卷机构401设有左右料卷,在左料卷放卷完时可自动切换到右料卷继续放卷或者在右料卷放卷完时可自动切换到左料卷继续放卷。括号中的路径为可选,负极可选择单焊单贴胶或双焊双贴胶的穿带路径,可满足目前所有18650电芯工艺。
56.通过第一隔膜双料卷自动交换带放卷机构11、正极片双料卷自动交换带放卷机构201、第二隔膜双料卷自动交换带放卷机构31、负极片双料卷自动交换带放卷机构401实现多料卷自动接带放卷,可长时间达到无人工操作放卷,大大降低人工成本,提高生产效率。
57.具体的,如图2、图3所示,正极片双料卷自动交换带放卷机构201、负极片双料卷自动交换带放卷机构401的结构相同,其均由左料卷放卷装置601、右料卷放卷装置602、左自动备胶装置603、右自动备胶装置604、左翻板贴胶装置605、右翻板贴胶装置606、左纠偏感应装置607、右纠偏感应装置608、废料收集装置609、左过辊升降装置610、右过辊升降装置611、撕极片头部装置612、左接废料装置613和右接废料装置614组成。其中,左过辊升降装置610、右过辊升降装置611沿x轴方向左右相对设置,左过辊升降装置610、右过辊升降装置611的前部沿x轴活动设置有撕极片头部装置612,左过辊升降装置610、右过辊升降装置611的后部沿x轴方向左右相对设置有左料卷放卷装置601和右料卷放卷装置602,左料卷放卷
装置601与右料卷放卷装置602之间沿y轴活动设置有废料收集装置609,废料收集装置609朝向左料卷放卷装置601的一侧设置有左自动备胶装置603,左自动备胶装置603与左料卷放卷装置601之间沿x轴活动设置有左翻板贴胶装置605,左翻板贴胶装置605与左过辊升降装置610之间沿y轴活动设置有左纠偏感应装置607,废料收集装置609朝向右料卷放卷装置602的一侧设置有右自动备胶装置604,右自动备胶装置604与右料卷放卷装置602之间沿x轴活动设置有右翻板贴胶装置606,右翻板贴胶装置606与右过辊升降装置611之间沿y轴活动设置有右纠偏感应装置608,左料卷放卷装置601的下方设置有左接废料装置613,右料卷放卷装置602的下方设置有右接废料装置614。结构动作原理:假设当右料卷放卷装置602中的物料快放卷完时,左自动备胶装置603、废料收集装置609开始动作拉胶胶纸到左翻板贴胶装置605的真空吸盘上,然后左自动备胶装置603切断胶纸,备胶成功,撕极片头部装置612朝左料卷放卷装置601摆动,左过辊升降装置610带动过辊升起,撕极片头部装置612沿y轴向内侧移动保证和过辊在同一基准面,然后带真空吸辊摆动下搭吸附到左料卷放卷装置601的新料卷的头部,然后开始真空吸附头部,拉起新料卷,朝废料收集装置609摆动,使新料卷经过左过辊升降装置610的过辊,然后左过辊升降装置610下降改变其路径,废料收集装置609沿y轴伸出夹紧放卷物料同时左纠偏感应装置607沿y轴伸出,废料收集装置609开始旋转物料绕紧新物料同时由左纠偏感应装置607纠正新料卷走带路径,其后撕极片头部装置612沿y轴向外侧移动,左翻板贴胶装置605、右翻板贴胶装置606沿y轴伸出到过辊基准侧,沿x轴相对运动完成夹紧新旧走带路径裁断,翻转贴胶动作,新料卷头部被废料收集装置609卷走退回,剔除到废料收集,旧料卷尾部由右料卷放卷装置602推出到右接废料装置614,其后右接废料装置614把废料筒收集到储料盒排出,此动作可多次左右循环,直到左料卷放卷装置601和右料卷放卷装置602上的多料卷用完。
58.此外,该设备通过在正极片料带传输路径和负极片料带传输路径上设有多个缓存机构,使储料在设备内部,不占用额外空间,空间利用率高,单位面积产能大大提高。
59.以上仅为本发明的较佳实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1