截面结构一致性高的隔膜及其制备方法与流程
1.本发明涉及隔膜技术领域,尤其是涉及一种截面结构一致性高的隔膜及其制备方法。
背景技术:
2.隔膜作为锂离子电池体系中关键主材,主要作用是隔绝正、负极,防止短路,同时保证具有一定的电解质浸润性和保液性,为锂离子传输提供通道。隔膜各项性能直接决定电池的界面性能及内阻,进而影响到电池充放电性能及循环性能。
3.现有技术的锂离子电池隔膜主要以聚烯烃多孔隔膜为主,制备方法主要分为干法、湿法拉伸,如公开号为cn100448922c、名称为“由聚烯烃制得的微多孔膜”的专利公开了一种由聚烯烃制得的微多孔膜的方法及相关特性。公开号为cn107910476a、cn108565382a、cn109686900a及cn107275550a公开了通过无机或无机有机混涂,主要改善隔膜的耐热性和浸润性。
4.虽然现有聚烯烃多孔隔膜在锂离子电池中能够成熟应用,但目前技术主要关注隔膜的基本物性以及理化性能,对于微观结构,例如在孔径测试中,主要通过电镜观察隔膜的表层孔径,无法考察其截面结构,还有采用压水法或气压法测试的孔径大小(例如公开号为cn113285176a的专利文献)只能反映隔膜中整体孔情况,无法反映出截面的孔结构。
5.目前现有技术中对隔膜的截面微观结构的一致性关注较少,而截面微观结构缺陷易引起自放电、析锂等问题,进而影响电池倍率性能、寿命、安全等性能,国内外隔膜截面微观结构一致性亟需提升。
6.有鉴于此,特提出本发明。
技术实现要素:
7.本发明的目的之一在于提供一种截面结构一致性高的隔膜,其截面孔结构孔径分布具有高度一致性,用于降低或消除电芯自放电、析锂等问题,以进一步提高电池倍率性能、寿命、安全等性能。
8.本发明的目的之二在于提供一种截面结构一致性高的隔膜的制备方法,可以制备出截面微观结构一致性优异的隔膜。
9.本发明的目的之三在于提供一种包括所述隔膜的锂离子电池。
10.本发明的目的之四在于提供一种包括所述隔膜的钠离子电池。
11.本发明的目的之五在于提供一种包括所述隔膜的超级电容器。
12.为了实现本发明的上述目的,特采用以下技术方案:
13.第一方面,本发明提供了一种截面结构一致性高的隔膜,所述隔膜的截面微孔结构具有如下分布:10nm≤孔径≤500nm的孔数占总孔数40%以上,优选70%以上;500nm《孔径≤800nm的孔数占总孔数50%以下,优选30%以下;800nm《孔径≤1500nm的孔数占总孔数10%以下,优选2%以下;隔膜的厚度为3~20μm。
14.第二方面,本发明提供了一种所述截面结构一致性高的隔膜的制备方法,所述隔膜包括基膜,所述基膜采用湿法制得:将液态烃与聚烯烃树脂按照配方比例预处理,或直接输送至挤出系统,加热熔融形成均匀的混合物;混合熔体挤出至流延辊降温;进行相分离,冷却成型,制得膜片;再将膜片加热至接近熔点温度,进行双向同步或者分步拉伸使分子链取向,保温、定型;溶剂洗脱残留的液态烃,洗脱后将膜移出溶剂,干燥,然后再横向拉伸、定型、回缩,制备出相互贯通的基膜;
15.其中,湿法制备过程需要满足条件1和条件2中的至少一个:
16.条件1:膜移出溶剂至干燥过程之间采用剪辊或压辊给予基膜在td方向加持力,剪辊或压辊的数量大于等于2个,优选4~10个;
17.条件2:相分离和冷却成型过程控制纵向张力<300n/m;
18.或者,
19.所述基膜采用干法制得:
20.将聚烯烃树脂及添加剂原料按照配方比例预处理,或直接输送至挤出系统,原料在挤出系统中,经熔融塑化后从模头挤出熔体至流延辊降温,冷却成型,形成特定结晶结构的片材,将片材进行热处理后得到硬弹性薄膜,随后进行冷拉伸和热拉伸后形成纳米基膜;
