一种电池的制作方法
1.本技术涉及电池技术领域,尤其涉及一种电池。
背景技术:
2.目前聚合物锂离子电池能量密度越来越高,快充能倍率越来越大。在大倍率循环时,负极片在循环后期容易出现析锂,电极片膨胀变厚,容量保持率降低,导致电池的循环性能较差。
技术实现要素:
3.本技术提供一种电池,以解决电池循环性能较差的问题。
4.本技术实施例提供了一种电池,包括电极片,所述电极片所述电极片包括集流体和涂覆于所述集流体表面的电极膜,所述集流体包括第一区域和第二区域,所述第一区域和所述第二区域沿所述集流体的第一方向分布,所述第一区域的厚度大于所述第二区域的厚度,且所述电极膜与所述集流体非接触面为平面。
5.本技术实施例中,所述第一区域和所述第二区域沿所述集流体的第一方向分布,所述第一区域的厚度大于所述第二区域的厚度,且所述电极膜与所述集流体非接触面为平面,所述第一区域上涂覆的所述电极膜厚度小于所述第二区域上涂覆的所述电极膜厚度,那么所述第一区域涂覆的电极膜中的活性物质量减少,锂离子来源也对应减少,可以缓解负极片的析锂,从而可以提高所述电池的循环性能。
附图说明
6.为了更清楚地说明本技术的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
7.图1是本技术实施例提供的电极片的结构示意图之一;
8.图2是本技术实施例提供的电极片的结构示意图之二;
9.图3是本技术实施例提供的电芯的部分示意图之一;
10.图4是本技术实施例提供的电芯的部分示意图之二;
11.图5是本技术实施例提供的电芯的部分示意图之三;
12.图6是本技术实施例提供的电芯的部分示意图之四;
13.图7是本技术实施例提供的电极片的结构示意图之三。
具体实施方式
14.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本申
请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
15.本技术实施例中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。此外,本技术中使用“和/或”表示所连接对象的至少其中之一,例如a和/或b和/或c,表示包含单独a,单独b,单独c,以及a和b都存在,b和c都存在,a和c都存在,以及a、b和c都存在的7种情况。
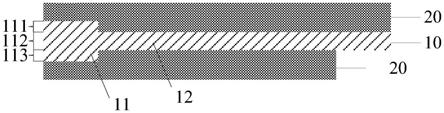
16.请参阅图1,图1是本技术实施例提供的电极片的结构示意图之一,如图1所示,包括电极片,所述电极片包括集流体10和涂覆于所述集流体10表面的电极膜20,所述集流体10包括第一区域11和第二区域12,所述第一区域11和所述第二区域12沿所述集流体10的第一方向分布,所述第一区域11的厚度大于所述第二区域12的厚度,且所述电极膜20与所述集流体10非接触面为平面。
17.可以理解,上述电极片中,上述第一区域11涂覆的电极膜20厚度小于上述第二区域12涂覆的电极膜20厚度,上述第一区域11涂覆的电极膜20中的活性物质量少于上述第二区域12涂覆的电极膜20中的活性物质量,锂离子来源对应减少。以正极片为例,在大功率循环时通过减少锂离子来源,可以减少负极片的析锂。
18.其中,上述第一区域11的位置可以根据对应的负极片进行选取,例如:负极片在单面涂覆区域容易析锂,可以将正极片中与上述负极片的单面涂覆区域对应的区域作为上述第一区域11,上述第一区域11的厚度增加后,涂覆在上述第一区域11表面的电极膜20的厚度对应减少,即该区域的正极活性物质量减少,降低锂离子来源,缓解负极在边缘区域的析锂;在极耳30中置结构中,极耳30周围的电流密度较大,因而负极片的极耳30位置在循环后期也容易出现析锂,也可以将正极片中与上述负极片的极耳30位置对应的区域作为上述第一区域11,缓解负极在极耳30区域的析锂。
19.本技术实施例中,所述第一区域11和所述第二区域12沿所述集流体10的第一方向分布,所述第一区域11的厚度大于所述第二区域12的厚度,且所述电极膜20与所述集流体10非接触面为平面,所述第一区域11上涂覆的所述电极膜20厚度小于所述第二区域12上涂覆的所述电极膜20厚度,那么所述第一区域11涂覆的电极膜20中的活性物质量减少,锂离子来源也对应减少,可以缓解负极片的析锂,从而可以提高所述电池的循环性能。
20.可选的,如图1所示,所述电极片为正极片,所述第一区域11为所述正极片的与负极片单面涂覆区域相对的区域,所述第二区域12为所述正极片的与负极片双面涂覆区域相对的区域。
