多P断路器的拼装机的制作方法
多p断路器的拼装机
技术领域
1.本实用新型涉及断路器装配领域,尤其涉及多p断路器的拼装机。
背景技术:
2.断路器是一种用来切断和接通负载电路,以及切断故障电路防止事故扩大从而保证负载电路安全运行的一种开关装置。
3.目前多p断路器之间的拼装一般采用人工完成,工作效率比较低。
技术实现要素:
4.为了克服背景技术的不足,本实用新型提供多p断路器的拼装机,主要解目前多p断路器之间的拼装一般采用人工完成,工作效率比较低的问题。
5.本实用新型的具体方案是:
6.多p断路器的拼装机,包括机架和第一落料盘,所述机架上设有用于输送第一壳的第一输送带和用于输送第二壳的第二输送带;还包括与所述第一输送带相对设置的第一夹头,所述第一夹头用于从第一落料盘的落料口处夹持第一工件放置于第一壳上;还包括第二夹头,所述第二夹头用于将第二壳放置于装有第一工件的第一壳上并压紧。
7.所述第一夹头和第二夹头为气动夹爪。
8.还包括第一输送组件,所述第一输送组件包括所述机架上设有的第一支架,所述第一支架上设有第一横梁和第一动力源,所述第一横梁上设有沿水平方向活动的第一滑板,所述第一动力源用于带动所述第一滑板活动,所述第一滑板上设有第二动力源及由所述第二动力源带动沿垂直方向活动的第二滑板,所述第一夹头设于所述第二滑板上。
9.所述机架上还设有第二支架,所述第二支架上设有第二横梁,所述第二横梁上设有沿水平方向活动的第三滑板,所述第三滑板上设有沿垂直方向活动的第四滑板,所述第二夹头设于所述第四滑板上。
10.还包括用于输送第一壳和第二壳的进料带,还包括与所述进料带相对设置的ccd检测机构及第二输料组件,所述ccd检测机构和所述第二输料组件均与控制机构信号连接,所述第二输料组件用于将所述第一壳输送到第一输送带,将所述第二壳输送至第二输料带。
11.还包括与所述第一落料盘相对设置的料盘,所述料盘内设有推板,所述推板用于将所述第一工件推送到所述第一夹头下方。
12.还包括第二落料盘和与所述第二落料盘相对设置的装轴组件,所述装轴组件包括第三支架,所述第三支架上设有落料管和与所述落料管相对设置的平台,所述平台由第三动力源带动前后活动,所述平台上设有与所述落料管相对设置的第一轴孔,所述第三支架上还设有可升降的压板和顶针,所述压板上与所述第一轴孔相对设置有第二轴孔,所述顶针与所述第二轴孔相对设置。
13.本实用新型的有益效果是:本实用新型提供多p断路器的拼装机,可以实现多p壳
的自动装配,工作效率高,自动化程度高。
附图说明
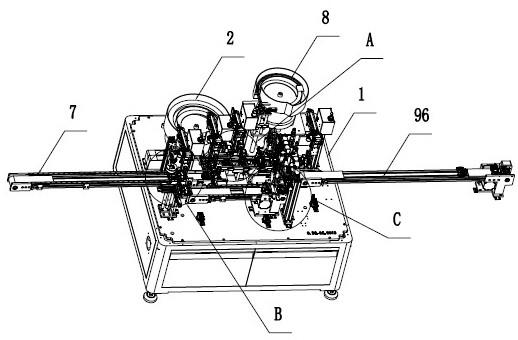
14.图1为本实用新型一个实施例的立体示意图。
15.图2为图1中a处的放大示意图。
16.图3为图1中b处的放大示意图。
17.图4为图1中c处的放大示意图。
18.图5为本实用新型一个实施例的局部立体示意图。
19.图6为本实用新型一个实施例的局部立体示意图。
20.图7为本实用新型一个实施例的局部立体示意图。
21.图8为本实用新型一个实施例的局部立体示意图。
22.图9为本实用新型一个实施例的局部剖视示意图。
具体实施方式
23.下面结合附图对本实用新型作进一步说明:如图所示,多p断路器的拼装机,包括机架1和第一落料盘20,所述机架上设有用于输送第一壳91的第一输送带2和用于输送第二壳92的第二输送带3;还包括与所述第一输送带相对设置的第一夹头41,所述第一夹头用于从第一落料盘的落料口处夹持第一工件93放置于第一壳上;还包括第二夹头42,所述第二夹头用于将第二壳放置于装有第一工件的第一壳上并压紧。使用时,第一壳由第一输送带输送,第二壳由第二输送带输送,到达第一工位后(可以采用传感器等方式定位),通过第一夹头夹持第一工件放置于第一壳上,然后第一输送带继续输送,到达第二工位的时候,第二夹头将第二壳夹持放在第一壳上并压紧,工作效率高,自动化程度高。
24.在本实用新型中,如图所示,所述第一夹头和第二夹头为气动夹爪。该第一夹头和第二夹头为气动夹爪,结构简单,便于维修。
25.在本实用新型中,如图所示,还包括第一输送组件,所述第一输送组件包括所述机架上设有的第一支架51,所述第一支架上设有第一横梁52和第一动力源53,所述第一横梁上设有沿水平方向活动的第一滑板54,所述第一动力源用于带动所述第一滑板活动,所述第一滑板上设有第二动力源55及由所述第二动力源带动沿垂直方向活动的第二滑板56,所述第一夹头设于所述第二滑板上。该第一支架可以带动第一滑板水平活动,第一滑板上的第二滑板可以垂直上下活动,这样在第二滑板上的第一夹头即可实现水平和垂直方向的活动,该第一动力源和第二动力源可以为气缸。
26.在本实用新型中,如图所示,所述机架上还设有第二支架61,所述第二支架上设有第二横梁62,所述第二横梁上设有沿水平方向活动的第三滑板63,所述第三滑板上设有沿垂直方向活动的第四滑板64,所述第二夹头设于所述第四滑板上。同理,该第三滑板也可以采用气缸来推动实现水平方向的横移,该第四滑板也是一样,其活动安装在第三滑板上,并由此实现第二夹头的活动。