21.其中,干法制备过程需要满足条件4:挤出和冷却成型过程控制纵向张力<300n/m。
22.进一步的,所述隔膜还包括位于所述基膜的至少单面的多孔层;
23.多孔层是涂覆浆料涂覆在基膜单面或两面上,然后干燥形成;
24.制备过程需要满足条件5:涂覆浆料涂覆在基膜后至干燥过程之间采用剪辊或压辊给予膜在td方向加持力,剪辊或压辊的数量≥2个。
25.第三方面,本发明提供了一种锂离子电池,包括所述隔膜或所述制备方法制备得到的隔膜。
26.第四方面,本发明提供了一种钠离子电池,包括所述隔膜或所述制备方法制备得到的隔膜。
27.第五方面,本发明提供了一种超级电容器,包括所述隔膜或所述制备方法制备得到的隔膜。
28.本发明的技术方案具有如下有益效果:
29.本发明通过改进,使得隔膜截面微观结构一致性得以提升,解决了隔膜截面结构一致性差(尤其大孔径偏多)进而引起或加剧自放电、析锂等技术问题,达到了提高电池倍率性能、寿命、安全等性能的技术效果。
附图说明
30.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
31.图1为本发明提供的湿法隔膜制备过程;
32.图2为本发明提供的干法隔膜制备过程;
33.图3为本发明提供的湿法基膜涂覆隔膜制备过程;
34.图4为对比例制备的截面微观结构一致性差的隔膜;
35.图5为实施例1制备的截面微观结构一致性高的隔膜;
36.图6为实施例2制备的截面微观结构一致性高的隔膜;
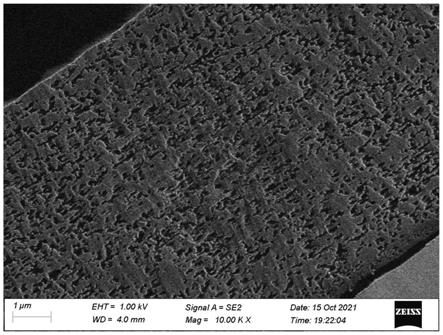
37.图7为实施例4制备的截面微观结构一致性高的隔膜;
38.图8为实施例6制备的截面微观结构一致性高的隔膜。
具体实施方式
39.下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
40.根据本发明的第一个方面,提供了一种截面结构一致性高的隔膜,经冷冻离子束切割所得截面微观结构孔径大小(平面任何方向尺寸)在电子扫描电镜表征中集中处于:10nm≤孔径≤500nm的孔数占总孔数40%以上(例如》50%、60%、70%、80%、90%),优选70%以上;500nm《孔径≤800nm的孔数占总孔数50%以下(例如《40%、30%、20%、10%),优选30%以下;800nm《孔径≤1500nm的孔数占总孔数10%以下(例如《8%、5%、3%、2%),优选2%以下。隔膜的厚度为3~20μm,优选3~16μm。
41.需要注意的是,此处的截面可以是横截面也可以是纵截面(隔膜厚度方向)。
42.当截面为横截面时,水平切割面距离隔膜表面不小于500nm(隔膜的厚度在3~20μm之间);
43.当截面为纵截面时,竖向切割面可以是不含表面的任意截面。
44.具有以上孔分布的隔膜截面微观结构一致性优异,基本不存在》1500nm以上的长孔,孔径基本分布在10~500nm。
45.这里的隔膜可以是单层,也可以为多层,对此不做限定,即可以是基膜(单层或多层),也可以是基膜(单层或多层)+多孔层(单层或多层)的结构。可为本领域所能想到的各种层结构。
46.对基膜的材料没有特别的限定,可以为本领域已知的可用作电池隔膜基膜的材料,包括但不限于聚乙烯、聚丙烯、聚乙烯/聚丙烯复合膜等。
47.对多孔层的材料没有特别的限定,可以为本领域已知的可用作隔膜基膜上涂覆的材料,包括但不限于无机材料(例如陶瓷)、有机聚合物(例如芳纶等)、无机/有机复合材料等。
