重掺杂硅片、晶硅太阳能电池及其制备方法与流程
1.本发明涉及太阳能电池技术领域,特别是涉及一种重掺杂硅片、晶硅太阳能电池及其制备方法。
背景技术:
2.激光掺杂技术是在硅片的与金属栅线(即电极)的接触部分进行重掺杂,而在硅片的除电极以外的区域保持轻掺杂(低浓度掺杂)。一般地,通过热扩散方式,在硅片表面进行预扩散,形成轻掺杂。同时硅片表面的psg(磷硅玻璃层)作为局部激光重掺杂源,通过激光局部热效应,psg中磷原子二次快速扩散至硅片内部,形成局部的重掺杂区。一般地,重掺杂区与后续丝网印刷的金属栅线需完全重合;因此配合激光高精度图形化,可实现与后续丝网印刷良好的套印效果。此外,激光掺杂技术具有工艺流程简单、局部激光热效应可最大限度地降低高温对硅本体的热损伤、无需化学处理、无污染等优点。
3.在实际操作中,需在硅片的相应区域采用激光掺杂形成重掺杂区;为了便于后续丝网印刷对重掺杂区进行精准地定位,还需要在硅片上采用激光形成用于定位的标记图形(即mark图形)。如此,在后续丝网印刷时,可通过丝网印刷相机抓取该标记图形,以使丝网印刷的金属栅线与重掺杂区对位准确。然而,传统的激光掺杂开槽方法形成的标记图形存在被丝网印刷相机识别发暗的问题,而标记图形发暗,不利于丝网印刷相机的精准抓点,进而造成印刷的金属栅线出现大批量偏移和失效的问题。
技术实现要素:
4.基于此,有必要提供一种能够改善标记图形发暗的重掺杂硅片、晶硅太阳能电池及其制备方法。
5.本发明是通过如下技术方案实现的。
6.本发明的一个方面,提供一种重掺杂硅片的制备方法,包括如下步骤:
7.将硅片的正面依次进行制绒和扩散处理,得到待掺杂硅片;
8.确定所述待掺杂硅片正面的金属栅线区域及位于所述金属栅线区域以外的标记区;
9.采用激光依次连续地在所述标记区形成标记图形及在所述金属栅线区域进行激光掺杂形成重掺杂区;
10.其中,所述激光在形成所述标记图形时的打标速度小于在形成所述重掺杂区时的打标速度。
11.在其中一些实施例中,所述激光在形成所述标记图形时的打标速度为300~500毫米/秒,激光频率为50~170千赫兹;
12.和/或,所述激光在形成所述重掺杂区时的打标速度为20000~30000毫米/秒,激光频率为160~320千赫兹。
13.在其中一些实施例中,所述激光在形成所述标记图形时的打标速度为300~450毫
米/秒,激光频率为70~170千赫兹。
14.在其中一些实施例中,所述金属栅线区域包括副栅线对应区,所述副栅线对应区包括多条平行设置的第一直线区,所述标记图形位于相邻两个所述第一直线区之间。
15.在其中一些实施例中,所述金属栅线区域还包括防断栅对应区,所述防断栅对应区包括多条平行设置的第二直线区,所述第二直线区与所述第一直线区相交。
16.在其中一些实施例中,采用激光依次连续地在所述标记区形成标记图形、在所述副栅线对应区和所述防断栅对应区进行激光掺杂形成重掺杂区。
17.在其中一些实施例中,所述标记图形的形状为环形、圆点或+形。
18.本发明的另一个方面,提供一种重掺杂硅片,采用上述任一项所述的重掺杂硅片的制备方法制得。
19.本发明的另一个方面,提供一种晶硅太阳能电池的制备方法,包括如下步骤:
20.采用上述任一项所述的制备方法制得重掺杂硅片;及
21.在所述重掺杂硅片的正面的所述重掺杂区和背面分别形成金属电极。
22.本发明的另一个方面,提供一种晶硅太阳能电池,采用上述的晶硅太阳能电池的制备方法制得。
23.由于激光在形成标记图形时的打标速度和在形成重掺杂区时的打标速度不相同,故而在形成标记图形和形成重掺杂区时存在着激光的打标速度的转变此过程伴随着激光能量的急速改变。上述重掺杂硅片的制备方法,改变了标记图形和重掺杂区的打标顺序,使激光先在较低的打标速度下形成标记图形,然后在较高的打标速度下形成重掺杂区,不仅可以很好地满足标记图形和重掺杂区的打标能量需求,减少了形成标记图形时硅片受到的激光能量,进而可减少对硅片的损伤,且还可以很好地解决从较高的打标速度至较低的打标速度的转化过程中的能量急速改变问题,也避免了打标速度转变带来的激光不稳定的问题,同时形成的标记图形清晰完整易识别,便于后续形成金属栅线准确定位,大大改善了金属栅线偏移和失效的问题,提高了良品率,还可有效提高形成重掺杂区的打标速度,进而提高生产效率。
