正极片组件、卷绕品和冲压成型设备的制作方法
1.本实用新型涉及一种锂金属电池领域,尤其涉及锂电池的卷绕品成型方法。
背景技术:
2.锂电池主要应用于照相机、烟感警报器、煤气表、电表、水表等要求容量大、储存时间长、工作温度范围广的用电器领域。
3.传统锂电池包括金属壳体、卷绕品、封口体;卷绕品包括正极片、第一隔膜纸、负极片和第二隔膜纸,将四者卷曲起来,能满足正极片与负极片相隔离的效果;然后再用胶带将卷绕品绑起来,以防止卷绕品发散。从负极片上引出负极极耳与钢壳底部连接,正极片上引出正极极耳与正极端子连接。
4.相关文献,公开号为cn208045606u的锂电池负极片;
5.公开号为cn106229527b的电池卷绕品;
6.公开号为cn209709085u的电池卷绕品;
7.如图1所示,现有的整条正极极耳a的截面呈矩形,正极极耳a与正极片b的焊接面有两个直角,对卷绕品进行卷绕后,如图2所示;存在如下问题:1、正极极耳a直角边部对正极片b会造成刺破、断裂等伤害;卷绕后的电芯在极耳直角边部出现支撑产生的空隙,这会影响电芯的正极片b和负极片c的接触,进而减弱锂电池的电性能。
技术实现要素:
8.本实用新型所要解决的技术问题是提供一种改善卷绕问题的卷绕品成型方法。
9.本实用新型解决上述技术问题所采用的技术方案为:正极片组件,包括正极片和正极极耳,所述的正极极耳焊接在正极片的一侧面上,使所述的正极极耳形成与正极片连接的焊接段和用于连接封口体的超出段;
10.所述的正极极耳的焊接段及对应的正极片部分成型为弯曲状结构;所述的正极极耳的焊接段及对应部位的正极片具有内凹的前弯曲面和后弯曲面。
11.本实用新型解决上述技术问题所采用的进一步优选的技术方案为:所述的正极极耳的焊接段之外的颈部也成型为弯曲状结构,保留超出段的前端为初始的矩形结构。
12.本实用新型解决上述技术问题所采用的进一步优选的技术方案为:所述的颈部的弯曲状结构的内端的曲率小于外端。
13.本实用新型的另一个保护主题为:卷绕品,包括所述的正极片组件、隔膜和负极片,所述的正极片组件、隔膜、负极片依次叠加后进行卷绕处理;正极极耳所在正极片的卷绕后的弯曲曲率与焊接段冲压形成的弯曲曲率保持一致。
14.本实用新型解决上述技术问题所采用的进一步优选的技术方案为:以所述的正极片朝内的方向卷绕在一卷芯棒上。
15.本实用新型的另一个保护主题为:冲压成型设备,包括可上下移动的冲压头和具有冲压槽的固定基座,所述的冲压槽具有一个弧形底面;所述的冲压头包括一个与弧形底
面相匹配的弧形下压面,弧形底面的曲率与弧形下压面的曲率一致。
16.冲压成型设备,包括可上下移动的冲压头和具有冲压槽的固定基座,所述的冲压槽具有一个弧形底面;所述的冲压头包括一个与弧形底面相匹配的弧形下压面,弧形底面的曲率与弧形下压面的曲率一致。
17.本实用新型解决上述技术问题所采用的进一步优选的技术方案为:所述的固定基座包括一可用于平铺正极片的摆放平面,所述的冲压槽内凹于摆放平面。
18.本实用新型解决上述技术问题所采用的进一步优选的技术方案为:所述的冲压槽沿固定基座的宽度方向延伸,且冲压槽的边缘延伸至固定基座的宽度方向的两侧面。
19.本实用新型解决上述技术问题所采用的进一步优选的技术方案为:所述的冲压头呈板状结构,所述的冲压槽呈条状,冲压头和冲压槽的长度与正极极耳待冲压的弯曲状结构的长度一致。
20.本实用新型解决上述技术问题所采用的进一步优选的技术方案为:所述的固定基座的长度等于或大于正极片的长度,固定基座的宽度小于正极片组件的总宽度,但是大于正极片的宽度。