48.对基膜和多孔层的厚度没有特别限定,只要其适合用作电池的隔膜即可。优选地,基膜厚度为3~20μm;和/或,单面多孔层厚度为0.1~6μm。
49.根据本发明的第二个方面,提供了一种上述截面结构一致性高的隔膜的制备方法:
50.作为一种实施方式,所述隔膜包括基膜。
51.在一个实施例中,所述基膜制备方法包括湿法工艺,如图1所示:
52.1将液态烃(石蜡油)与聚烯烃树脂按照配方比例预处理,或直接输送至挤出系统,
加热熔融后,形成均匀的混合物,混合熔体挤出至流延辊降温;2进行相分离,冷却成型,制得膜片;3再将膜片加热至接近熔点温度,进行第一次双向同步或者分布拉伸使分子链取向,紧接着保温、定型一定时间;4用易挥发溶剂洗脱残留的液态烃,5洗脱后将膜移出溶剂,然后干燥,6然后第二次横向拉伸、定型、回缩,7制备出相互贯通的基膜材料;
53.其中,湿法制备过程需要满足条件1和条件2中的至少一个:
54.条件1:在用易挥发溶剂洗脱残留的液态烃,然后干燥这一阶段中,在膜移出溶剂至干燥过程之间(即之间增加步骤)采用剪辊或压辊给予基膜在td方向(横向,膜幅宽方向)加持力(即每个剪辊或压辊给予膜在td方向的加持力>0.1n),剪辊或压辊的数量大于等于2个,优选4~10个(例如4、5、6、7、8、9或10个);也就是说,在膜移出溶剂至干燥过程之间增加个td方向加持力即可。
55.条件2:相分离和冷却成型过程控制纵向张力<300n/m,即这两个过程均需控制纵向张力<300n/m(例如100、150、200、250n/m),可以举例通过各个辊筒速比或速度差调整纵向张力大小。
56.条件1和条件2可以满足其中一个,或,两者均满足。
57.进一步优选,湿法制备过程还需要满足条件3:在膜移出溶剂至干燥过程控制纵向张力<500n/m,即用易挥发溶剂洗脱残留的液态烃从膜移出溶剂到干燥之间的过程需控制纵向张力<500n/m(例如100、150、200、250、300、350、400、450n/m),可以举例通过各个辊筒速比或速度差调整纵向张力大小。
58.需要注意的是,在湿法工艺中,可实施的方式包括:条件1、条件2、条件1+2、条件1+3、条件2+3、条件1+2+3。
59.在一个实施例中,所述基膜制备方法包括干法工艺,如图2所示:
60.1将聚烯烃树脂及添加剂等原料按照配方比例预处理,或直接输送至挤出系统,原料在挤出系统中,经熔融塑化后从模头挤出熔体至流延辊降温,2冷却成型,形成特定结晶结构的片材(或基膜),3将片材进行热处理后得到硬弹性薄膜,随后进行4冷拉伸和5热拉伸后形成6微孔基膜;
61.其中,干法制备过程需要满足条件4:挤出和冷却成型过程控制纵向张力<300n/m,即挤出和冷却成型两过程均需控制纵向张力<300n/m(例如100、150、200、250n/m),可以举例通过各个辊筒速比或速度差调整纵向张力大小。
62.通过上述湿法或干法工艺,可制备出上述截面微观结构一致性优异的隔膜。
63.作为另一种实施方式,所述隔膜包括基膜和位于所述基膜的至少单面的多孔层;
64.基膜的制备可参考上述方法,在此不再赘述。
65.多孔层是涂覆浆料涂覆在基膜单面或两面上,然后干燥形成;如图3所示。
66.其中,制备过程需要满足条件5:涂覆浆料涂覆在基膜后至干燥过程之间采用剪辊或压辊给予膜(涂覆膜)在td方向加持力,保证每个剪辊或压辊给予膜在td方向的加持力>0.1n,剪辊或压辊的数量≥2个,优选2~10个(例如2、3、4、5、6、7、8、9、10个)。也就是说,在涂覆后至干燥过程之间增加个td方向加持力即可。