27.在本实用新型中,如图所示,包括用于输送第一壳和第二壳的进料带7,还包括与所述进料带相对设置的ccd检测机构71及第二输料组件72,所述ccd检测机构和所述第二输料组件均与控制机构信号连接,所述第二输料组件用于将所述第一壳输送到第一输送带,
将所述第二壳输送至第二输料带。该ccd检测机可以通过拍照比对等方式判定第一壳和第二壳,并由第二输料组件分别输送到第一输料带和第二输料带,该第二输料组件可以采用和第一输料组件相同的机构,并设置多组来实现2个输料带的传送。
28.在本实用新型中,如图所示,还包括与所述第一落料盘相对设置的料盘,所述料盘内设有推板24,所述推板用于将所述第一工件推送到所述第一夹头下方。更加利于下料。
29.在本实用新型中,如图所示,还包括第二落料盘8和与所述第二落料盘相对设置的装轴组件,所述装轴组件包括第三支架81,所述第三支架上设有落料管82和与所述落料管相对设置的平台83,所述平台由第三动力源带动前后活动,所述平台上设有与所述落料管相对设置的第一轴孔831,所述第三支架上还设有可升降的压板84和顶针86,所述压板上与所述第一轴孔相对设置有第二轴孔841,所述顶针与所述第二轴孔相对设置。第二落料盘内设有传动轴,通过第二落料盘落料后可以通过气管传送到落料管并有平台上的第一轴孔接住后,输送到顶针下方,并由顶针顶入到第二工件上,作为可选方案,该平台上可以设置气动夹指用来夹紧第二工件。顶针和压板均可以用过气缸来实现升降。
30.参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。实施例不应视为对本实用新型的限制,但任何基于本实用新型的精神所作的改进,都应在本实用新型的保护范围之内。
技术特征:
1.多p断路器的拼装机,包括机架(1)和第一落料盘(20),其特征在于:所述机架上设有用于输送第一壳(91)的第一输送带(2)和用于输送第二壳(92)的第二输送带(3);还包括与所述第一输送带相对设置的第一夹头(41),所述第一夹头用于从第一落料盘的落料口处夹持第一工件(93)放置于第一壳上;还包括第二夹头(42),所述第二夹头用于将第二壳放置于装有第一工件的第一壳上并压紧。2.根据权利要求1所述的多p断路器的拼装机,其特征在于:所述第一夹头和第二夹头为气动夹爪。3.根据权利要求1所述的多p断路器的拼装机,其特征在于:还包括第一输送组件,所述第一输送组件包括所述机架上设有的第一支架(51),所述第一支架上设有第一横梁(52)和第一动力源(53),所述第一横梁上设有沿水平方向活动的第一滑板(54),所述第一动力源用于带动所述第一滑板活动,所述第一滑板上设有第二动力源(55)及由所述第二动力源带动沿垂直方向活动的第二滑板(56),所述第一夹头设于所述第二滑板上。4.根据权利要求1所述的多p断路器的拼装机,其特征在于:所述机架上还设有第二支架(61),所述第二支架上设有第二横梁(62),所述第二横梁上设有沿水平方向活动的第三滑板(63),所述第三滑板上设有沿垂直方向活动的第四滑板(64),所述第二夹头设于所述第四滑板上。5.根据权利要求1所述的多p断路器的拼装机,其特征在于:还包括用于输送第一壳和第二壳的进料带(7),还包括与所述进料带相对设置的ccd检测机构(71)及第二输料组件(72),所述ccd检测机构和所述第二输料组件均与控制机构信号连接,所述第二输料组件用于将所述第一壳输送到第一输送带,将所述第二壳输送至第二输料带。6.根据权利要求1所述的多p断路器的拼装机,其特征在于:还包括与所述第一落料盘相对设置的料盘,所述料盘内设有推板(24),所述推板用于将所述第一工件推送到所述第一夹头下方。7.根据权利要求1所述的多p断路器的拼装机,其特征在于:还包括第二落料盘(8)和与所述第二落料盘相对设置的装轴组件,所述装轴组件包括第三支架(81),所述第三支架上设有落料管(82)和与所述落料管相对设置的平台(83),所述平台由第三动力源带动前后活动,所述平台上设有与所述落料管相对设置的第一轴孔(831),所述第三支架上还设有可升降的压板(84)和顶针(86),所述压板上与所述第一轴孔相对设置有第二轴孔(841),所述顶针与所述第二轴孔相对设置。
技术总结
多P断路器的拼装机。主要解目前多P断路器之间的拼装一般采用人工完成,工作效率比较低的问题。其特征在于:所述机架上设有用于输送第一壳(91)的第一输送带(2)和用于输送第二壳(92)的第二输送带(3);还包括与所述第一输送带相对设置的第一夹头(41),所述第一夹头用于从第一落料盘的落料口处夹持第一工件(93)放置于第一壳上;还包括第二夹头(42),所述第二夹头用于将第二壳放置于装有第一工件的第一壳上并压紧。本实用新型提供多P断路器的拼装机,可以实现多P壳的自动装配,工作效率高,自动化程度高。动化程度高。动化程度高。
技术研发人员:尹宏亮
受保护的技术使用者:浙江创奇电气有限公司
技术研发日:2021.08.31
技术公布日:2022/3/19
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1