附图说明
24.图1为一实施方式的待掺杂硅片的激光掺杂分区示意图;
25.图2为对比例1形成的标记图形在丝网印刷相机下的照片;
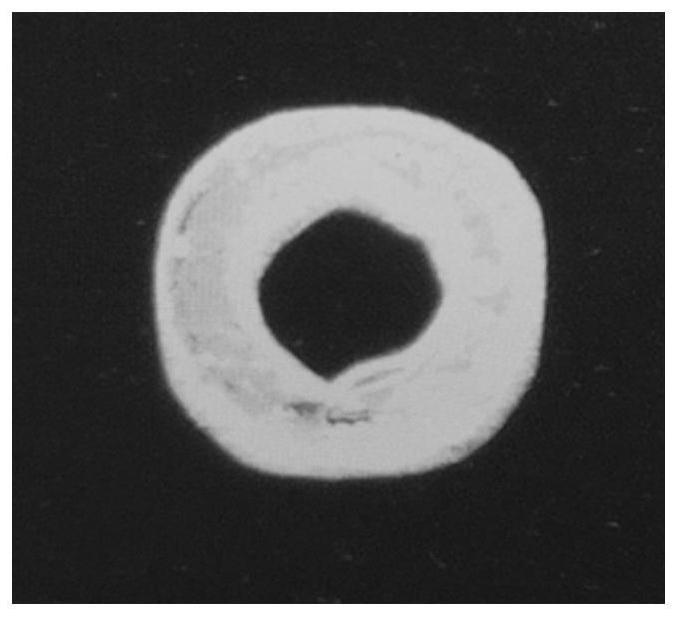
26.图3为实施例1形成的标记图形在丝网印刷相机下的照片。
具体实施方式
27.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。应当理解,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
28.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“和/或”包括一个或多个相
关的所列项目的任意的和所有的组合。
29.在本发明的描述中,需要理解的是,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
30.如上所述,激光psg掺杂法是采用扩散时形成的磷硅玻璃层作为掺杂源进行激光扫描,形成重掺杂区。然而在进行激光掺杂之前,需要确定硅片上激光掺杂的区域位置,硅片上的激光掺杂的区域位置一般为副栅线的位置,然后测试金属栅线区域的方阻降和副栅间距pt值(其在指位于最外侧的两个副栅线之间的距离),保证其能够与后续丝网印刷的网板完全匹配。
31.传统的激光掺杂方法是在确定需要激光掺杂的区域位置(例如金属栅线区域)之后,先采用激光开槽的方式在该区域位置形成重掺杂区,如此确定好硅片的主体结构,然后再在硅片上的金属栅线区域以外的区域上形成标记图形,这种方式形成标记图形十分简单便利。同时,考虑副栅线的数量较多,对应的激光开槽所需的时间(也称为打标时间)相对较长,故而有足够的时间把激光器的打标速度提高到所需要的打标速度,对于副栅线来说,其打标能量和打标速度也相对较大。然而,在进行标记图形的打标时,标记图形一般面积较小,为了减小对于硅片的损害,避免在进行标记图形的打标时造成硅片的隐裂或破碎问题,需要降低标记图形打标时的打标速度。
32.然而本发明的技术人员经过大量的实践发现,上述这种激光掺杂开槽方法形成的标记图形存在被丝网印刷相机识别发暗的问题,而标记图形发暗,不利于丝网印刷相机的精准抓点,进而造成印刷的金属栅线出现大批量偏移和失效的问题。本发明的技术人员经过研究发现,这可能是因为副栅线和标记图形的整个打标过程相对较短(约1秒左右),且对于副栅线和标记图形所需的打标速度和打标能量均不相同。一般地,副栅线的打标速度大于标记图形的打标速度,然而从副栅线的较高的打标速度至标记图形的较低的打标速度的转化过程中存在着能量的急速改变,进而导致激光不稳定,激光波动较大,最终才导致打标得到的标记图形在丝网印刷相机识别下出现发暗的问题。而标记图形发暗,不利于丝网印刷相机的精准抓点,进而造成印刷的金属栅线出现大批量偏移和失效的问题。
33.可理解,丝网印刷相机可为其他相机,这里仅为一种示例。丝网印刷也仅仅为一种具体可选的实现金属栅线的方式,而金属栅线的形成方法不限于此。但为了对重掺杂区进行精准地定位,以便在重掺杂区精确地形成金属栅线,都需要采用相机去识别和获取标记图形的位置,以便于准确定位。
34.基于此,本发明的技术人员在大量研究的基础上,打破常规,提出了一种全新的硅片的激光掺杂方法,该激光掺杂方法也为重掺杂硅片提供了一种新的制备方法。
35.本发明的一实施方式提供了一种重掺杂硅片的制备方法,包括如下步骤s11~s13。
36.步骤s11、将硅片的正面依次进行制绒和扩散处理,得到待掺杂硅片。
37.制绒的目的是先在硅片的正面形成绒面,增加太阳光的吸收,减少太阳光的反射,进而可增加pn结面积,提高短路电流,进而提高电池的光电转化效率。
38.扩散的目的是为电池制造pn结,扩散时形成的磷硅玻璃层(psg)可作为步骤s13激
光掺杂的掺杂源。
39.步骤s12、确定待掺杂硅片正面的金属栅线区域及位于金属栅线区域以外的标记区。