21.其中,上述负极片存在单面涂覆区域和双面涂覆区域,即单面涂覆区域仅在一个表面涂覆有电极膜20,双面涂覆区域的两个表面均涂覆有电极膜20。在大倍率循环时,负极片的单面涂覆区域容易析锂,通过在正极片的与上述负极片单面涂覆区域相对的第一区域11加厚集流体10,可以对应降低上述第一区域11的电极膜20厚度,从而减少负极片单面涂覆区域产生析锂现象的锂离子来源。
22.该实施方式中,通过加厚在所述正极片的与负极片单面涂覆区域相对的第一区域
11的集流体10厚度,可以减低所述第一区域11的电极膜20厚度以及其中的活性物质量,锂离子来源减少,从而可以减少负极片的析锂现象,提高所述电池的循环性能。
23.可选的,如图2所示,所述正极片的内部设置有极耳30,所述极耳30位于所述第一区域11内,所述极耳沿所述第一方向延伸,所述第二区域12为所述集流体10中除所述第一区域11以外的区域,且沿所述第一方向上所述第一区域11的长度大于所述极耳30的长度。
24.可以理解,在大功率快充电池中,为了降低阻抗,通常将极耳30位置从电极片的边缘调整至电极片的内部,但是位于电极片内部的极耳30周围的电流密度也会增加,使得电极片设置有极耳30的位置在循环后期会出现析锂,影响电芯循环性能。
25.该实施方式中,通过将正极片中设置有极耳30的第一区域11的厚度增加,可以降低所述第一区域11上涂覆的所述电极膜20厚度,减少该区域的活性物质量,进而减少锂离子来源,缓解负极片在设置有极耳30位置的析锂,改善所述电池的循环性能,提高循环寿命。
26.可选的,如图2所示,沿所述第一方向上所述第一区域11的长度比所述极耳30的长度长1至50微米。
27.该实施方式中,通过在所述极耳30位置的一定范围内的锂离子减少,进一步提高所述电池的循环性能和循环寿命。
28.可选的,如图1和图2所示,所述第一区域11的厚度为1微米至30微米,所述第二区域12的厚度为1微米至10微米。
29.可以理解,上述第一区域11为与负极片的单面涂覆区域对应的区域,或者在极耳中置结构中,上述第一区域11设置有极耳30。
30.该实施方式中,所述第一区域11的厚度大于所述第二区域12的厚度,通过所述第一区域11和所述第二区域12的厚度设置,可以控制与析锂对应的锂离子减少量,在确保电极片正常循环的同时,减少析锂。
31.可选的,如图1和图2所示,所述第一区域11沿所述集流体10的厚度方向包括第一子区域111、第二子区域112和第三子区域113,所述第二子区域1112位于所述第一子区域111与所述第三子区域113之间,所述第二子区域112的第一面和第二面分别与所述第二区域12涂覆有所述电极膜的两个表面位于同一平面,所述第二子区域112的第一面和第二面为所述第二子区域112的分别与所述第一子区域111和所述第三子区域113接触的两个面。
32.该实施方式中,在涂覆有所述电极膜20的两面上所述第一区域11均存在超出所述第二区域12的厚度,在确保电极片正常循环的同时,减少析锂。
33.可选的,如图1和图2所示,所述第一子区域的厚度111为0至20微米,所述第三子区域的厚度113为0至20微米。
34.该实施方式中,所述第一区域11的厚度大于所述第二区域12的厚度,通过在涂覆有所述电极膜20的两面上所述第一区域11超出所述第二区域12的厚度设置,可以控制与析锂对应的锂离子减少量,在确保电极片正常循环的同时,减少析锂。
35.为方便理解,具体示例如下:
36.图3为按公知的方式制作的电芯的部分示意图之一,具体步骤包括:采用常规箔材,将活性材料、导电剂、粘接剂等进行混合作为涂膏20,然后将涂膏20涂布在箔材10上;通过辊压、制片、卷绕、封装、注液、化成等工序,制作成电芯。其中,上述电芯的箔材10各部分
厚度一致,且极耳30设置在上述箔材10上。
37.图4为本技术实施例提供的电芯的部分示意图之一,将制备的正极极粘浆料使用本技术实施例提供的所述箔材进行涂布,涂布整体示意图如图4所示:其中第二区域12箔材厚度为9um,第一区域11箔材厚度为19um,m为5um,n为5um,具体步骤包括:按上述公知的方式将活性材料、导电剂、粘接剂等进行混合得到正极极粘浆料,将制备的正极极粘浆料涂布在本技术实施例提供的所述箔材上;通过辊压、制片、卷绕、封装、注液、化成等工序,制作成电芯。
38.其中,第一区域11与负极片的单面涂覆区域相对,通过增加第一区域11箔材的厚度,可以对应减少第一区域11涂膏的厚度,即减少第一区域11的活性物质量,在大倍率循环时,减少负极片的单面涂覆区域发生析锂的锂离子来源,减少析锂现象。
