一种新型连接器及其自动化生产方法与流程
1.本发明属于自动化生产技术领域,具体涉及一种新型连接器及其自动化生产方法。
背景技术:
2.在连接器安装进铝基线路板进行焊接时,由于现有的连接器的焊接引脚都是同一方向,因此在放入铝基线路板后,缺少固定的效果,如果不用手去固定则会导致连接器从铝基线路板中掉落,影响焊接的速度,并且现有的连接器在焊接到铝基线路板进行生产时是人工操作,由于人工操作导致生产速度慢,不能满足现有的自动化生产的效果,使得其生产效率低下。
技术实现要素:
3.针对上述背景技术所提出的问题,本发明的目的是:旨在提供一种新型连接器及其自动化生产方法。
4.为实现上述技术目的,本发明采用的技术方案如下:
5.一种新型连接器,包括连接器主体,所述连接器主体包括有外壳,所述外壳顶部两侧安装有第一焊接引脚和第二焊接引脚,所述第一焊接引脚和第二焊接引脚整体呈相互相反的结构设计,所述第一焊接引脚与第二焊接引脚的中心间距为2.0毫米,所述第一焊接引脚的一侧连接有第一插接引脚,所述第一插接引脚贯穿外壳并延伸至其下侧,所述第一焊接引脚与第一插接引脚为一体式连接引脚,所述第二焊接引脚的一侧连接有第二插接引脚,所述第二插接引脚贯穿外壳并延伸至其下侧,所述第二焊接引脚与第二插接引脚为一体式连接引脚,所述外壳表面设有扣位槽。
6.进一步限定,所述外壳为pa66塑胶材料注塑生产制成。这样的结构设计使外壳更加耐用。
7.进一步限定,所述第一焊接引脚、第二焊接引脚、第一插接引脚和第二插接引脚均为黄铜材质生产制作。这样的结构设计使焊接引脚与插接头使用效果更好。
8.进一步限定,所述第一焊接引脚与第一插接引脚为一体成型结构且呈l形结构设置,所述第二焊接引脚与第二插接引脚为一体成型结构且呈l形结构设置。这样的结构设计使焊接引脚与插接头方便成型制作。
9.一种新型连接器的自动化生产方法,其特征在于:包括以下步骤:
10.s:准备圆盘式载带编盘、矩阵式放置托盘或者散装放置盘内,专用装料设备将连接器主体放入圆盘式载带编盘、矩阵式放置托盘或者散装放置盘内;
11.s:然后将装好的圆盘式载带编盘、矩阵式放置托盘或者散装放置盘内的新型连接器装入smt自动贴片设备内,进行生产贴装;
12.s:在进行贴装生产时,先用smt自动刮锡膏机把铝基线路板刮上锡膏,再通过smt贴片设备自动的将连接器主体放入圆盘式载带编盘、矩阵式放置托盘或者散装放置盘内的
连接器主体吸取出放置入铝基线路板焊接区域内,且通过呈相互相反结构的第一焊接引脚和第二焊接引脚,使得连接器主体插入到铝基线路板内后,不会掉落,完成贴装后的铝基线路板,流入回流焊设备进行自动焊接,从而实现全自动化快速生产焊接。
13.本发明的有益效果为:本发明通过将连接器主体放入圆盘式载带编盘、矩阵式放置托盘或者散装放置盘内,通过smt贴片设备自动的吸取连接器主体放入到铝基线路板内,由手工转化为自动,并且通过相互相反且l型设计的焊接引脚,使连接器主体放入铝基线路板内后,不会掉落,相互交错设计的焊接引脚提供支撑的平衡力,从而使得方便焊接,通过对连接器主体的改良,由手工焊接转化为回流焊自动化焊接,提高了焊接生产的速度,由原先的手工日生产200+提高到自动化2000+以上,使得焊接生产的效率得到提高,从而使生产收益也得到提升。
附图说明
14.本发明可以通过附图给出的非限定性实施例进一步说明;
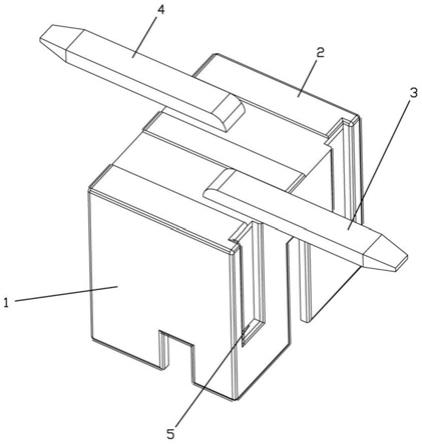
