一种电芯铝塑膜覆胶折边生产线的制作方法
1.本实用新型涉及自动化设备领域,特别指一种电芯铝塑膜覆胶折边生产线。
背景技术:
2.随着国家大力推动新能源发展,各行各业对电池的需求日益增长,而在电池制造过程中,一般需要先对正负极属性的极片进行叠片,然后对极片组进行注液包装。铝塑膜是包装电芯的一种常用材料,铝塑膜具有三层结构,中间层为金属层,外层为绝缘层;正负极极片叠片形成电芯后,通过铝塑膜将电芯包覆在内,并注液形成电池结构。铝塑膜包装电芯后,需要密封铝塑膜对铝塑膜进行折边处理;折边一般有两种方式,即单折边方式与双折边方式;双折边方式需要先折起叠铝塑膜的边缘一截,再将铝塑膜的边缘一截折叠至电芯上,而这一方式减少了铝塑膜装放电解液的内部空间,影响电池容量;单折边方式采用将铝塑膜边直接折叠至电池上的方式折边,这一方式铝塑膜边的金属层暴露在外,存在腐蚀电子设备的风险,需要对铝塑膜边进行点胶封边处理,对铝塑膜的金属层作绝缘处理。
3.针对以上电芯生产工艺要求,整体涉及到的工艺包括铝塑膜整形、uv胶绝缘铝塑膜、铝塑膜点胶、折边、热压等。为实现上述工艺自动化,满足现代化智能产线要求,需要对上述工艺进行自动化产线设计,形成在线式自动化工艺流程。
4.另外,现有的点胶机一般采用将电芯送入点胶腔涂胶的方式点胶,这一点胶方式的点胶腔一般采用双通道通胶;其中,一个通道管道在点胶腔顶部开设,胶水直接从顶部管道向下对铝塑膜涂胶,同时对铝塑膜的侧端涂胶;另一通道延伸向点胶腔底部,从底部向上渗透出胶,从而实现对铝塑膜的上下端面以及侧端面点胶;然而,这一点胶方式采用的点胶腔只具有单一进出口,只能从一个方向进入涂胶,且不利于清洁点胶腔;同时,设置在点胶腔底部的通胶管道需要在底部弯折管道,胶水在管道转折处流动时,容易阻塞管道。
技术实现要素:
5.本实用新型要解决的技术问题是针对上述现有技术的不足,提供一种集成了铝塑膜自动整形、uv胶绝缘覆胶、点胶、折边及热压等工艺于一体;能多角度覆胶且无胶水堵塞风险;并便于清洁胶腔的电芯铝塑膜覆胶折边生产线。
6.本实用新型采取的技术方案如下:一种电芯铝塑膜覆胶折边生产线,包括机台、上料装置、滑轨、转轨机构及下料装置;其中,上述滑轨包括两条,两滑轨平行间隔地设置在机台两侧;上述上料装置及下料装置分别设置在两滑轨的同一端;上述转轨机构跨设在两滑轨的另一端;还包括预整形机构、治具、点uv胶机构及折边装置;其中,上述预整形机构设置在上料装置一侧;上述治具包括至少两个,多个治具可滑动地连接在滑轨上;上述点uv胶机构包括两套,并分别设置在两滑轨上;上述折边装置包括两套,并分别设置在两点uv胶机构的不同侧;电芯从上料装置移至预整形机构,经预整形机构整形两侧的铝塑膜侧边,再从预整形机构移至治具,随治具依次移动至点uv胶机构及折边装置;点uv胶机构对位电芯铝塑膜一侧侧边,并点胶;折边装置对点胶侧边进行折边;治具经转轨机构转移至另一滑轨,并
依次移动至另一点uv胶机构及另一折边装置,完成另一侧侧边点胶及折边,再移动至下料装置下料。
7.优选地,所述的上料装置包括上料皮带、上料机械手、中转平台及搬移机构;其中,上述上料皮带沿机台的一侧边设置;上述上料机械手跨设在上料皮带上方;上述中转平台设置在上料皮带一侧;上述搬移机构跨设在中转平台、预整形机构及转料机构之间;电芯经上料皮带运输,经上料机械手搬移至中转平台,经搬移机构从上料装置搬移至预整形机构预整形,并同步从预整形机构搬移至转料机构,经转料机构转移至治具内。
8.优选地,所述的中转平台包括翻转支座、翻转直线模组、翻转滑座、翻转电机、翻转吸板、翻转限位块、中转支座、中转直线模组及中转滑座;其中,上述中转支座竖直设置;上述中转直线模组水平设置在中转支座上;上述中转滑座可滑动地连接在中转直线模组上,并经中转直线模组驱动平移;上述翻转支座竖直设置在中转支座一侧;上述翻转直线模组竖直设置在翻转支座侧壁;上述翻转滑座可滑动地连接在翻转直线模组上,并经翻转直线模组驱动升降;上述翻转电机设置在翻转滑座的侧壁,翻转电机的输出端绕水平方向旋转,翻转电机的输出端上设有凸块;上述翻转吸板连接在翻转电机的输出端上,并经翻转电机驱动旋转;上述翻转限位块设置在翻转电机一侧,翻转限位块的上下两端设有凸柱;翻转电机的输出端每旋转180度后,凸块与凸柱接触,限制翻转电机继续朝原旋转方向旋转;电芯经上料机械手搬移至中转滑座上,随中转滑座平移至翻转吸板的下方;翻转吸板经翻转直线模组驱动下降吸取电芯,并经翻转电机驱动翻转180度,以便调整电芯位置。