67.涂覆浆料可以由无机陶瓷材料、有机聚合物材料中的一种或两种组成。
68.涂覆浆料中无机陶瓷材料包括无机陶瓷颗粒,包括但不限于氧化铝、勃姆石、碳酸钙、水滑石、蒙脱土、尖晶石、莫来石、二氧化钛、二氧化硅、二氧化锆、氧化镁、氧化钙、氧化
铍、氢氧化镁、氮化硼、氮化硅、氮化铝、氮化钛、碳化硼、碳化硅、碳化锆中的一种或几种;
69.涂覆浆料中有机聚合物材料包括有机涂覆材料,包括但不限于聚酰亚胺、聚醚酰亚胺、芳纶、芳砜纶、聚偏二氟乙烯、聚甲基丙烯酸甲酯、聚环氧乙烷、聚丙烯腈、聚偏氟乙烯、聚偏氟乙烯-六氟丙烯等有机粉料或悬浮液中的一种或几种。
70.进一步优选的,制备过程还需要满足条件6和/或条件7:
71.条件6:涂覆浆料涂覆在基膜单面或两面的过程(基膜上涂浆料的过程)控制纵向张力<100n/m(例如20、50、60、80n/m),可以举例通过各个辊筒速比或速度差调整纵向张力大小;
72.条件7:涂覆浆料涂覆在基膜后至干燥过程(涂覆浆料后到干燥的过程)控制纵向张力<150n/m(例如50、100、120n/m),可以举例通过各个辊筒速比或速度差调整纵向张力大小。
73.基膜上制备多孔层从而获得上述截面微观结构高一致性的多孔层,可实施的方式包括:条件5、条件5+6、条件5+7、条件5+6+7。
74.通过上述方法制备得到的隔膜截面微观结构一致性提升,可以降低或避免电池自放电、析锂等问题,进而提升电池倍率性能、寿命、安全等性能。
75.根据本发明的第三个方面,提供了一种锂离子电池,包括所述隔膜或所述制备方法制备得到的隔膜。
76.根据本发明的第四个方面,提供了一种钠离子电池,包括所述隔膜或所述制备方法制备得到的隔膜。
77.根据本发明的第五个方面,提供了一种超级电容器,包括所述隔膜或所述制备方法制备得到的隔膜。
78.通过采用上述隔膜,可以获得倍率性能、寿命、安全性更加优异的锂离子电池或超级电容器。
79.下面结合实施例对本发明作进一步的说明,需要说明的是,提供以下实施例仅出于说明目的并不构成对本发明要求保护范围的限制。
80.除特殊说明外,在实施例中所采用的原料、试剂、方法等均为本领域常规的原料、试剂、方法。
81.实施例1
82.本实施例稀释剂为石蜡油,本实施例聚烯烃树脂为分子量均值为150万的聚乙烯(厂家:celanese,型号:gurx223),所用设备为中材锂膜有限公司湿法隔膜线。
83.(1)挤出:石蜡油与聚乙烯分别按比例输送至挤出机中,其中聚乙烯的质量占比为25%,石蜡油的质量占比为75%,石蜡油-聚烯烃树脂混合体系经挤出机加热熔融后,形成均匀的混合熔体;
84.(2)成型:将(1)得到的混合熔体流出到流延辊降温,进行相分离,冷却成型,制得膜片,此过程通过调节辊筒速比或速度差使得膜片纵向张力为200n/m;
85.(3)双向拉伸:将(2)制得的膜片加热至接近熔点温度,进行双向拉伸使分子链取向,得到经双向拉伸面积增加至49倍的膜片;
86.(4)萃取:用二氯甲烷洗脱步骤(3)经双向拉伸的膜片中残留的稀释剂;
87.(5)干燥:将萃取后的膜进行烘干,膜移出溶剂至干燥过程通过调节辊筒速比或速
度差使得膜片纵向张力为400n/m,此过程采用剪辊给予基膜在td方向加持力,每个剪辊给予膜在td方向的加持力>1n,膜横向两侧对称剪辊共使用6个;
88.(6)横向拉伸:将步骤(5)得到的烘干后的膜进行横向拉伸,并定型、回缩。
89.(7)得到多孔薄膜,即本发明高安全性锂离子电池基膜。
90.本实施例制备得到的锂离子电池基膜性能参数为:
