一种硅基异质结太阳能电池模组的制作方法
1.本实用新型涉及一种硅基异质结太阳能电池模组。
背景技术:
2.随着光伏行业的迅速发展,行业降本需求愈加急迫,高效组件的应用,是降低光伏电量度电成本、实现平价上网最主要的途径。
3.硅基异质结太阳能电池(hit或hjt)的对称结构是天然的双面电池,量产效率达到24%以上,显著高于常规晶硅太阳能电池。以硅基异质结太阳能电池制作双玻、双面组件,能够最大化的体现硅基异质结太阳能电池双面发电、高效率的优点,实现更高的组件效率。
4.但是硅基异质结太阳能电池与常规晶硅电池相比,因其本身低温制程的特点,其高效组件技术存在以下局限:其一,常用的激光器切割电池片产生的热损伤对非晶硅膜层破坏极为严重,特别对pn结钝化一面激光切割损伤对硅基异质结太阳能电池转换效率影响尤为显著;其二,激光切割边沿附近的钝化层受热损伤,在光照条件下载流子复合更加显著;其三,异质结太阳能电池片采用多主栅焊接,激光切割边沿在焊接过程中易隐裂。这些局限,在一定程度上限制了硅基异质结太阳能电池组件功率的进一步提高。
技术实现要素:
5.本实用新型的目的在于提供一种硅基异质结太阳能电池模组,增大子电池片边缘与焊带的接触面积,可最大限度避免因子电池片边缘受力不均产生隐裂。
6.本实用新型的目的通过如下技术方案实现:
7.一种硅基异质结太阳能电池模组,它包括依次排列的多个子电池片以及设于相邻两个子电池片之间的整形焊带;前一个子电池片的背面电极与后一个子电池片的正面电极通过整形焊带对应端部进行焊接;所述整形焊带中部为扁平段,所述扁平段与相邻两子电池片的边缘相接触。
8.较之现有技术而言,本实用新型的优点在于:
9.(1)整形焊带中部扁平处理,增大子电池片边缘与焊带的接触面积,可最大限度避免因子电池片边缘受力不均产生隐裂。
10.(2)采用波长更短的皮秒或纳秒激光器,对硅基异质结太阳能电池进行激光切割,单个光斑能量更小,所产生的热效应区域更小,可有效降低硅基异质结太阳能电池切割过程的效率损失;采用非pn结钝化面进行激光切割,能够进一步减少效率损失。
11.(3)交叠的子电池片阵列的设计,可减少子电池片排列间隙,最大化利用组件面积,提高组件功率。
12.(4)将子电池片的激光切割边沿叠放于相邻子电池片的下部,通过相邻子电池片的遮挡,避免了激光切割边沿及附近区域直接暴露在自然光线的照射中,可有效减少该区域的载流子的复合。
附图说明
13.图1为本实用新型硅基异质结太阳能电池模组所采用的硅基异质结太阳能电池结构及激光切割示意图;
14.图2为本实用新型一种硅基异质结太阳能电池模组部分结构示意图;
15.图3为本实用新型一种硅基异质结太阳能电池模组相邻子电池片交叠位置的整形焊带连接的示意图;
16.图4为本实用新型一种硅基异质结太阳能电池模组的整形焊带连接相邻子电池片的示意图;
17.图5为本实用新型一种硅基异质结太阳能电池模组相邻子电池片交叠位置整形焊带扁平化区域的示意图;
18.图6为本实用新型硅基异质结太阳能电池模组所采用的硅基异质结太阳能电池结构及激光切割示意图;
19.图7为本实用新型一种硅基异质结太阳能电池模组部分结构示意图;
20.图8为本实用新型一种硅基异质结太阳能电池模组相邻子电池片交叠位置的整形焊带连接的示意图;
21.图9为本实用新型一种硅基异质结太阳能电池模组的整形焊带连接相邻子电池片的示意图;
22.图10为本实用新型一种硅基异质结太阳能电池模组相邻子电池片交叠位置整形焊带扁平化区域的示意图。
具体实施方式
23.一种硅基异质结太阳能电池模组,它包括依次排列的多个子电池片以及设于相邻两个子电池片之间的整形焊带;前一个子电池片的背面电极与后一个子电池片的正面电极通过整形焊带对应端部进行焊接;所述整形焊带中部为扁平段,所述扁平段与相邻两子电池片的边缘相接触。
24.所述硅基异质结太阳能电池片是以直拉单晶硅片(cz)、铸造单晶硅片或多晶硅片为基底,采用非晶硅或微晶硅膜层钝化并形成pn结制作而成的异质结太阳能电池片。