40.如图1所示,其示出了待掺杂硅片的激光掺杂分区示意图;其中
×
代表待掺杂硅片的中心点,以该中心点为原点,建立四象限二维坐标。待掺杂硅片的金属栅线区域11包含有副栅线对应区和防断栅对应区。进一步地,副栅线对应区包括多条平行设置的第一直线区111,标记图形位于相邻两个第一直线区111之间。防断栅对应区包括多条平行设置的第二直线区112,第二直线区112与第一直线区111相交。
41.更进一步地,第二直线区112与第一直线区111垂直相交。
42.可理解,在其他实施例中,待掺杂硅片的金属栅线区域11也可不包含防断栅对应区。
43.进一步地,在图1所示的具体示例中,待掺杂硅片上金属栅线区域11以外的区域设有标记区12,标记区12位于位于相邻两个第一直线区111之间。更进一步地,标记区12位于位于相邻两个第二直线区112之间。
44.进一步地,标记区12有4个,以第一直线区111和第二直线区112的方向为xy轴,以上述中心点为原点,该4个标记区12分别位于形成的二维坐标的四个象限中。进一步地,该4个标记区距离原点的横纵距离相同。
45.步骤s13、采用激光依次连续地在标记区形成标记图形及在金属栅线区域进行激光掺杂形成重掺杂区。
46.其中,激光在形成标记图形时的打标速度小于在形成重掺杂区时的打标速度。
47.可理解,上述“依次连续”是指后续的步骤按照先后顺序进行,且先后进行的两个步骤中激光对应的激光器是不间断工作的。换言之,在标记区形成标记图形及在金属栅线区域进行激光掺杂形成重掺杂区是先后进行的,且,激光对应的激光器在形成标记图形和重掺杂区之间的时间间隔内是不停机的。
48.由于激光在形成标记图形时的打标速度和在形成重掺杂区时的打标速度不相同,故而在形成标记图形和形成重掺杂区时存在着激光的打标速度的转变此过程伴随着激光能量的急速改变。上述重掺杂硅片的制备方法,改变了标记图形和重掺杂区的打标顺序,使激光先在较低的打标速度下形成标记图形,然后在较高的打标速度下形成重掺杂区,不仅可以很好地满足标记图形和重掺杂区的打标能量需求,减少了形成标记图形时硅片受到的激光能量,进而可减少对硅片的损伤,且还可以很好地解决从较高的打标速度至较低的打标速度的转化过程中的能量急速改变问题,也避免了打标速度转变带来的激光不稳定的问题,同时形成的标记图形清晰完整易识别,便于后续形成金属栅线准确定位,大大改善了金属栅线偏移和失效的问题,提高了良品率,还可有效提高形成重掺杂区的打标速度,进而提高生产效率。
49.在其中一些实施例中,激光在形成标记图形时的打标速度为300~500毫米/秒,例如300毫米/秒、310毫米/秒、320毫米/秒、340毫米/秒、350毫米/秒、380毫米/秒、400毫米/秒、420毫米/秒、450毫米/秒、480毫米/秒、500毫米/秒;激光频率为50~170千赫兹,例如50千赫兹、60千赫兹、70千赫兹、80千赫兹、90千赫兹、100千赫兹、110千赫兹、120千赫兹、130千赫兹、140千赫兹、150千赫兹、160千赫兹、170千赫兹。
50.进一步地,激光在形成标记图形时的打标速度为300~450毫米/秒,激光频率为70~170千赫兹。更进一步地,激光在形成标记图形时的打标速度为300~340毫米/秒,激光频率为130~170千赫兹。
51.在其中一些实施例中,激光在形成重掺杂区时的打标速度为20000~30000毫米/秒,激光频率为160~320千赫兹。
52.在其中一些实施例中,标记图形形成于上述标记区。在一具体示例中,金属栅线区域包括副栅线对应区,副栅线对应区包括多条平行设置的第一直线区,标记图形位于相邻两个第一直线区之间。
53.进一步地,标记图形的形状为环形、圆点或+形,例如圆环形。可理解,标记图形的形状包括但不限于此。进一步地,标记图形的外径为0.5毫米。
54.进一步地,金属栅线区域还包括防断栅对应区时,步骤s13为:采用激光依次连续地在标记区形成标记图形、在副栅线对应区和防断栅对应区进行激光掺杂形成重掺杂区。即,在标记区形成标记图形之后,先在副栅线对应区形成重掺杂区,然后在防断栅对应区形成重掺杂区。