91.孔隙率为40%,透气度值为140sec/100c,厚度为9.2μm,纵截面微孔结构分布如下:10nm≤孔径≤500nm的孔数占总孔数90%以上;500nm《孔径≤800nm的孔数占总孔数10%以下;800nm《孔径≤1500nm的孔数占总孔数为0%。如图5所示。
92.实施例2
93.本实施例稀释剂为石蜡油,本实施例聚烯烃树脂为分子量均值为90万的聚乙烯(厂家:asahikasei,型号:uh650),所用设备为中材锂膜有限公司湿法隔膜线。
94.(1)挤出:石蜡油与聚烯烃树脂(聚乙烯)分别按比例输送至挤出机中,其中聚乙烯的质量占比为23%,石蜡油的质量占比为77%,石蜡油-聚烯烃树脂混合体系经挤出机加热熔融后,形成均匀的混合熔体;
95.(2)成型:将(1)得到的混合熔体流出到流延辊降温,进行相分离,冷却成型,制得膜片,此过程通过调节辊筒速比或速度差使得膜片纵向张力为180n/m;
96.(3)双向拉伸:将(2)制得的膜片加热至接近熔点温度,进行双向拉伸使分子链取向,得到经双向拉伸面积增加至64倍的膜片;
97.(4)萃取:用二氯甲烷洗脱步骤(3)经双向拉伸的膜片中残留的稀释剂;
98.(5)干燥:将萃取后的膜进行烘干,膜移出溶剂至干燥过程通过调节辊筒速比或速度差使得膜片纵向张力为300n/m,此过程采用剪辊给予基膜在td方向加持力,每个剪辊或压辊给予膜在td方向的加持力>0.5n,膜横向两侧对称剪辊共使用8个;
99.(6)横向拉伸:将步骤(5)得到的烘干后的膜进行横向拉伸,并定型、回缩;
100.(7)得到多孔薄膜,即本发明高安全性锂离子电池基膜。
101.本实施例制备得到的锂离子电池基膜性能参数为:
102.孔隙率为38%,透气度值为140sec/100c,厚度为7.3μm,纵截面微孔结构分布如下:10nm≤孔径≤500nm的孔数占总孔数97%以上;500nm《孔径≤800nm的孔数占总孔数3%以下;800nm《孔径≤1500nm的孔数占总孔数为0%。如图6所示。
103.实施例3
104.截面微观结构一致性高的隔膜应用:在实施例1中的基膜上双面涂覆有机无机混合涂层(pvdf+al2o3),具体过程如下:
105.(1)基膜采用实施例1中9.2μm基膜;
106.(2)涂覆浆料配制:取13重量份聚偏氟乙烯胶液(质量分数为20%)和18重量份聚酰亚胺胶液(质量分数为10%),溶解到55重量份二甲基乙酰胺和三丙二醇混合液中(其中,二甲基乙酰胺与三丙二醇的重量比为15:70:30),之后依次加入30重量份硅烷偶联剂改性的d50为0.64μm氧化铝、4重量份乳液型丙烯酸酯类粘结剂(固含量为40%,25℃粘度为20cps~200cps),室温混合搅拌1h,得到白色粘稠涂覆浆料;
107.(3)涂覆过程:将实施例1制备的9.2μm作为基膜,通过mcd型涂布机,采用凹版涂覆方式在基膜的双侧涂覆上述涂覆浆料,之后浸入到20℃的凝固液(二甲基乙酰胺、三丙二醇
与水的重量比28:12:60),待聚烯烃多孔膜表面的湿膜先固化,依次水洗、干燥,得到复合隔膜,复合隔膜出水槽液面后至干燥过程,双侧涂层厚度均为2μm,制备出相互贯通且高弹性形变量的基膜材料。得到透气度为210sec/100c,厚度为13μm复合隔膜。
108.实施例4
109.本实施例稀释剂为石蜡油,本实施例聚烯烃树脂为分子量均值为150万的聚乙烯(厂家:celanese,型号:gurx223),所用设备为中材锂膜有限公司湿法隔膜线。
110.(1)挤出:石蜡油与聚烯烃树脂(聚乙烯)分别按比例输送至挤出机中,其中聚乙烯的质量占比为22%,石蜡油的质量占比为78%,石蜡油-聚烯烃树脂混合体系经挤出机加热熔融后,形成均匀的混合熔体;