25.所述整形焊带是中部经挤压位置形成局部扁平的圆形或椭圆形焊带;所述扁平段的长度为1mm至4mm,宽度为0.5mm至3mm,厚度为0.08mm至0.3mm。
26.所述圆形或椭圆形焊带是指表面有锡合金涂层的铜带,其截面为圆形或椭圆形,截面直径为0.2mm至0.45mm,其中锡合金涂层厚度为0.01mm至0.1mm。
27.它还包括设置于子电池片上表面的第一热熔胶层、设于第一热熔胶层上表面的模组面板、设置于子电池片下表面的第二热熔胶层以及设置于第二热熔胶层下表面的模组背板。
28.所述第一热熔胶层和第二热熔胶层包为eva、poe、surly胶膜中的一种。所述模组面板和模组背板为玻璃或光伏背板。
29.所述子电池片是硅基异质结太阳能电池片经激光切割裂片而成;所述激光切割为,激光波长小于550nm的纳秒或皮秒,激光切割的深度是硅基异质结太阳能电池片基底厚度的30
‑
70%。所述子电池片是硅基异质结太阳能电池片经激光切割进行2至5等分裂片而
成。
30.所述激光切割,激光切割面是非pn结面。所述非pn结面,是指非晶硅或微晶硅的导电类型与电池片基底导电类型相同的一面;对于采用n型硅片为基底的异质结太阳能电池,n型非晶硅或微晶硅面是非pn结面;对于采用p型硅片为基底的异质结太阳能电池片,p型非晶硅或微晶硅面是非pn结面。
31.所述子电池片之间交叠排列;前一个子电池片边沿叠放于后一个子电池片的上方。
32.所述整形焊带将前一个子电池片的背面电极的主栅与后一个子电池片的正面电极的主栅连接;所述整形焊带的扁平段位于相邻两个子电池片的交叠位置。
33.所述子电池片的激光切割边沿叠放于相邻子电池片的下方。
34.相邻子电池片之间的交叠宽度为0至5mm。
35.下面结合说明书附图和实施例对本
技术实现要素:
进行详细说明:
36.实施例1:
37.为了便于说明,本实施例采用n型单晶硅片作为硅基异质结太阳能电池片基底:
38.如图1所示,是激光切割硅基异质结太阳能电池片(nip结构)的过程示意。
39.图中硅基异质结太阳能电池的结构包含基底a01,基底a01正面的n型钝化层a02、透明导电层a04和正面电极a06,基底a01背面的p型钝化层a03、透明导电层a05和背面电极a07,激光a17从硅基异质结太阳能电池的n型钝化层a02的一面入射,形成激光切割边沿a08,裂片成子电池片a10。
40.所述对基底a01,是n型单晶硅片。
41.所述n型钝化层a02,是含n型非晶硅或多晶硅的膜层。
42.所述p型钝化层a03,是含p型非晶硅或多晶硅的膜层。
43.所述透明导电层a04和透明导电层a05,是掺杂的氧化铟膜层,包含但不限于ito、izo、iwo等。
44.所述正面电极a06和背面电极a07,是银浆电极或铜锡金属电极。
45.所述激光a17是波长小于550nm的纳秒(ns)或皮秒(ps)激光器产生,激光切割的深度是电池片基底a01厚度的30
‑
70%。
46.所述子电池片a10,是激光a11切割硅基异质结太阳能电池片后裂片而成。
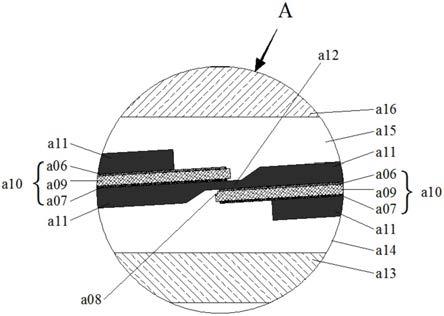
47.如图2和图3所示,是硅基异质结太阳能电池片(nip结构)的子电池片交叠排列的局部结构示意。
48.图中交叠排列子电池片a10形成阵列,将激光切割边沿a08叠放于相邻子电池片a10的下部,并通过整形焊带a11连接相邻两个子电池片a10正面电极a06和背面电极a07;在子电池片a10阵列上表面设置第一热熔胶层a15和模组面板a16;在子电池片阵列下表面设置第二热熔胶层a14和模组背板a13;
49.如图4和图5所示,是硅基异质结太阳能电池片(nip结构)的子电池片用整形焊带a11中部的扁平化区域a12位于相邻子电池片a10边缘交叠的位置。
50.所述交叠排列子电池片a10,是将子电池片激光切割边缘的一端叠放于相邻子电池片a10的下部,交叠宽度为0至5mm。