9.优选地,所述的预整形机构包括预整形支架、预整形气缸、预整形连接座、预整形底座、预整形支板、预整形载物板、第一弹簧、预整形限位板、预整形直线模组、整形座及整形块;其中,上述预整形气缸设置在预整形支架的底部,且输出端竖直向上设置;上述预整形连接座连接在预整形气缸的输出端上,经预整形气缸驱动升降;上述预整形底座设置在预整形支架的上端,并与预整形连接座连接,随预整形连接座升降;上述预整形支板嵌设在预整形底座上;上述预整形载物板可滑动地连接在预整形支板侧壁上;上述预整形直线模组水平挂设在预整形支架内部上端;上述整形座包括两座,整形座可滑动地连接在预整形支架上,并与预整形直线模组连接,经预整形直线模组驱动平移;上述整形块挂设在整形座上端,随整形座平移,整形块的下端端面倾斜设置;整形块随整形座经预整形直线模组驱动向预整形载物板移动;电芯经预整形载物板承载,经预整形气缸驱动上升;整形块向预整形载物板移动过程中整形块的下端斜面逐渐对电芯两侧的铝塑膜上表面施压,以便调整电芯铝塑膜的角度;上述第一弹簧一端连接预整形支板,另一端连接预整形载物板;上述预整形限位板水平设置在预整形支板的上端;预整形载物板经预整形气缸驱动上升靠近整形块时,第一弹簧压缩,以便缓冲作用力。
10.优选地,所述的转料机构设置在整形机构一侧;转料机构包括转料直线模组、转料滑座、转料气缸、转料升降块、转料吸板及转料平台;其中,上述转料平台竖直设置;上述转料直线模组水平设置在转料平台一侧;上述转料滑座可滑动地连接在转料直线模组上,并经转料直线模组驱动水平移动;上述转料气缸设置在转料滑座的上端,且输出端竖直朝下设置;上述转料升降块可滑动地连接在转料滑座侧壁,并与转料气缸的输出端连接,经转料气缸驱动升降;上述转料吸板嵌设在转料升降块上,并随转料升降块升降;转料吸板经转料气缸驱动升降,以便上升至转料平台,同一高度从转料平台吸取电芯,并经转料直线模组驱
动平移至治具内,以便放入电芯。
11.优选地,所述的搬移机构包括搬移支座、搬移直线模组、搬移滑座、搬移气缸、搬移滑板、搬移架及吸嘴;其中,上述搬移支座竖直设置;上述搬移直线模组水平设置在搬移支座的上端;上述搬移滑座可滑动地连接在搬移直线模组上,并经搬移直线模组驱动水平移动;上述搬移气缸设置在搬移滑座的上端,且输出端竖直朝下设置;上述搬移滑板可滑动地连接在搬移滑座侧壁,并与搬移气缸的输出端连接,经搬移气缸驱动升降;上述搬移架设置在搬移滑板下端,随搬移滑板升降,并随搬移滑座平移;搬移架包括至少两个连接块,上述连接块分别间隔设置;上述吸嘴包括至少两组,吸嘴分别设置在连接块下端;吸嘴分别从上料装置与预整形机构吸附电芯;搬移架将电芯从上料装置搬移至预整形机构的同时,将预整形机构上的电芯搬移至转料机构,以便提高电芯搬移效率。
12.优选地,所述的治具包括治具支座、连接杆、外连杆、内连杆、盖板、电芯载板及第二弹簧;其中,上述治具支座包括上底板及下底板;上述连接杆包括至少两根,连接杆竖直设置并连接治具支座;上述外连杆可滑动地竖直设置在治具支座的上底板上;上述内连杆可伸缩地连接在外连杆下端;上述盖板可滑动地连接在连接杆上,并与内连杆连接,随内连杆带动升降;上述电芯载板设置在治具支座的下底板上;盖板下降与电芯载板上下夹住电芯,盖板上升与电芯载板分离,以便打开治具;上述第二弹簧一端连接治具支座,另一端连接盖板;盖板下降靠近电芯载板时,第二弹簧压缩,以便缓冲盖板下降的作用力,避免治具损坏。