111.(2)成型:将(1)得到的混合熔体流出到流延辊降温,进行相分离,冷却成型,制得膜片,此过程通过调节辊筒速比或速度差使得膜片纵向张力为160n/m;
112.(3)双向拉伸:将(2)制得的膜片加热至接近熔点温度,进行双向拉伸使分子链取向,得到经双向拉伸面积增加至56倍的膜片;
113.(4)萃取:用二氯甲烷洗脱步骤(3)经双向拉伸的膜片中残留的稀释剂;
114.(5)干燥:将萃取后的膜进行烘干,膜移出溶剂至干燥过程通过调节辊筒速比或速度差使得膜片纵向张力为300n/m,此过程采用剪辊给予基膜在td方向加持力,剪辊或压辊给予膜在td方向的加持力>1n,膜横向两侧对称剪辊共使用6个;
115.(6)横向拉伸:将步骤(5)得到的烘干后的膜进行横向拉伸,并定型、回缩;
116.(7)得到多孔薄膜,即本发明高安全性锂离子电池基膜。
117.本实施例制备得到的锂离子电池基膜性能参数为:
118.孔隙率为39%,透气度值为150sec/100c,厚度为9.5μm,纵截面微孔结构分布如下:10nm≤孔径≤500nm的孔数占总孔数90%以上;500nm《孔径≤800nm的孔数占总孔数10%以下;800nm《孔径≤1500nm的孔数占总孔数为0%。如附图7所示。
119.实施例5
120.本实施例稀释剂为石蜡油,本实施例聚烯烃树脂为分子量均值为90万的聚乙烯(厂家:asahikasei,型号:uh650),所用设备为中材锂膜有限公司湿法隔膜线。
121.(1)挤出:石蜡油与聚烯烃树脂(聚乙烯)分别按比例输送至挤出机中,其中聚乙烯的质量占比为21%,石蜡油的质量占比为79%,石蜡油-聚烯烃树脂混合体系经挤出机加热熔融后,形成均匀的混合熔体;
122.(2)成型:将(1)得到的混合熔体流出到流延辊降温,进行相分离,冷却成型,制得膜片,此过程通过调节辊筒速比或速度差使得膜片纵向张力为145n/m;
123.(3)双向拉伸:将(2)制得的膜片加热至接近熔点温度,进行双向拉伸使分子链取向,得到经双向拉伸面积增加至64倍的膜片;
124.(4)萃取:用二氯甲烷洗脱步骤(3)经双向拉伸的膜片中残留的稀释剂;
125.(5)干燥:将萃取后的膜进行烘干,膜移出溶剂至干燥过程通过调节辊筒速比或速度差使得膜片纵向张力为320n/m,此过程采用剪辊给予基膜在td方向加持力,剪辊或压辊给予膜在td方向的加持力>1n,膜横向两侧对称剪辊共使用10个;
126.(6)横向拉伸:将步骤(5)得到的烘干后的膜进行横向拉伸,并定型、回缩;
127.(7)得到多孔薄膜,即本发明高安全性锂离子电池基膜。
128.本实施例制备得到的锂离子电池基膜性能参数为:
129.孔隙率为41%,透气度值为142sec/100c,厚度为12.0μm,纵截面微孔结构分布如下:10nm≤孔径≤500nm的孔数占总孔数96%以上;500nm《孔径≤800nm的孔数占总孔数4%以下;800nm《孔径≤1500nm的孔数占总孔数为0%。
130.此外,同样的方法可以制备出孔隙率为25~70,透气度为50~400sec/100c,厚度为3~20μm,所得截面微观结构均满足:10nm≤孔径≤500nm的孔数占总孔数70%以上;500nm《孔径≤800nm的孔数占总孔数30%以下;800nm《孔径≤1500nm的孔数占总孔数2%以下。
131.实施例6
132.一种高一致性截面结构的复合隔膜制备方法,包括:
133.(1)基膜采用上述实施例4湿法制备的9.5μm厚隔膜;
