一种自动贴铜箔装置的制作方法
1.本实用新型涉及变压器生产技术领域,尤其是涉及一种自动贴铜箔装置。
背景技术:
2.变压器产品中,通常在变压器部分绕组电位梯度很大的区域设置铜箔,以均衡该区域的电位梯度,减少由于电位梯度太大而导致绝缘击穿的问题。但是,现有技术的变压器的贴铜箔设备,同样存在功能单一、自动化程度不高的技术问题,如当铜箔表面需要贴绝缘胶纸时,通常需要人工提前将胶纸贴在铜箔上,或者额外设置一台铜箔自动贴胶机,提前将铜箔贴胶、裁切后,搬送至变压器的贴铜箔工位,这导致铜箔贴合变压器时,铜箔不能连续贴胶上料,从而导致生产效率低下的技术问题。
技术实现要素:
3.本实用新型的主要目的在于提供一种自动贴铜箔装置,以解决上述技术问题,实现自动贴铜箔。
4.为实现上述目的,本实用新型采用如下技术方案:
5.一种自动贴铜箔装置,包括有上料机构、固定机构、贴铜箔机构以及下料机构,所述上料机构将变压器半成品上料至所述固定机构中,所述贴铜箔机构将铜箔裁剪出来,并贴合至变压器半成品上,所述下料机构贴合铜箔后的变压器半成品移出所述固定机构。
6.作为一种优选的技术方案,所述贴铜箔机构包括有放卷组件、贴合组件、裁剪组件以及夹取组件,所述放卷组件将铜箔卷放卷出来,所述夹取组件夹取铜箔卷并牵引一段出来,所述裁剪组件裁剪铜箔卷,所述贴合组件将裁剪出来的铜箔贴合至变压器半成品上。
7.作为一种优选的技术方案,所述夹取组件包括有转动夹取单元、第一夹取驱动单元和第二夹取驱动单元,所述第一夹取驱动单元驱动所述第二夹取驱动单元移动,所述第二夹取驱动单元带动所述转动夹取单元移动,所述转动夹取单元夹取铜箔。
8.作为一种优选的技术方案,所述转动夹取单元包括有转动电机、夹取气缸和夹取块,所述转动电机驱动所述夹取气缸转动,所述夹取气缸驱动所述夹取块移动以夹取铜箔。
9.作为一种优选的技术方案,所述放卷组件包括有放卷支架和铜箔夹块,铜箔卷设置于所述放卷支架上,铜箔的端部置于所述铜箔夹块边缘。
10.作为一种优选的技术方案,所述夹取块上设有用于夹取铜箔的凸块,所述铜箔夹块设有与所述凸块匹配的凹槽,所述凸块于所述凹槽中夹取铜箔。
11.作为一种优选的技术方案,所述贴合组件包括有贴合结构和贴合驱动单元,所述贴合驱动单元驱动所述贴合结构移动。
12.作为一种优选的技术方案,所述裁剪单元包括有裁剪刀结构和裁剪驱动气缸,所述裁剪驱动气缸驱动所述裁剪刀结构移动。
13.作为一种优选的技术方案,所述固定机构包括有固定组件和固定驱动组件,所述固定驱动组件驱动所述固定组件移动。
14.作为一种优选的技术方案,所述固定组件包括有固定夹具和夹紧单元,变压器半成品置于所述固定夹具上,所述夹紧单元夹紧变压器半成品。
15.本实用新型的有益效果在于:上述自动贴铜箔装置,能够实现自动于变压器上自动贴上铜箔,而且每段铜箔都等距裁剪出来,不会出现铜箔长度不一致,而导致的铜箔产生效果存有偏差,也无需人工进行操作,实现全自动化生产,提高生产效率。
附图说明
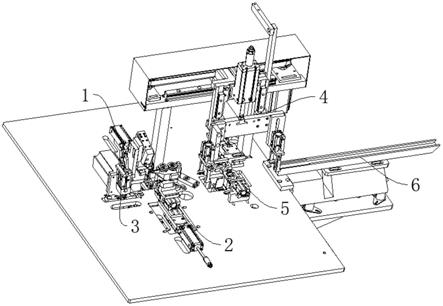
16.图1为本实用新型涉及的自动贴铜箔装置的结构示意图;
17.图2为本实用新型涉及的贴铜箔机构的结构示意图;
18.图3为本实用新型涉及的转动夹取单元的结构示意图;
19.图4为图2中a处的局部放大图;
20.图5为本实用新型涉及的固定机构的结构示意图;
21.图6为本实用新型涉及的上料机构的结构示意图;
22.图7为本实用新型涉及的下料机构的结构示意图。
具体实施方式
23.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
