一种变压器组装的高精度辅助夹具的制作方法
1.本实用新型涉及变压器组装技术领域,尤其涉及一种变压器组装的高精度辅助夹具。
背景技术:
2.变压器内部的铁芯是变压器中主要的磁路部分,由绝缘漆的热轧或冷轧硅钢片叠装而成,在组装时需要将铁芯装入变压器壳体内;
3.如现有技术中专利号为zl201921596924.7的一种变压器组装辅助夹具,其通过将铁芯置于铁芯限位放置槽内,再通过吊装机构将铁芯吊起,再将变压器壳体置于变压器壳安置座,此时再将铁芯放下即可保证铁芯位于变压器壳体内部正确位置,无需再去调节壳体与铁芯的相对位置,大大提高了铁芯装配速度;
4.经研究发现,该种装置存在以下不足之处:
5.在夹取固定铁芯时,通过l型夹板卡住铁芯上端的左右两侧,但是这样通过对铁芯的上端进行固定,不但导致铁芯夹取不稳定,在放置时铁芯容易晃荡,并且铁芯在放置时也要伸入变压器壳体内,铁芯上端横向固定的夹紧机构会卡在变压器壳体的上端,导致铁芯放置不便,影响铁芯的安装精度;
6.此外,由于限位卡槽大小固定,在安装时只能够安装型号大小尺寸相匹配的变压器壳体,尺寸不匹配容易导致变压器壳体在组装时进行位移,使用范围受限,导致变压器组装适配性较差。
技术实现要素:
7.本实用新型的目的是为了解决上述背景技术中存在的问题,而提出的一种变压器组装的高精度辅助夹具。
8.为了实现上述目的,本实用新型采用了如下技术方案:
9.一种变压器组装的高精度辅助夹具,包括机座、放置架和升降气缸,所述机座的内侧底部中间出安装有放置架,所述机座的顶部中间出安装有升降气缸;
10.所述升降气缸的下端安装有夹取铁芯更加稳定,提升铁芯安装精度的夹具组件,所述机座的左右两端安装有便于组装各种尺寸变压器的限位组件。
11.优选的,所述夹具组件包括固定块、滑轨、活动架、第一电动伸缩杆和夹块,所述固定块安装在升降气缸的输出轴下端处,所述滑轨安装在固定块的下端处,滑块安装在滑轨的内侧下端处,所述活动架安装在滑轨的左右两侧,所述第一电动伸缩杆安装在活动架的侧面下端处,所述夹块安装在滑块的下端处。
12.其中,所述活动架嵌套安装在机座两侧立柱的外端处,且活动架与机座之间呈活动连接。
13.其中,所述滑块设置有两组,且滑块与滑轨之间呈活动连接。
14.其中,所述滑轨呈横向设置,且滑轨通过升降气缸的输出轴与机座之间呈活动连
接。
15.其中,所述第一电动伸缩杆呈横向设置,且第一电动伸缩杆的输出端与滑块的外侧相连接。
16.优选的,所述限位组件包括连接架、第二电动伸缩杆和夹板,所述连接架安装在机座的外侧左右两侧,所述第二电动伸缩杆横向安装在连接架的侧面,所述夹板安装在第二电动伸缩杆的侧面。
17.其中,所述第二电动伸缩杆贯穿机座的侧面,延伸至机座的内侧。
18.优选的,所述放置架的上端中间处设置有活动槽,且活动槽呈长条状。
19.其中,所述放置架的内侧中空,活动槽与放置架的内侧相连通。
20.其中,所述活动槽的长度与放置架的长度相同。
21.优选的,所述夹块呈方框状,且夹块的上下两端均呈“l”形状。
22.其中,所述夹块设置有两组,且两组夹块呈相对设置。
23.其中,所述夹块位于活动槽的正上方,夹块的侧面与活动槽的缝隙相契合。
24.其中,所述夹块与活动槽的缝隙相契合。
25.优选的,所述夹板与第二电动伸缩杆呈“l”形设置,且夹板与活动槽的侧面呈相对设置。
26.其中,所述夹板与活动槽的缝隙相契合。
27.有益效果:
28.本实用夹块能够从侧面夹住铁芯同时承托在铁芯的底部,包裹在铁芯的侧面和底部,使得铁芯夹取更加稳定;
29.使得铁芯在放置安装时,位于变压器壳体的上端中间处,能够直接将铁芯平稳放入变压器壳体内侧中间处,能够提升铁芯的安装精度,便于进行后续安装;
30.在将变压器壳体固定的同时,使得变压器壳体保持在放置架的中间处,能够对不同尺寸的变压器进行固定,避免在组装时变压器位移,使得各种尺寸变压器组装更加方便。
附图说明
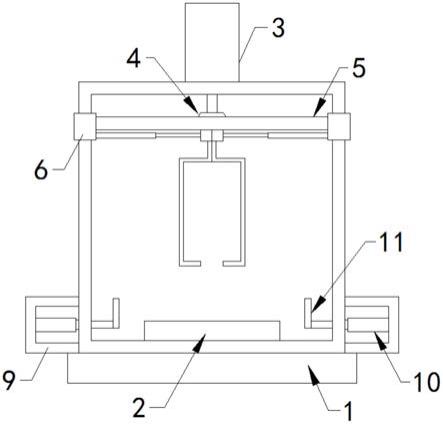
31.图1为本实用新型中整体结构示意图;
32.图2为本实用新型中夹具组件结构示意图;
33.图3为本实用新型中放置架侧面结构示意图。
34.图例说明:1-机座;2-放置架;3-升降气缸;4-固定块;5-滑轨; 6-活动架;7-第一电动伸缩杆;8-夹块;9-连接架;10-第二电动伸缩杆;11-夹板;201-活动槽;501-滑块。
具体实施方式