134.(2)涂覆浆料配制:取15重量份聚偏氟乙烯胶液(质量分数为20%)和20重量份聚酰亚胺胶液(质量分数为10%),溶解到57重量份二甲基乙酰胺和三丙二醇混合液中(其中,二甲基乙酰胺、三丙二醇与水的重量比为15:70:30),之后依次加入20重量份硅烷偶联剂改性的d50为0.64μm氧化铝、3重量份乳液型丙烯酸酯类粘结剂(固含量为40%,25℃粘度为20cps~200cps),室温混合搅拌1h,得到白色粘稠涂覆浆料。
135.(3)涂覆过程:通过mcd型涂布机,采用凹版涂覆方式在上述9.5μm基膜的两侧涂覆上述涂覆浆料,此过程通过控制各辊速比或速差,确保膜纵向张力为35n;之后浸入到22℃的凝固液(二甲基乙酰胺、三丙二醇与水的重量比28:12:60),待聚烯烃多孔膜表面的湿膜先固化,依次水洗、干燥,得到复合隔膜;复合隔膜出水槽液面后至干燥过程,涂层厚度两侧各为2μm,整个过程通过临近前后辊筒速度差控制小于0.1m/min,使得纵向过程张力最大值为100n/m,并且此过程采用剪辊给予膜在td方向加持力,每个剪辊给予膜在td方向的加持力>0.3n,膜横向两侧对称剪辊共使用4个,制备出高一致性截面结构的复合隔膜。
136.(4)所得复合隔膜透气度值为210sec/100c,厚度为13.5μm;涂层纵截面微孔结构分布如下:10nm≤孔径≤500nm的孔数占总孔数80%以上;500nm《孔径≤800nm的孔数占总孔数10%以下;800nm《孔径≤1500nm的孔数占总孔数为2%以下;基膜截面10nm≤孔径≤500nm的孔数占总孔数95%以上;500nm《孔径≤800nm的孔数占总孔数5%以下;800nm《孔径≤1500nm的孔数占总孔数为0%。如附图8所示。
137.实施例7
138.一种高一致性截面结构的复合隔膜制备方法,包括:
139.(1)基膜采用上述实施例5中湿法隔膜12μm厚产品;
140.(2)涂覆浆料配制:向质量分数为1.5%、表观粘度为300cp的芳纶原液中分散一定比例的氧化铝粉,通过高速分散乳化机搅拌30min,在1000目滤网过滤后得到均匀的对位芳纶浆料。
141.(3)涂覆过程:通过mcd型涂布机,采用凹版涂覆方式在基膜的一侧涂覆上述对位芳纶浆料,此过程通过控制各辊速比或速差,确保膜纵向张力为30n/m;制备的涂覆膜在60℃、60%rh的饱和蒸汽氛围下停留30s,随后进入纯水槽水洗120s;然后进入75℃的烘箱干燥60s,整个过程通过临近前后辊筒速度差,使得复合隔膜出水槽液面后至干燥过程纵向张力为40n/m;复合隔膜出水槽液面后至干燥过程,采用剪辊给予膜在td方向的加持力>
0.5n,膜横向两侧对称剪辊共使用6个;最后经过定型收卷得到单侧涂覆4μm芳纶的复合隔膜。
142.(4)所得复合隔膜透气度值为270sec/100c,厚度为16μm;涂层纵截面微孔结构分布如下:10nm≤孔径≤500nm的孔数占总孔数90%以上;500nm《孔径≤800nm的孔数占总孔数10%以下;800nm《孔径≤1500nm的孔数占总孔数为0%以下;基膜截面10nm≤孔径≤500nm的孔数占总孔数96%以上;500nm《孔径≤800nm的孔数占总孔数4%以下;800nm《孔径≤1500nm的孔数占总孔数为0%。
143.对比例
144.本对比例与实施例1的区别在于,步骤(2)相分离和冷却成型过程控制膜片纵向张力》2000n/m;步骤(5)膜移出溶剂至干燥过程控制膜片纵向张力》1000n/m,且不给予基膜在td方向加持力。制备得到的基膜如图4所示。
145.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1