24.根据图1所示,一种自动贴铜箔装置,包括有贴铜箔机构1、固定机构2、上料机构3、下料机构4、整合机构5和直振轨道6,上料机构3将变压器半成品上料至固定机构2中,固定机构2将变压器半成品固定,贴铜箔机构1将铜箔裁剪出来,铜箔的一面设有胶带,可以贴合至变压器半成品上,下料机构4贴合铜箔后的变压器半成品移至整合机构5,整合机构5将铜箔压合至变压器半成品中,使铜箔紧贴于变压器半成品上,防止其脱落,整合完成后,下料机构4将压合后的变压器半成品移动至直振轨道6中,使变压器半成品移动至下一道工序。
25.请参考图2所示,贴铜箔机构1包括有放卷组件13、贴合组件12、裁剪组件14以及夹取组件11,放卷组件12将铜箔卷放卷出来,夹取组件11夹取铜箔卷并牵引一段出来,裁剪组件14裁剪铜箔卷,贴合组件12将裁剪出来的铜箔贴合至变压器半成品上,能够将铜箔等距裁剪出来,并且能够实现自动贴合,无需人工辅助贴合。
26.请参考图3所示,夹取组件11包括有转动夹取单元113、第一夹取驱动单元111和第二夹取驱动单元112,第一夹取驱动单元111驱动第二夹取驱动单元112移动,第二夹取驱动单元112带动转动夹取单元113移动,转动夹取单元113夹取铜箔。第一夹取驱动单元111包有第一夹取驱动基板1111、第一夹取驱动气缸1112、第一夹取驱动滑块1113和第一夹取驱动导轨1114,第一夹取驱动气缸1112和第一夹取驱动导轨1114固设于第一夹取驱动基板1111上,第一夹取驱动滑块1113沿第一夹取驱动导轨1114移动,第二夹取驱动单元112固设于第一夹取驱动滑块1113上,第一夹取驱动气缸1112驱动第二夹取驱动单元112沿第一夹取驱动导轨1114移动,第二夹取驱动单元112包有第二夹取驱动基板1121、第二夹取驱动气缸1122、第二夹取驱动滑块1123和第二夹取驱动导轨1124,第二夹取驱动气缸1122和第二夹取驱动导轨1124固设于第二夹取驱动基板1121上,第二夹取驱动滑块1123沿第二夹取驱
动导轨1124移动,转动夹取单元113固设于第二夹取驱动滑块1123上,第二夹取驱动气缸1122驱动转动夹取单元113沿第二夹取驱动导轨1124移动,转动夹取单元113包括有转动夹取基板1131、转动电机1132、夹取气缸1133和夹取块1134,转动电机1132固设于转动夹取基板1131上,转动电机1132驱动夹取气缸1133转动,夹取气缸1133驱动夹取块1134移动以夹取铜箔。
27.请继续参考图2所示,放卷组件13包括有放卷支架131和铜箔夹块132,铜箔卷设置于放卷支架131上,使铜箔卷有序的放卷铜箔,铜箔夹块132设置于放卷支架131上,铜箔夹块132上设有可供铜箔经过的孔槽,铜箔从铜箔卷牵引出来后穿置于盖孔槽中,铜箔的端部置于铜箔夹块132边缘,以待夹取组件11夹取铜箔。
28.贴合组件12包括有贴合结构122和贴合驱动单元121,贴合驱动单元121驱动贴合结构122移动,将铜箔贴合至变压器半成品上,贴合驱动单元121包括有贴合驱动气缸1211、贴合驱动滑块1212和贴合驱动导轨1213,贴合驱动滑块1212沿贴合驱动导轨1213移动,贴合结构122与贴合驱动滑块1212固设,贴合驱动气缸1211驱动贴合结构122沿贴合驱动导轨1213移动。
29.裁剪单元14包括有裁剪刀结构142和裁剪驱动气缸141,裁剪驱动气缸142驱动裁剪刀结构141沿铜箔夹块132的边缘移动,保证每次裁剪的过程中均保持长度一致,且能够保持裁剪的端部平整。
30.请参考图4所示,其中,夹取块1134上设有用于夹取铜箔的凸块1135,铜箔夹块132设有与凸块1135匹配的凹槽133,凸块1135于凹槽133中夹取铜箔,避免裁剪单元14沿铜箔夹块132裁剪后,没有余料供夹取块1134夹取铜箔。
31.请参考图5所示,固定机构2包括有固定组件21和固定驱动组件22,固定驱动组件22驱动固定组件21移动,能够带动变压器半成品移动。固定组件21包括有固定夹具211和夹紧单元212,变压器半成品置于固定夹具211上,夹紧单元212夹紧变压器半成品。夹紧单元121包括有夹紧气缸213和夹紧块214,夹紧气缸213驱动夹紧块214活动,以使夹紧块214夹紧或者放松变压器半成品。固定驱动组件22爆可有固定驱动气缸221、固定驱动滑块222和固定驱动导轨223,固定驱动滑块222沿固定驱动导轨223移动,固定驱动气缸221驱动固定组件21沿固定驱动导轨223移动。固定机构2还设有红外感应器23,红外感应器23用于识别夹取块1134有无夹取铜箔,避免出现生产出没有贴合铜箔的变压器的情况,保证产品的及格率。
