汽车点火铁芯的制作方法
1.本实用新型属于铁芯领域,尤其涉及一种汽车点火铁芯。
背景技术:
2.目前市场上被广泛应用的的汽车点火铁芯一般为一体式结构,采用冲压工艺制成。一体式结构存在以下不足之处,加工需要面积较大原材料,加工中材料利用率较低,增加成本同时,线圈制作非常麻烦,也存在着特种线圈无法装于里面的问题,正因为传统汽车点火铁芯绕线困难,体积大,随着精细化要求,人们需要更好的铁芯。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种汽车点火铁芯。
4.本实用新型是通过以下技术方案来实现的:
5.汽车点火铁芯,包含一c型铁芯和一t型铁芯,所述c型铁芯和t型铁芯的两端端面可相互锲合形成一个长圆形铁芯,且t型铁芯的长端位于长圆形中间、指向c型铁芯中间,所述c型铁芯和t型铁芯均包含若干片硅钢片,各硅钢片上均设有若干个自冲铆接点,一个铁芯上硅钢片之间通过自冲铆接点铆接在一起。
6.作为优选,所述c型铁芯和t型铁芯的两端端面均为z型结构。
7.本实用新型的有益效果是:
8.本实用新型的汽车点火铁芯,结构巧妙,采用c型铁芯和t型铁芯分段式结构拼装组合连接,不但体积小,也解决了汽车点火铁芯绕线困难的问题,是绕线方法的新突破,能使铁芯达到绕线组装快速的效果,而且采用自铆接工艺,硅钢片之间不焊接,缝隙小,使得后续生产效率大大提高,外加选用卡和的分段结构,使产品紧凑性好,同时因为采用分段式,可以在冲片制造时实现高利用率排布,使得生产这种汽车点火铁芯时材料利用率大大提高,进而降低了生产成本,实用性强,值得推广。
附图说明
9.为了易于说明,本实用新型由下述的具体实施例及附图作以详细描述。
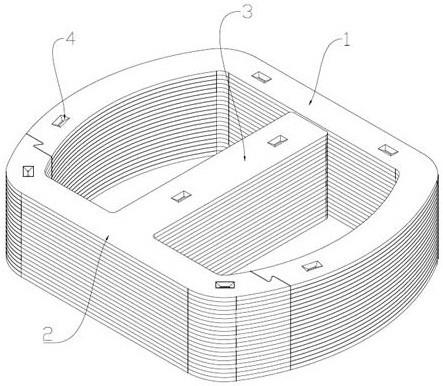
10.图1为本实用新型的立体结构示意图。
具体实施方式
11.如图1所示,汽车点火铁芯,包含一c型铁芯1和一t型铁芯2,所述c型铁芯1和t型铁芯2的两端端面相互锲合形成一个长圆形铁芯,且t型铁芯2的长端3位于长圆形中间、指向c型铁芯1中间,所述c型铁芯1和t型铁芯2均包含若干片硅钢片,各硅钢片上均设有若干个自冲铆接点4,一个铁芯上硅钢片之间通过自冲铆接点铆接在一起。
12.所述c型铁芯1和t型铁芯2的两端端面均为z型结构。
13.本实用新型的汽车点火铁芯,结构巧妙,采用c型铁芯和t型铁芯分段式结构拼装
组合连接,不但体积小,也解决了汽车点火铁芯绕线困难的问题,是绕线方法的新突破,能使铁芯达到绕线组装快速的效果,而且采用自铆接工艺,硅钢片之间不焊接,缝隙小,使得后续生产效率大大提高,外加选用卡和的分段结构,使产品紧凑性好,同时因为采用分段式,可以在冲片制造时实现高利用率排布,使得生产这种汽车点火铁芯时材料利用率大大提高,进而降低了生产成本,实用性强,值得推广。
14.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何不经过创造性劳动想到的变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应该以权利要求书所限定的保护范围为准。
技术特征:
1.汽车点火铁芯,其特征在于,包含一c型铁芯和一t型铁芯,所述c型铁芯和t型铁芯的两端端面可相互锲合形成一个长圆形铁芯,且t型铁芯的长端位于长圆形中间、指向c型铁芯中间,所述c型铁芯和t型铁芯均包含若干片硅钢片,各硅钢片上均设有若干个自冲铆接点,一个铁芯上硅钢片之间通过自冲铆接点铆接在一起。2.根据权利要求1所述的汽车点火铁芯,其特征在于,所述c型铁芯和t型铁芯的两端端面均为z型结构。
技术总结
本实用新型公开了一种汽车点火铁芯,包含一C型铁芯和一T型铁芯,所述C型铁芯和T型铁芯的两端端面可相互锲合形成一个长圆形铁芯,且T型铁芯的长端位于长圆形中间、指向C型铁芯中间,所述C型铁芯和T型铁芯均包含若干片硅钢片,各硅钢片上均设有若干个自冲铆接点,一个铁芯上硅钢片之间通过自冲铆接点铆接在一起。本实用新型的汽车点火铁芯,结构巧妙,采用C型铁芯和T型铁芯分段式结构拼装组合连接,不但体积小,也解决了汽车点火铁芯绕线困难的问题,是绕线方法的新突破,能使铁芯达到绕线组装快速的效果,同时因为采用分段式,可以在冲片制造时实现高利用率排布,使得生产这种汽车点火铁芯时材料利用率大大提高,实用性强。实用性强。实用性强。
技术研发人员:胡福 黄鑫宇
受保护的技术使用者:江阴天翔电器有限公司
技术研发日:2021.08.25
技术公布日:2022/2/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1