21.与现有技术相比,本实用新型的优点是通过将正极极耳的焊接段横向弯曲定型,从而使得其两侧与正极片为弧面接触,防止了卷绕时正极极耳边部对正极片的伤害,避免正极片被刺破或割裂;而且卷绕成型后,正极极耳两面的正极片贴合度更好,整个卷绕品的圆度更佳,这更有利于后续电芯与电池壳体的装配,并且卷绕后的卷绕品在正极极耳的边部出现的支撑间隙较小,进而使得两侧的极片接触更为紧密,提高锂电池的电性能。
附图说明
22.以下将结合附图和优选实施例来对本实用新型进行进一步详细描述,但是本领域技术人员将领会的是,这些附图仅是出于解释优选实施例的目的而绘制的,并且因此不应当作为对本实用新型范围的限制。此外,除非特别指出,附图仅示意在概念性地表示所描述对象的组成或构造并可能包含夸张性显示,并且附图也并非一定按比例绘制。
23.图1为本实用新型的背景技术中的电池卷绕品的示意图;
24.图2为本实用新型的背景技术中的正极片和正极极耳的连接示意图;
25.图3为本实用新型的实施例一的卷绕电芯的示意图;
26.图4为本实用新型的实施例一的卷绕品成型方法的步骤一的示意图;
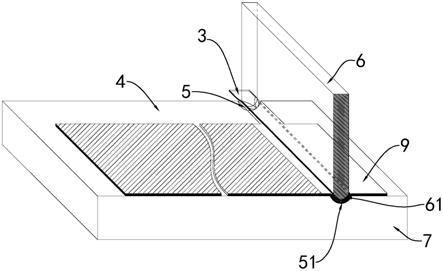
27.图5为本实用新型的实施例一的卷绕品成型方法的步骤二的示意图;
28.图6为本实用新型的实施例一的步骤二形成正极片组件的示意图;
29.图7为本实用新型的实施例一的冲压成型设备的冲压过程的示意图一;
30.图8为本实用新型的实施例一的冲压成型设备的冲压过程的示意图二;
31.图9为本实用新型的实施例一的冲压成型后正极极耳的示意图;
32.图10为本实用新型的实施例一的正极极耳的超出段的前端的截面图;
33.图11为本实用新型的实施例一的正极极耳的超出段的颈部的截面图;
34.图12为本实用新型的实施例一的正极极耳的焊接段的截面图。
具体实施方式
35.以下将参考附图来详细描述本实用新型的优选实施例。本领域中的技术人员将领会的是,这些描述仅为描述性的、示例性的,并且不应被解释为限定了本实用新型的保护范围。
36.应注意到:相似的标号在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中可能不再对其进行进一步定义和解释。
37.在本实用新型的描述中,需要说明的是,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
38.卷绕式电池,包括正极壳体、负极壳体和电芯,其中如图3所示,电芯包括隔膜11、正极片9和负极片10。电芯为卷绕品。正极片9、隔膜11和负极片10依次层叠设置形成待卷电芯,隔膜11设置在正极片9和负极片10之间,将两个极片隔离开;待卷电芯以正极片9朝内的方向卷绕在一卷芯棒16上,形成卷绕式的电芯。正极片9上焊接有正极极耳3,正极极耳3与正极端子连接以将电流从电芯引出到电池外壳中。
39.其中正极片9和负极片10由相应的活性物质、导电剂、粘结剂以及必要的分散剂混合后压片形成或涂覆形成。优选地,正极的活性物质为钴酸锂,负极的活性物质为硅碳材料。
40.本实施例中,提供了一种卷绕品成型方法,这种方法可以解决卷绕和使用过程中正极极耳3对正极片9的损伤。以下结合图,对卷绕品成型方法作具体阐释,该方法至少包括如下步骤。
41.如图4所示,步骤一:选取一个截面为矩形的正极极耳3,将其焊接在正极片9的一侧面上以制成正极片组件。
42.优选的,正极片9呈矩形的薄片结构,正极极耳3设置在正极片9的长边的一侧,正极极耳3沿垂直于正极片9的长边的方向延伸。
43.正极极耳3的内端位于正极片9内,外端超出正极片9。因此,正极极耳3分为与正极片9连接的焊接段1和用于连接封口体的超出段2。
44.如图5
‑