15.图1为本发明实施例一种新型连接器的结构示意图;
16.图2为本发明实施例一种新型连接器的剖面结构示意图;
17.图3为本发明实施例一种新型连接器的引脚结构示意图;
18.主要元件符号说明如下:
19.连接器主体1、外壳2、第一焊接引脚3、第二焊接引脚4、扣位槽5、第二插接引脚6、第一插接引脚7。
具体实施方式
20.为了使本领域的技术人员可以更好地理解本发明,下面结合附图和实施例对本发明技术方案进一步说明。
21.如图1-3所示,本发明的一种新型连接器,包括连接器主体1,连接器主体1包括有外壳2,外壳2顶部两侧安装有第一焊接引脚3和第二焊接引脚4,第一焊接引脚3和第二焊接引脚4整体呈相互相反的结构设计,第一焊接引脚3与第二焊接引脚4的中心间距为2.0毫米,第一焊接引脚3的一侧连接有第一插接引脚7,第一插接引脚7贯穿外壳2并延伸至其下侧,第一焊接引脚3与第一插接引脚7为一体式连接引脚,第二焊接引脚4的一侧连接有第二插接引脚6,第二插接引脚6贯穿外壳2并延伸至其下侧,第二焊接引脚4与第二插接引脚6为一体式连接引脚,外壳2表面设有扣位槽5。
22.优选外壳为pa66塑胶材料注塑生产制成。这样的结构设计使外壳更加耐用。
23.优选第一焊接引脚3、第二焊接引脚4、第一插接引脚7和第二插接引脚6均为黄铜材质生产制作。这样的结构设计使焊接引脚与插接头使用效果更好。
24.优选第一焊接引脚3与第一插接引脚7为一体成型结构且呈l形结构设置,第二焊接引脚4与第二插接引脚6为一体成型结构且呈l形结构设置。这样的结构设计使焊接引脚与插接头方便成型制作。
25.一种新型连接器的自动化生产方法,其特征在于:包括以下步骤:
26.s1:准备圆盘式载带编盘、矩阵式放置托盘或者散装放置盘内,专用装料设备将连接器主体放入圆盘式载带编盘、矩阵式放置托盘或者散装放置盘内;
27.s2:然后将装好的圆盘式载带编盘、矩阵式放置托盘或者散装放置盘内的新型连接器装入smt自动贴片设备内,进行生产贴装;
28.s3:在进行贴装生产时,先用smt自动刮锡膏机把铝基线路板刮上锡膏,再通过smt贴片设备自动的将连接器主体放入圆盘式载带编盘、矩阵式放置托盘或者散装放置盘内的连接器主体1吸取出放置入铝基线路板焊接区域内,且通过呈相互相反结构的第一焊接引脚3和第二焊接引脚4,使得连接器主体1插入到铝基线路板内后,不会掉落,完成贴装后的铝基线路板,流入回流焊设备进行自动焊接,从而实现全自动化快速生产焊接。
29.本实施例中,准备圆盘式载带编盘、矩阵式放置托盘或者散装放置盘内,专用装料设备将连接器主体放入圆盘式载带编盘、矩阵式放置托盘或者散装放置盘内,然后将装好的圆盘式载带编盘、矩阵式放置托盘或者散装放置盘内的新型连接器装入smt自动贴片设备内,进行生产贴装,在进行贴装生产时,先用smt自动刮锡膏机把铝基线路板刮上锡膏,再通过smt贴片设备自动的将连接器主体放入圆盘式载带编盘、矩阵式放置托盘或者散装放置盘内的连接器主体1吸取出放置入铝基线路板焊接区域内,且通过呈相互相反结构的第一焊接引脚3和第二焊接引脚4,使得连接器主体1插入到铝基线路板内后,不会掉落,完成贴装后的铝基线路板,流入回流焊设备进行自动焊接,从而实现全自动化快速生产焊接。
30.上述实施例仅示例性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1