55.可理解,在另一示例中,也可在标记区形成标记图形之后,先在防断栅对应区形成重掺杂区,然后在副栅线对应区形成重掺杂区。
56.本发明的另一实施方式,提供一种重掺杂硅片,采用上述任一项的重掺杂硅片的制备方法制得。
57.上述制备方法制得的重掺杂硅片,其形成的标记图形清晰完整易识别,便于后续形成金属栅线准确定位,大大改善了金属栅线偏移和失效的问题,提高了良品率。
58.本发明的另一实施方式,提供一种晶硅太阳能电池及其制备方法,该晶硅太阳能电池的制备方法包括如下步骤s10~s20。
59.步骤s10、采用上述任一项的制备方法制得重掺杂硅片;及
60.步骤s20、在重掺杂硅片的正面的重掺杂区和背面分别形成金属电极。
61.上述晶硅太阳能电池的制备方法,其重掺杂硅片形成的标记图形清晰完整易识别,便于正面形成金属电极的准确定位,大大改善了金属电极出现偏移和失效的问题,提高了晶硅太阳能电池的良品率。
62.可理解,正面在重掺杂区形成的金属电极为金属栅线,以减少金属电极对正面的遮挡,增加正面对于太阳光的吸收,且同时要满足有效收集载流子的需求。金属栅线可为银金属栅线。背面的金属电极可为整面电极,例如整面的银电极层。
63.在其中一些实施例中,在重掺杂硅片的正面形成的金属电极包含有副栅线,副栅线形成于重掺杂区,具体是形成于副栅线对应区。进一步地,在重掺杂硅片的正面形成的金属电极包含有防断栅线,防断栅线形成于防断栅对应区。如此形成多条平行且间隔设置的副栅线,以及与副栅线相交的副栅线对应区。防断栅线的材质可与副栅线相同,其作用主要是与副栅线连接,起到一定的支撑连接、起到防止副栅线断裂的作用。
64.进一步地,正面的副栅线、防断栅线等金属栅线采用丝网印刷的方式形成,如此丝网印刷相机能够获取到清晰完整的标记图形,进而有利于金属栅线的精准定位。
65.可理解,在正面还可设有主栅线,用于将副栅线收集的载流子导出。
66.可理解,上述晶硅太阳能电池的制备方法在步骤s10之后且在步骤s20之前,还包
括如下步骤:
67.对重掺杂硅片进行热氧处理、去除表面的psg层、碱抛处理和退火处理,然后对重掺杂硅片的背面形成氧化铝钝化层,对重掺杂硅片的正面和背面形成减反射膜,再对背面进行激光开槽处理。
68.进一步地,步骤s20在正面和背面均采用丝网印刷的方式采用银浆料涂覆,烧结形成金属电极。之后进行电池性能的测试。
69.为了使本发明的目的、技术方案及优点更加简洁明了,本发明用以下具体实施例进行说明,但本发明绝非仅限于这些实施例。以下所描述的实施例仅为本发明较好的实施例,可用于描述本发明,不能理解为对本发明的范围的限制。应当指出的是,凡在本发明的精神和原则之内所做的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
70.为了更好地说明本发明,下面结合实施例对本发明内容作进一步说明。以下为具体实施例。
71.对比例1
72.在硅片的正面依次进行制绒和扩散处理,得到待掺杂硅片。
73.针对待掺杂硅片,设计激光掺杂分区图纸,如图1所示。
×
代表待掺杂硅片的中心点,以该中心点为原点,以第一直线区111和第二直线区112的方向为xy轴,建立四象限二维坐标。
74.根据丝网印刷网版上的副栅间距pt值及副栅线的数量,通过副栅间距pt值/(副栅根数-1),计算出相邻两根副栅线之间的距离,等额均分标出其所有副栅线所在位置,即第一直线区111。pt值设置为157.195微米,副栅线为120根,则相邻两根副栅线之间的距离=副栅间距pt值/(副栅根数-1)为1.3209微米。
75.依次按照参数位置坐标,分别标出防断栅线所在位置,即第二直线区112。
76.确定标记区12的位置,4个标记区12分别位于形成的二维坐标的四个象限中,该4个标记区12距离原点的横纵距离相同。纵坐标相同的2个标记区的水平间距为116.8微米,横坐标相同的2个标记区的垂直间距为134.745微米。
77.按照图1的激光掺杂分区示意图,采用激光依次连续在第一直线区111和第二直线区112进行激光掺杂形成重掺杂区,及在标记区12形成标记图形。
