一种蓄电池端子焊接结构的制作方法
1.本实用新型涉及蓄电池端子结构领域,特别涉及一种蓄电池端子焊接结构。
背景技术:
2.蓄电池端子需与电池盖进行密封连接以保证电池的密封性以防止酸液的泄露。
3.现有的蓄电池端子焊接结构如公开号为cn207009494u的中国专利公开的一种agm阀控铅酸蓄电池密封结构,凹型盖体中有一通孔,蓄电池直极柱穿于凹型盖体的通孔且装入凹型盖体中;凹型盖体的通孔上端有一卡槽,卡槽内安装垫圈;蓄电池直极柱与垫圈配合密封;凹型盖体内腔与蓄电池直极柱之间形成一滴胶槽;蓄电池直极柱上有连接片,连接片与蓄电池直极柱在焊接点处进行焊接;蓄电池直极柱上的焊接点上平面低于凹型盖体上平面。
4.又如公开号为cn206961888u的中国专利公开的一种端子防漏焊接结构,包括中盖、端子、极柱和密封圈;所述中盖上设有端子槽,所述端子槽内自下而上由内向外依次设有第一极柱孔、台阶孔和坡面孔;所述端子由铜芯和铜片组成,所述铜片的一端通过焊孔与所述铜芯焊接固定,另一端设有漏斗状第二极柱孔,所述第二极柱孔的下沿设置延伸凸台;所述极柱的外侧壁与所述延伸凸台以及所述第一极柱孔的内侧壁均焊接固定,所述密封圈套在所述极柱外侧壁且位于所述台阶孔内,所述延伸凸台的底端位于所述密封圈之上,所述第二极柱孔的倾斜面位于所述坡面孔之上。
5.上述专利申请提供的铅酸蓄电池的焊接结构增大了电池盖的的加工难度,同时焊接结构复杂,增大了电池生产的成本。
技术实现要素:
6.为解决现有技术中存在的问题,本实用新型提供一种蓄电池端子焊接结构,不仅结构简单、焊接方便、密封性好而且能避免热封过程中出现卡盖的现象。
7.一种蓄电池端子焊接结构,包括电池盖和端子,电池盖上设有供端子伸出的端子孔,还包括套接于端子外周的铅套,所述铅套位于端子孔内且外周嵌入所述端子孔侧壁;
8.所述端子包括铅基和铜芯,所述铜芯下部嵌于铅基内,所述铜芯顶面设有与螺栓配合用于固定导线的螺纹孔;
9.所述铅套的内侧面上设有用于放置环形的铅圈的凸台,所述铅圈套与铅基套接且放置于凸台上;焊接时,将铅套上部、铅基上部以及铅圈烧熔,使三者融为一体完成焊接;焊接后,焊接处顶面与端子孔侧壁之间形成用于灌注有色胶的胶槽。
10.具体的,为使得端子能顺利设于端子孔内,端子与铅套之间存在间隙,如若间隙太小,则会造成卡盖效果,如若间隙过大,则会有漏铅的风险;本方案中,铅套与端子之间采用大间隙,避免出现卡盖的问题;同时铅套与端子的铅基之间通过铅圈相连,将铅套上部、铅基上部以及铅圈烧熔为一体,待其冷却之后,即完成了铅套与端子之间的密封连接,防止发生漏铅的问题。
11.焊接完成之后形成的胶槽用于将有色胶注入其中,有色胶可实现二次密封连接,同时采用颜色不同的有色胶注入正、负蓄电池端子,可对端子的正负极进行区分。
12.优选的,所述铅套与电池盖通过凸环与凹槽耦合。
13.具体的,铅套与电池盖之间为凹凸嵌合的结构,此种结构具有良好的密封性。
14.优选的,所述电池盖在注塑时,将铅套与电池盖一体注塑成型。
15.具体的,将铅套预先置于电池盖的模具中再进行浇铸,浇铸完成之后,电池盖与铅套之间为一体化结构,一体化结构具有十分优良的密封性。
16.优选的,所述铅套与电池盖之间设有用于与焊接模具卡接的避空槽,焊接时,将所述焊接模具与避空槽卡接后将铅套上部、铅基上部以及铅圈烧熔。
17.具体的,利用氧气乙炔将套上部、铅基上部以及铅圈烧熔时,需要保持铅套、铅圈、铅基的位置相对稳定,因此利用焊接模具固定三者之间的相对位置保持不变后再进行焊接是合理的。
18.利用氧气乙炔进行焊接,焊接质量可靠且焊接完成后密封性良好。
19.优选的,所述铅套内侧下端向外倾斜形成导向斜面。
20.具体的,导向斜面使得蓄电池端子进入到端子孔内更方便。
21.优选的,还包括用于在焊接时设于铜芯上的保护套,所述保护套。
22.具体的,在焊接过程中,或会出现由于操作失误将铜芯烧熔的情况,因此设置保护套用于在焊接时保护铜芯是合适的。
23.与现有技术相比,本实用新型的有益之处在于:
24.(1)本方案提供的蓄电池焊接结构,铅套与端子之间采用大间隙且利用铅圈连接,不仅避免出现卡盖的问题,同时将铅套上部、铅基上部以及铅圈烧熔为一体,待其冷却之后,完成了铅套与端子之间的密封连接之后,又能防止发生漏铅的问题。
附图说明
25.图1为本实用新型提供的蓄电池端子焊接结构各零件相对位置示意图;
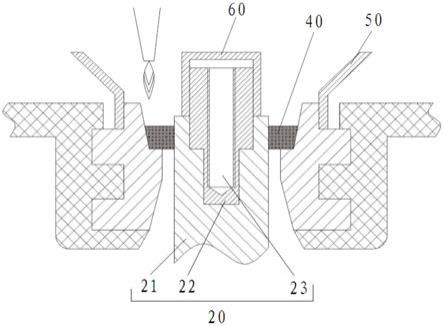
26.图2为本实用新型提供的蓄电池端子焊接结构的焊接时的示意图;
27.图3为本实用新型提供的蓄电池端子焊接结构的焊接完成后的示意图。
具体实施方式
28.下面结合附图和具体实施例对本实用新型做进一步说明。
29.如图1-3所示,蓄电池端子焊接结构,包括电池盖10和端子20,电池盖10上设有供端子20伸出的端子孔11,还包括套接于端子20外周的铅套30,所述铅套30位于端子孔11内且外周嵌入所述端子孔11侧壁;
30.所述端子20包括铅基21和铜芯22,所述铜芯22下部嵌于铅基21内,所述铜芯22顶面设有与螺栓配合用于固定导线的螺纹孔23;
31.所述铅套30的内侧面上设有用于放置环形的铅圈40的凸台31,所述铅圈30与铅基21套接且放置于凸台31上;焊接时,将铅套30上部、铅基21上部以及铅圈40烧熔,使三者融为一体完成焊接;焊接后,焊接处顶面与端子孔11侧壁之间形成用于灌注有色胶71的胶槽70。
32.具体的,为使得端子20能顺利设于端子孔11内,端子20与铅套30之间存在间隙,如若间隙太小,则会造成卡盖效果,如若间隙过大,则会有漏铅的风险;本方案中,铅套30与端子20之间采用大间隙,避免出现卡盖的问题;同时铅套30与端子20的铅基21之间通过铅圈40相连,将铅套30上部、铅基21上部以及铅圈40烧熔为一体,待其冷却之后,即完成了铅套30与端子20之间的密封连接,防止发生漏铅的问题。
33.焊接完成之后形成的胶槽70用于将有色胶71注入其中,有色胶71可实现二次密封连接,由于蓄电池的正、负端子处均会形成胶槽70,故采用不同颜色的有色胶71分别注入用以去区分正、负端子。
34.优选的,所述铅套30与电池盖10通过凸环与凹槽耦合。
35.具体的,铅套30与电池盖10之间为凹凸嵌合的结构,此种结构具有良好的密封性。
36.优选的,所述电池盖10在注塑时,将铅套30与电池盖10一体注塑成型。
37.具体的,将铅套30预先置于电池盖10的模具中再进行浇铸,浇铸完成之后,电池盖10与铅套30之间为一体化结构,一体化结构具有十分优良的密封性。
38.优选的,所述铅套30与电池盖10之间设有用于与焊接模具50卡接的避空槽32,焊接时,将所述焊接模具50与避空槽32卡接后将铅套30上部、铅基21上部以及铅圈40烧熔。
39.具体的,利用氧气乙炔将铅套30上部、铅基21上部以及铅圈40烧熔时,需要保持铅套30、铅圈40、铅基21的位置相对稳定,因此利用焊接模具50固定三者之间的相对位置保持不变后再进行焊接是合理的。
40.利用氧气乙炔进行焊接,焊接质量可靠且焊接完成后密封性良好。
41.优选的,所述铅套30内侧下端向外倾斜形成导向斜面33。
42.具体的,导向斜面33使得端子20进入到端子孔11内更方便。
43.优选的,还包括用于在焊接时设于铜芯22上的保护套60。
44.具体的,在焊接过程中,或会出现由于操作失误将铜芯22烧熔的情况,因此设置保护套60用于在焊接时保护铜芯22是合适的。
45.具体焊接过程包括:先将铅套30与电池盖10一体化注塑成型,而后使端子20通过端子孔11伸出电池盖10,将铅圈40卡接于铅套30与铅基21之间,且铅圈40置于凸台31上,将焊接模具50与避空槽32卡接,将保护套60套接于铜芯22外,而后利用氧气乙炔将铅套30上部、铅基21上部以及铅圈40烧熔使其融合为一体,待其冷却之后,焊接完成。
46.焊接完成后,电池盖10与铜芯22之间形成胶槽70,将有色胶71注入其中胶槽70中,且正、负端子的胶槽70内注入不同颜色的有色胶71用以区分正负极。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1