一种扣式电池正极片上料机构及上料装置的制作方法
1.本实用新型涉及扣式电池自动化生产设备技术领域,尤其涉及一种扣式电池正极片上料机构及上料装置。
背景技术:
2.锂锰扣式电池行业,电池组装线是扣式电池行业的主要核心设备,其承担成品电池生产最后也是最重要的工作,即组装装配。组装线的技术发展也经历很多年的更新迭代和发展。发展至今组装线的大部分工序已经能做到自动化完成。目前大部分企业的电池组装线不能做到全自动组装后封口,特别是在正极工位不能做到自动正极入盖,每条组装线至少需要一人在正极工作做辅助性的工作,才能使组装线正常运转,导致生产效率低下,且不良率和故障率高。中国实用新型专利cn201219117y公开了一种用于扣式电池生产中的正极片置入机,需人工将正极片从上至下放入管状料筒中,一方面,由于机械手精度有限,很难实现正极片从上至下全自动入料,需要一名看机手排除故障并辅助上正极;另一方面,即便制备出高精度机械手,受结构限制,机械手每次只能抓取一枚正极片入料,导致机械手使用成本高。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有技术的不足,提供一种无需人工辅助即可完成正极片入盖工序自动化的扣式电池正极片上料机构及上料装置。
4.为解决上述技术问题,本实用新型采用以下技术方案:
5.一种扣式电池正极片上料机构,包括水平板和立于水平板上的上料柱,所述上料柱的一侧面上开设有可供正极片部分地水平伸入的第一槽,所述第一槽沿竖直方向延伸至贯穿上料柱的下端面;所述水平板的上端面上开设有可水平放置正极片的第二槽,所述第二槽沿水平方向延伸至贯穿水平板的一个侧端面,所述第一槽与第二槽连通,以使第一槽内的正极片可掉入第二槽中,所述第二槽的槽深大于或等于一个正极片的厚度,且小于两个正极片的厚度;所述水平板上设有用于将掉入第二槽内的正极片推出至第二槽外的推送机构;
6.所述上料柱上设有两个导向组件,两个导向组件分设于第一槽槽宽方向的两侧;所述导向组件包括与上料柱相连的第一驱动件,以及与第一驱动件相连的导向条,所述导向条具有导向位置和非导向位置,所述导向条位于导向位置时,两个导向条相对的端面形成防止第一槽中正极片散落且引导第一槽中正极片沿竖直方向下落的导向面,所述导向条位于非导向位置时,所述正极片可伸入第一槽中;所述第一驱动件用于驱动导向条靠近或远离第一槽以使导向条往返于导向位置和非导向位置之间。
7.作为上述技术方案的进一步改进:
8.所述上料柱上设有用于安装第一驱动件的固定板。
9.所述第一驱动件为伸缩缸。
10.所述第一驱动件和导向条之间连接有用于将导向条定位于导向位置的定位板,所述导向条位于导向位置时,所述定位板与上料柱相应的侧端面抵接。
11.所述第一槽中可容置多个沿竖直方向堆叠的正极片。
12.所述推送机构包括安装于水平板上的第二驱动件、与第二驱动件相连的连接板,以及连接于连接板下端的推板,所述推板位于第二槽中;所述第二驱动件可驱动推板沿第二槽长度方向往复移动。
13.作为一个总的发明构思,本实用新型还提供一种扣式电池正极片上料装置,包括上述的扣式电池正极片上料机构,以及用于将正极片送入第一槽中的送料机构。
14.作为上述技术方案的进一步改进:
15.所述送料机构包括机械手、与机械手相连的翻转机构,以及用于容置正极片的料盒,所述机械手位于料盒的上方,所述机械手具有抓取状态和送料状态,当所述机械手位于抓取状态时,所述机械手抓取料盒中的正极片,当所述机械手位于送料状态时,所述机械手将正极片置入第一槽中后松开正极片;所述翻转机构用于驱动机械手在竖直平面内旋转,以使机械手往返于抓取状态和送料状态之间。
16.所述送料机构还包括与翻转机构相连的横移机构,所述横移机构用于驱动机械手沿第一槽槽宽方向往复移动,以使机械手抓取料盘中不同位置的正极片。
17.所述翻转机构与一竖向布置的安装板相连,所述安装板上设有第三驱动件,所述第三驱动件用于在机械手位于抓取状态时驱动机械手上下移动,且在机械手位于送料状态时驱动机械手靠近或远离第一槽。
18.与现有技术相比,本实用新型的优点在于:
19.本实用新型通过对正极上料机构结构进行优化,从而无需人工辅助即可完成正极片入盖工序的自动化,减少了设备故障导致的异常停机和产品不良,且提高了生产效率和产品品质。
附图说明
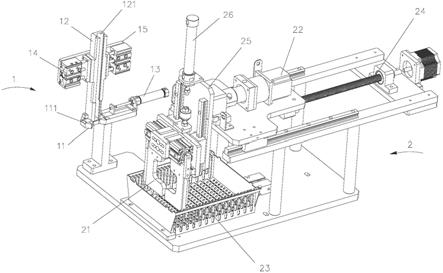
20.图1为本实用新型实施例的扣式电池正极片上料装置的立体结构示意图。
21.图2为上料机构的立体结构示意图。
22.图3为送料机构的立体结构示意图。
23.图例说明:1、上料机构;11、水平板;12、上料柱;121、第一槽;111、第二槽;13、推送机构;14、导向组件;141、第一驱动件;142、导向条;143、定位板;15、固定板;131、第二驱动件;132、连接板;133、推板;2、送料机构;21、机械手;22、翻转机构;23、料盒;24、横移机构;25、安装板;26、第三驱动件。
具体实施方式
24.为了使本技术领域的人员更好地理解本技术中的技术方案,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。