39.经测试,上述图3对应的电芯在25℃条件下循环800次的容量保持率为83.2%,在相同条件下,上述图4对应的电芯在25℃条件下循环800次的容量保持率为88.5%,即本技术实施例提供的所述电极片制作的电芯的容量保持率提升。
40.图5为按公知的方式制作的电芯的部分示意图之一,具体步骤包括:采用常规箔材,将活性材料、导电剂、粘接剂等进行混合作为涂膏20,然后将涂膏20涂布在箔材10上;通过辊压、制片、卷绕、封装、注液、化成等工序,制作成电芯。其中,上述电芯的箔材10各部分厚度一致,且极耳30设置在上述箔材10上。
41.图6为本技术实施例提供的电芯的部分示意图之一,将制备的正极极粘浆料使用本技术实施例提供的所述箔材进行涂布,涂布整体示意图如图6所示:其中第二区域12箔材厚度为9um,第一区域11箔材厚度为19um,o为5um,p为5um,具体步骤包括:按上述公知的方式将活性材料、导电剂、粘接剂等进行混合得到正极极粘浆料,将制备的正极极粘浆料涂布在本技术实施例公开的所述箔材上;通过辊压、制片、卷绕、封装、注液、化成等工序,制作成电芯。
42.其中,上述第一区域11设置有极耳30,与负极片中设置有极耳30的区域相对,通过增加第一区域11箔材的厚度,可以对应减少第一区域11涂膏的厚度,即减少第一区域11的活性物质量,在大倍率循环时,减少负极片在极耳位置发生析锂的锂离子来源,减少析锂现象。
43.经测试,上述图5对应的电芯在25℃条件下循环800次的容量保持率为84.1%,在相同条件下,上述图6对应的电芯在25℃条件下循环800次的容量保持率为89.5%,即本技术实施例提供的所述电极片制作的电芯的容量保持率提升。
44.可选的,如图7所示,所述电极片为负极片,所述第一区域11为所述负极片的单面涂覆区域,所述第二区域12为所述负极片的双面涂覆区域;
45.所述第一区域11沿所述集流体10的厚度方向包括第四子区域114和第五子区域115,所述第四子区域114的第一面和第二面分别与所述第二区域12涂覆有所述电极膜20的两个表面位于同一平面,所述第四子区域114的第一面为所述集流体10未涂覆有所述电极膜20的一面,所述第四子区域114的第二面为与所述第五子区域115接触的一面。
46.如图7所示,可以理解,上述负极片的单面涂覆区域中,未涂覆电极膜20的一面与正极片相对,上述第一区域11在涂覆有上述电极膜20的一面上超出上述第二区域12的厚度大于0,即上述第一区域11的集流体10厚度大于上述第二区域12集流体10的厚度,上述第一
区域11涂覆的电极膜20厚度小于上述第二区域12涂覆的电极膜20厚度。
47.另外,与上述负极片相对的正极片的集流体厚度也对应增厚,且正极片中与上述第一区域11相对的集流体厚度可以大于上述负极片中第一区域11的厚度,正极片中的锂离子来源减少,负极片的集流体厚度增加,从而减少负极片的析锂。
48.可选的,如图7所示,所述第五子区域的厚度小于或者等于20微米。
49.该实施方式中,负极片单面涂覆区域的集流体厚度大于双面涂覆区域的集流体厚度,可以减少负极片在单面涂覆区域的析锂,从而提高电池的循环性能。
50.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者装置不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者装置所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该要素的过程、方法、物品或者装置中还存在另外的相同要素。此外,需要指出的是,本技术实施方式中的方法和装置的范围不限按示出或讨论的顺序来执行功能,还可包括根据所涉及的功能按基本同时的方式或按相反的顺序来执行功能,例如,可以按不同于所描述的次序来执行所描述的方法,并且还可以添加、省去、或组合各种步骤。另外,参照某些示例所描述的特征可在其他示例中被组合。
51.上面结合附图对本技术的实施例进行了描述,但是本技术并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本技术的启示下,在不脱离本技术宗旨和权利要求所保护的范围情况下,还可做出很多形式,均属于本技术的保护之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1