32.请参考图6所示,上料机构3包括有上料支架31、上料电机32和上料夹持器33,上料电机32固设于上料支架31上,上料电机32驱动上料夹持器33旋转,上料夹持器33从上一工序中夹持变压器半成品,料电机32驱动上料夹持器33旋转,将变压器半成品移动至固定机构2上,以完成一次上料。
33.请参考图7所示,下料机构4包括有下料支架41、下料驱动组件42和下料夹持组件43,下料驱动组件42设置于下料支架41上,下料驱动组件42驱动下料夹持组件43移动,下料夹持组件43夹持变压器移动。下料驱动组件42包括有下料驱动电机421、下料驱动主动轮422、下料驱动从动轮423、下料驱动皮带424和下料驱动导轨425,下料驱动导轨425固设于下料支架41上,下料驱动电机421驱动下料驱动主动轮422旋转,下料驱动从动轮423旋转设置于下料支架41,且远离下料驱动主动轮422,下料驱动皮带424与下料驱动主动轮422和下
料驱动从动轮423连接,下料夹持组件43与下料驱动皮带424形成相对固定,且沿下料驱动导轨425移动,下料驱动电机421驱动下料驱动主动轮422旋转,带动下料驱动皮带424传动,使下料夹持组件43沿下料驱动导轨425移动。下料夹持组件43包括有下料夹持基板431、下料夹持气缸432、下料夹持导轨433、下料夹持活动板434和下料夹持器435,下料夹持气缸432和下料夹持导轨433固设于下料夹持基板431上,下料夹持活动板434沿下料夹持导轨433移动,下料夹持器435设有两个,分别设置于下料夹持活动板434的两端,下料夹持气缸432驱动下料夹持活动板434沿下料夹持导轨433移动,使下料夹持器435向下移动,夹持变压器。
34.上述自动贴铜箔装置在使用前,首先将铜箔卷设置放卷支架131上,并牵引铜箔卷的端部穿置于盖孔槽中,启动裁剪单元14将铜箔的端部裁剪,以保证后续裁剪出来的铜箔等长;使用时,上料机构3从上一道工序将变压器半成品移动至固定夹具211上,夹紧单元212驱动夹紧变压器半成品,以防止其在贴合的过程中移动,第一夹取驱动单元111和第二夹取驱动单元112共同驱动下,使转动夹取单元113移动至放卷组件13一侧,夹取气缸1133驱动夹取块1134移动,使凸块1135于凹槽133内夹取铜箔端部,第二夹取驱动单元112驱动转动夹取单元113移动,使铜箔被牵引一段出来,裁剪单元14驱动沿铜箔夹块132边缘裁剪铜箔,裁剪完成后,转动电机1132驱动夹取气缸1133转动,使铜箔偏移一定角度,方便贴合,固定驱动组件22驱动固定组件21移动,带动变压器半成品移动,使铜箔的端部与变压器半成品接触,贴合驱动单元121驱动贴合结构122移动,使贴合结构122将铜箔按压至变压器半成品上,夹取气缸1133驱动夹取块1134打开,以放开铜箔,铜箔依据弹性形变使另一端贴合至变压器半成品上,贴合完成后,第一夹取驱动单元111和第二夹取驱动单元112带动转动夹取单元113复位,固定驱动组件22驱动固定组件21复位,下料机构4将贴合铜箔后的变压器半成品移动至整合机构5,整合机构5将铜箔压合至变压器半成品中,使铜箔紧贴于变压器半成品上,防止其脱落,整合完成后,下料机构4将压合后的变压器半成品移动至直振轨道6中,使变压器半成品移动至下一道工序。
35.以上所述实施例,只是本实用新型的较佳实例,并非来限制本实用新型的实施范围,故凡依本实用新型申请专利范围所述的构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1