25.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件上,它可以直接在另一个元件上或者间接设置在另一个元件上;当一个元件被称为是“连接于”另一个元件,
它可以是直接连接到另一个元件或间接连接至另一个元件上。
26.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
27.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,多个”、“若干个”的含义是两个或两个以上,除非另有明确具体的限定。
28.须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本技术可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本技术所能产生的功效及所能达成的目的下,均应仍落在本技术所揭示的技术内容得能涵盖的范围内。
29.实施例1:
30.如图1所示,本实施例的扣式电池正极片上料装置,包括上料机构1和送料机构2。
31.如图2所示,上料机构1包括水平板11和立于水平板11上的上料柱12,水平板11通过立柱支撑于扣式电池组装线的工作台上。上料柱12的一侧面上开设有可供正极片部分地水平伸入的第一槽121,第一槽121沿竖直方向延伸至贯穿上料柱12的下端面;第一槽121中可容置多个沿竖直方向堆叠的正极片。水平板11的上端面上开设有可水平放置正极片的第二槽111,第二槽111沿水平方向延伸至贯穿水平板11的一个侧端面,第一槽121与第二槽111连通,以使第一槽121内的正极片可掉入第二槽111中,第二槽111的槽深大于或等于一个正极片的厚度,且小于两个正极片的厚度;水平板11上设有用于将掉入第二槽111内的正极片推出至第二槽111外的推送机构13。具体地,扣式电池组装线工作台上设有与第二槽111对接的正极片上料工位。
32.上料柱12上设有两个导向组件14,两个导向组件14分设于第一槽121槽宽方向的两侧;导向组件14包括与上料柱12相连的第一驱动件141,以及与第一驱动件141相连的导向条142,上料柱12上设有用于安装第一驱动件141的固定板15。导向条142具有导向位置和非导向位置,导向条142位于导向位置时,两个导向条142相对的端面形成防止第一槽121中正极片散落且引导第一槽121中正极片沿竖直方向下落的导向面,导向条142位于非导向位置时,正极片可通过机械伸入第一槽121中;第一驱动件141用于驱动导向条142靠近或远离第一槽121以使导向条142往返于导向位置和非导向位置之间。第一驱动件141和导向条142之间连接有用于将导向条142定位于导向位置的定位板143,导向条142位于导向位置时,定位板143与上料柱12相应的侧端面抵接。
33.其中,推送机构13包括安装于水平板11上的第二驱动件131、与第二驱动件131相连的连接板132,以及连接于连接板132下端的推板133,推板133位于第二槽111中;第二驱动件131可驱动推板133沿第二槽111长度方向往复移动。
34.本实施例中,第一驱动件141和第二驱动件131均为伸缩缸。
35.送料机构2用于将正极片送入第一槽121中。如图3所示,送料机构2包括机械手21、
与机械手21通过安装板25相连的翻转机构22、与翻转机构22相连的横移机构24,以及用于容置正极片的料盒23。其中,料盒23设于扣式电池组装线的工作台上。
36.机械手21位于料盒23的上方,机械手21具有抓取状态和送料状态,当机械手21位于抓取状态时,机械手21抓取料盒23中的正极片,当机械手21位于送料状态时,机械手21将正极片置入第一槽121中后松开正极片;翻转机构22用于驱动机械手21在竖直平面内旋转,以使机械手21往返于抓取状态和送料状态之间。
37.横移机构24用于驱动机械手21沿第一槽121槽宽方向往复移动,以使机械手21抓取料盘中不同位置的正极片。
38.横移机构24包括横移台241、安装于横移台241上的第一滑轨242、滑设于第一滑轨242上的丝杠螺母、设于丝杠螺母上端的支撑板243、与丝杠螺母螺纹连接的丝杆244,以及与丝杆244传动相连的驱动电机245,驱动电机245固定于横移台241上。横移台241通过支柱固定于扣式电池组装线的工作台上。
39.翻转机构22固定于支撑板243上,本实施例中,翻转机构22为旋转电机。翻转机构22的驱动端与竖向布置的安装板25相连,安装板25上设有竖向布置的第二滑轨251,机械手21滑设于第二滑轨251上。安装板25上还设有与机械手21相连的第三驱动件26,第三驱动件26用于在机械手21位于抓取状态时驱动机械手21上下移动,且在机械手21位于送料状态时驱动机械手21靠近或远离第一槽121。本实施例中,第三驱动件26为伸缩缸。
40.以上所述,仅是本技术的较佳实施例,并非对本技术做任何形式的限制,虽然本技术以较佳实施例揭示如上,然而并非用以限制本技术,任何熟悉本专业的技术人员,在不脱离本技术技术方案的范围内,利用上述揭示的技术内容做出些许的变动或修饰均等同于等效实施案例,均属于技术方案范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1