8所示,步骤二:利用冲压工艺,对正极片组件的正极极耳3上的焊接段1进行冲压,使正极极耳3的焊接段1及对应的正极片9部分成型为弯曲状结构;所述的正极极耳3的焊接段1及对应部位的正极片9具有内凹的前弯曲面和后弯曲面。
45.应当说明的是,前弯曲面和后弯曲面为直圆柱面,直圆柱面的母线垂直于正极片9的长边,直圆柱面的准线平行于正极片9的长边。
46.需要注意的是,直圆柱面的准线的曲率应当与卷绕呈电芯后正极极耳3所在位置处的电芯的曲率相当。
47.步骤三:经过步骤2)冲压后的正极片组件、隔膜11、负极片10依次叠加后进行卷绕工艺处理;正极极耳3所在正极片9的卷绕后的弯曲曲率与焊接段1冲压形成的弯曲曲率保持一致,最终形成卷绕品。
48.可见,如图3所示,在卷绕工艺正极极耳3的焊接段1横向弯曲定型,从而使得其两侧与正极片9为弧面接触,防止了卷绕时正极极耳3的第一边部12和第二边部13对正极片9
的伤害,避免正极片9被刺破或割裂。
49.而且,正极片9被横向弯曲后,该部位的强度有所增强,可以防止后面生产工序的引起的极耳碰撞变形。
50.并且,卷绕成型后,正极极耳3两面的正极片9贴合度更好,整个卷绕品的圆度更佳,这更有利于后续电芯与电池壳体的装配。而且正极片9的打皱现象也可减小,能减少极片活性物质层脱落,降低电芯循环利用的衰减速度。
51.此外,也因为正极极耳3所在正极片9的卷绕后的弯曲曲率与焊接段1冲压形成的弯曲曲率保持一致,使得卷绕后的电芯在正极极耳3的边部出现的第一支撑空隙14和第二支撑间隙15均较小,进而使得正极片9和负极片10更为紧密的接触,提高锂电池的电性能。
52.如图9
‑
12所示,优选地,正极极耳3的焊接段1之外的颈部m也成型为弯曲状结构,保留超出段2的前端y为初始的矩形结构。更为优选地是,颈部m的弯曲状结构的内端的曲率小于外端,并呈现从内到外逐渐平坦的态势。这样一来使得正极极耳3的焊接段1和超出段2之间的保持较高的连接强度,避免焊接段1弯曲导致整个正极极耳3的机械强度受到损伤。
53.如图5、7、8所示,作为步骤2)中用到的冲压成型设备的一种具体实施方式,冲压成型设备包括可上下移动的冲压头6和固定基座7。
54.固定基座7包括一可用于平铺正极片9的摆放平面4和内凹于摆放平面4的冲压槽5,冲压槽5沿固定基座7的宽度方向延伸,且冲压槽5的边缘延伸至固定基座7的宽度方向的两侧面。
55.优选地,冲压头6呈板状结构,所述的冲压槽5呈条状,冲压头6和冲压槽5的长度与正极极耳3待冲压的弯曲状结构的长度一致。
56.优选地,固定基座7的长度等于或大于正极片9的长度,固定基座7的宽度小于正极片组件的总宽度,但是大于正极片9的宽度。
57.并且,冲压槽5具有一个弧形底面51,弧形底面包括与冲压成型后的正极片9的后弯曲面匹配的直圆柱面以及一与冲压成型后的正极极耳3的颈部m的弯曲状结构匹配的曲面。
58.冲压头6包括一个与弧形底面相匹配的弧形下压面61,弧形底面的曲率与弧形下压面的曲率一致。
59.加工过程中,正极片9沿固定基座7的长度方向铺设在摆放平面4上,使得正极片9的长边与冲压槽5垂直。正极极耳3的投影位置正好落在冲压槽5上,正极极耳3的中轴线和冲压槽5的中轴线对齐。冲压头6下压在所述的正极极耳3上,以使正极极耳3的焊接部和颈部m呈弯曲状。
60.以上对本实用新型所提供的卷绕品成型方法、正极片组件、卷绕品和冲压成型设备进行了详细介绍,当然上述关于正极极耳的加工方式也可以用于负极极耳上。
61.本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型及核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1