51.所述整形焊带a11,是指对圆形焊带局部挤压,在焊带中部位置形成一个扁平化区
域a12的焊带;扁平化区域a12的长度为1mm至4mm,宽度为0.5mm至3mm,厚度为0.08mm至0.3mm。
52.所述圆形焊带是指表面有锡合金涂层的铜带,其截面为圆形或椭圆形,截面直径为0.2mm至0.45mm,其中锡合金涂层厚度为0.01mm至0.1mm。
53.所述通过整形焊带a11连接相邻两个子电池片a10正面电极a06和背面电极a07,是指采用整形焊带a11,通过连接相邻交叠的两个电池片的正面电极a06的主栅和背面电极a07的主栅,整形焊带a11上扁平化区域a12设置在两个子电池片a10边缘的交叠位置。
54.所述第一热熔胶层a15包含但不限于eva、poe、surly胶膜中的一种。
55.所述第二热熔胶层a14包含但不限于eva、poe、surly胶膜中的一种。
56.所述模组面板a16为玻璃。
57.所述模组背板a13为玻璃或光伏背板。
58.实施例2:
59.如图6所示,是激光切割硅基异质结太阳能电池片(pin结构)的过程示意。
60.图中硅基异质结太阳能电池的结构包含基底b01,基底b01正面的n型钝化层b02、透明导电层b04和正面电极b06,基底b01背面的p型钝化层b03、透明导电层b05和背面电极b07,激光b17从硅基异质结太阳能电池的n型钝化层b02的一面入射,形成激光切割边沿b08,裂片成子电池片b10。
61.所述对基底b01,是n型单晶硅片。
62.所述n型钝化层b02,是含n型非晶硅或多晶硅的膜层。
63.所述p型钝化层b03,是含p型非晶硅或多晶硅的膜层。
64.所述透明导电层b04和透明导电层b05,是掺杂的氧化铟膜层,包含但不限于ito,izo,iwo等。
65.所述正面电极b06和背面电极b07,是银浆电极或铜锡金属电极。
66.所述激光b17是波长小于550nm的纳秒(ns)或皮秒(ps)激光器产生,激光切割的深度是电池片基底b01厚度的30
‑
70%。
67.所述子电池片b10,是激光b11切割硅基异质结太阳能电池片后裂片而成。
68.如图7和图8所示,是子电池片交叠排列的局部结构示意。
69.图中交叠排列子电池片b10形成阵列,将激光切割边沿b08叠放于相邻子电池片b10的下部,并通过整形焊带b11连接相邻两个子电池片b10正面电极b06和背面电极b07;在子电池片b10阵列上表面设置第一热熔胶层b15和模组面板b16;在子电池片阵列下表面设置第二热熔胶层b14和模组背板b13;
70.如图9和图10所示,整形焊带b11中部的扁平化区域b12位于相邻子电池片b10边缘交叠的位置。
71.所述交叠排列子电池片b10,是将子电池片激光切割边缘的一端叠放于相邻子电池片b10的下部,交叠宽度为0至5mm。
72.所述整形焊带b11,是指对圆形焊带局部挤压,在焊带中部位置形成一个扁平化区域b12的焊带;扁平化区域b12的长度为1mm至4mm,宽度为0.5mm至3mm,厚度为0.08mm至0.3mm。
73.所述圆形焊带是指表面有锡合金涂层的铜带,其截面为圆形或椭圆形,截面直径
为0.2mm至0.45mm,其中锡合金涂层厚度为0.01mm至0.1mm。
74.所述通过整形焊带b11连接相邻两个子电池片b10正面电极b06和背面电极b07,是指采用整形焊带b11,通过连接相邻交叠的两个电池片的正面电极b06的主栅和背面电极b07的主栅,整形焊带b11上扁平化区域b12设置在两个子电池片b10边缘的交叠位置。
75.所述第一热熔胶层b15包含但不限于evb、poe、surly胶膜中的一种。
76.所述第二热熔胶层b14包含但不限于evb、poe、surly胶膜中的一种。
77.所述模组面板b16为玻璃。
78.所述模组背板b13为玻璃或光伏背板。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1