35.参照图1-3,一种变压器组装的高精度辅助夹具,包括机座1、放置架2和升降气缸3,机座1的内侧底部中间出安装有放置架2,机座1的顶部中间出安装有升降气缸3;
36.升降气缸3的下端安装有夹取铁芯更加稳定,提升铁芯安装精度的夹具组件,机座1的左右两端安装有便于组装各种尺寸变压器的限位组件。
37.本实施例中,夹具组件包括固定块4、滑轨5、活动架6、第一电动伸缩杆7和夹块8,固定块4安装在升降气缸3的输出轴下端处,滑轨5安装在固定块4的下端处,滑块501安装在
滑轨5的内侧下端处,活动架6安装在滑轨5的左右两侧,第一电动伸缩杆7安装在活动架6的侧面下端处,夹块8安装在滑块501的下端处。
38.其中,活动架6嵌套安装在机座1两侧立柱的外端处,且活动架6与机座1之间呈活动连接,活动架6能够沿着机座1的立柱进行竖直移动。
39.其中,滑块501设置有两组,且滑块501与滑轨5之间呈活动连接,滑块501能够在滑轨5的内侧进行移动。
40.其中,滑轨5呈横向设置,且滑轨5通过升降气缸3的输出轴与机座1之间呈活动连接,升降气缸3能够带动滑轨5进行上下移动。
41.其中,第一电动伸缩杆7呈横向设置,且第一电动伸缩杆7的输出端与滑块501的外侧相连接。
42.本实施例中,限位组件包括连接架9、第二电动伸缩杆10和夹板11,连接架9安装在机座1的外侧左右两侧,第二电动伸缩杆10 横向安装在连接架9的侧面,夹板11安装在第二电动伸缩杆10的侧面。
43.其中,第二电动伸缩杆10贯穿机座1的侧面,延伸至机座1的内侧。
44.本实施例中,放置架2的上端中间处设置有活动槽201,且活动槽201呈长条状。
45.其中,放置架2的内侧中空,活动槽201与放置架2的内侧相连通。
46.其中,活动槽201的长度与放置架2的长度相同。
47.本实施例中,夹块8呈方框状,且夹块8的上下两端均呈“l”形状,“l”形状的夹块8的侧面碰到铁芯的两侧,将铁芯夹住,夹块 8的底部承托在铁芯的底部,从而能够包裹在铁芯的侧面和底部,使得铁芯夹取更加稳定。
48.其中,夹块8设置有两组,且两组夹块8呈相对设置。
49.其中,夹块8位于活动槽201的正上方,夹块8的侧面与活动槽 201的缝隙相契合。
50.其中,夹块8与活动槽201的缝隙相契合,两组夹块8从放置架 2的左右两侧伸入,夹块8的侧面穿过活动槽201的缝隙。
51.本实施例中,夹板11与第二电动伸缩杆10呈“l”形设置,且夹板11与活动槽201的侧面呈相对设置,夹板11能够从变压器壳体的下端推动变压器壳体,使得变压器壳体在放置架2上进行移动。
52.其中,夹板11与活动槽201的缝隙相契合,夹板11能够从放置架2的左右两侧伸入,夹板11穿过活动槽201的缝隙。
53.工作原理:
54.使用时,将铁芯放置在放置架2上,启动升降气缸3,升降气缸 3通过输出轴向下带动夹具组件进行移动,夹具组件的夹块8在下降后位于放置架2的左右两侧,启动第一电动伸缩杆7,第一电动伸缩杆7向内推动,带动两组夹块8向内侧闭合,两组夹块8从放置架2 的左右两侧伸入,夹块8的侧面穿过活动槽201的缝隙,夹块8的侧面碰到铁芯的两侧,将铁芯夹住,夹块8的底部承托在铁芯的底部,从而能够包裹在铁芯的侧面和底部,铁芯夹取更加稳定,铁芯夹取后,通过升降气缸3的输出轴向上收缩将铁芯拉升;
55.再将变压器壳体放置在放置架2上,启动第二电动伸缩杆10,第二电动伸缩杆10横向伸出带动夹板11进行移动,夹板11从放置架2的左右两侧伸入,夹板11穿过活动槽201的缝隙,从变压器壳体的下端推动变压器壳体,使得变压器壳体在放置架2上进行移动,两组
夹板11对变压器壳体进行推动伸缩,在将变压器壳体固定的同时,使得变压器壳体保持在放置架2的中间处,能够对不同尺寸的变压器进行固定,避免在组装时变压器位移,使得各种尺寸变压器组装更加方便;
56.在组装时,通过两组夹块8向内包裹住铁芯,对铁芯进行推动伸缩,使得铁芯保持在两组夹块8的中间处,使得铁芯在放置安装时,位于变压器壳体的上端中间处,能够提升铁芯的安装精度,通过启动升降气缸3,升降气缸3通过输出轴向下带动夹具组件和固定的铁芯进行移动,包裹在铁芯外侧两端的夹块8能够伸入变压器壳体内,再松开夹块8,将铁芯平稳放入变压器壳体内侧中间处,便于进行后续安装。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1