78.其中,激光在第一直线区111和第二直线区112形成重掺杂区时的打标速度为25000毫米/秒,激光频率为245千赫兹。激光在形成标记图形时的打标速度为350毫米/秒,激光频率为120千赫兹。
79.实施例1
80.在硅片的正面依次进行制绒和扩散处理,得到待掺杂硅片;
81.针对待掺杂硅片,设计激光掺杂分区图纸,如图1所示。
×
代表待掺杂硅片的中心点,以该中心点为原点,以第一直线区111和第二直线区112的方向为xy轴,建立四象限二维坐标。
82.4个标记区12分别位于形成的二维坐标的四个象限中,该4个标记区距离原点的横纵距离相同。确定标记区12的位置。纵坐标相同的2个标记区的水平间距为116.8微米,横坐标相同的2个标记区的垂直间距为134.745微米。
83.根据丝网印刷网版上的副栅间距pt值及副栅线的数量,通过副栅间距pt值/(副栅
根数-1),计算出相邻两根副栅线之间的距离,等额均分标出其所有副栅线所在位置,即第一直线区111。pt值设置为157.195微米,副栅线为120根,则相邻两根副栅线之间的距离=副栅间距pt值/(副栅根数-1)为1.3209微米。
84.依次按照参数位置坐标,分别标出防断栅线所在位置,即第二直线区112。
85.按照图1的激光掺杂分区示意图,采用激光依次连续在标记区12形成标记图形、在第一直线区111和第二直线区112进行激光掺杂形成重掺杂区。
86.其中,激光在形成标记图形时的打标速度为350毫米/秒,激光频率为120千赫兹。激光在第一直线区111和第二直线区112形成重掺杂区时的打标速度为25000毫米/秒,激光频率为245千赫兹。
87.实施例1和对比例1基本相同,区别仅在于:标记图形和重掺杂区的打标顺序不同。对比例1形成的标记图形的偏暗片,如图2所示。经统计,对比例1的每批次共55万片产品中有176片偏暗片。实施例1形成的标记图形在丝网印刷相机下圆环完整,轮廓清晰,如图3所示。经统计,实施例1的每批次共55万片产品中偏暗片的数量下降为30片。相比对比例1,实施例1的暗片数量的下降幅度达到83%。
88.实施例2
89.实施例2与实施例1基本相同,区别在于:针对待掺杂硅片,设计激光掺杂分区图纸不含有防断栅线,即不含有第二直线区112。且,纵坐标相同的2个标记区的水平间距为96.45微米,横坐标相同的2个标记区的垂直间距为138微米。pt值设置为157.185微米,副栅线为134根,则相邻两根副栅线之间的距离=副栅间距pt值/(副栅根数-1)为1.181微米。
90.其中,激光在形成标记图形时的打标速度为350毫米/秒,激光频率为120千赫兹。激光在第一直线区111和第二直线区112形成重掺杂区时的打标速度为25000毫米/秒,激光频率为245千赫兹。
91.对比例2
92.对比例2与实施例2基本相同,区别在于:标记图形和重掺杂区的打标顺序不同。具体是:采用激光依次连续在第一直线区111进行激光掺杂形成重掺杂区,及在标记区12形成标记图形。
93.经统计,对比例2的每批次共55万片产品中有200片偏暗片。实施例2的每批次共55万片产品中偏暗片的数量下降为40片。相比对比例2,实施例2的暗片数量的下降幅度达到80%。
94.实施例3
95.实施例3与实施例2基本相同,区别在于:激光在形成标记图形时的打标速度为300毫米/秒,激光频率为170千赫兹。经统计,实施例3的每批次共55万片产品中有35片偏暗片。这可能是因为相比于实施例2,实施例3的打标速度更慢,频率更高,打标形成的圆环形的标记图形会更均匀更亮。
96.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
97.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来
说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准,说明书及附图可以用于解释权利要求的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1