13.优选地,所述的点uv胶机构包括升降组件、旋转组件及点胶组件;其中,上述升降组件竖直设置,并设有沿竖直方向的移动空间;上述旋转组件设置在升降组件的移动空间上,经升降组件驱动升降,且旋转组件输出端绕竖直方向旋转;上述点胶组件设置在旋转组件输出端上,并经旋转组件驱动旋转,且随旋转组件升降;点胶组件包括胶筒及点胶头;上述点胶头包括通胶管道、点胶腔体及点胶腔;其中,上述点胶腔体三面设置倒角开口;上述点胶腔开设在点胶腔体内,点胶腔设有弧形侧壁;上述通胶管道一端连接胶筒,另一端连接在点胶腔上端,并沿弧形侧壁向下流胶。
14.优选地,所述的升降组件包括支座、升降直线模组及滑座;其中,上述支座包括水平滑板及竖直支板;其中,上述水平滑板水平设置,并在水平面自由平移;上述升降直线模组设置在竖直支板的侧壁;上述滑座可滑动地连接在升降直线模组上,并经升降直线模组驱动升降;上述旋转组件包括旋转电机及矩形旋转板;其中,上述旋转电机连接在滑座的下端,并随滑座升降;上述矩形旋转板竖直设置,并与旋转电机的输出端连接,经旋转电机驱动绕竖直旋转轴旋转;上述点胶组件包括胶筒、连接部及点胶头;其中,上述胶筒竖直设置在矩形旋转板的一侧;上述连接部水平设置在胶筒下端,连接部一端连接胶筒,另一端连接矩形旋转板;上述点胶头连接在连接部下端。
15.优选地,所述的胶筒上端设置进胶口,下端设置出胶口,且进胶口大于出胶口;上述连接部内部设有通道;上述通道一端与胶筒的出胶口连通,另一端与上述点胶头连通;点胶头还包括支撑外壳及连接腔壳;其中,上述支撑外壳水平设置,支撑外壳的一端开设圆形槽口;上述连接腔壳竖直设置;连接腔壳设置在支撑外壳的下端,连接腔壳的内部与圆形槽口连通;上述点胶腔体设置在连接腔壳下端;点胶腔体开设有点胶腔及点胶口;上述通胶管道竖直插设在连接腔壳内,通胶管道的上端与支撑外壳的圆形槽口相接,通胶管道的下端
与点胶腔相接;上述点胶口包括三个,分别沿点胶腔体的三个不同面开设,以便电芯铝塑膜从多个方向进入点胶腔涂胶,并便于涂胶后清洁点胶腔。
16.优选地,所述的折边机构包括折边底座、折边平移气缸、折边滑座、折边升降气缸、折边升降滑块、折边升降座及折边旋转辊;其中,上述折边底座竖直设置,折边底座具有置物平面;上述折边平移气缸水平设置在折边底座的置物平面上,且折边平移气缸的输出端方向水平设置;上述折边滑座可滑动地连接在折边底座的置物平面上,并与折边平移气缸的输出端连接,经折边平移气缸驱动平移,折边滑座的侧壁开设升降槽;上述折边升降气缸固定连接在折边滑座底部,折边升降气缸的输出端竖直设置;上述折边升降滑块水平设置,并与折边升降气缸的输出端连接,经折边升降气缸驱动在升降槽内升降;上述折边升降座可滑动地连接在折边滑座的侧壁,并与折边升降滑块连接,随折边升降滑块升降;上述折边旋转辊可转动地连接在折边升降座的上端,折边旋转辊随折边升降座升降,并随折边滑座平移,以便自由折边电芯铝塑膜。
17.本实用新型的有益效果在于:
18.本实用新型针对现有技术存在的缺陷和不足自主研发设计了一种集成了铝塑膜自动整形、uv胶绝缘覆胶、点胶、折边及热压等工艺于一体;能多角度覆胶且无胶水堵塞风险;并便于清洁胶腔的电芯铝塑膜覆胶折边生产线。本实用新型整体实现了对铝塑膜包覆电芯后段的加工,具体为针对铝塑膜侧边的整形、uv胶包覆绝缘处理、点胶、折边及热压工艺,从而实现了对铝塑膜金属层的绝缘处理,并将处理后的铝塑膜边点胶后单次折边包覆粘结,同时通过热压对铝塑膜边的位置固化处理。本实用新型以自动化产线在线式生产为目的,整体以两条滑轨作为物料传输通道,形成两条物流线,两条滑轨之间通过转轨机构进行物料转移,通过治具作为电芯夹装载体,利用治具在物流线的自由移动,依次将物料传输至预整形工位、点uv胶工位、折边工位及热压工位,实现物料在各个阶段的自动化加工。
19.具体地,本实用新型设计有预整形机构,通过预整形机构整体对电芯两侧的铝塑膜边进行加工前整形,通过预整形机构同步将电芯两侧的铝塑膜边进行位置和形状整形,以保证后续uv涂胶、点胶及折边等加工质量。本实用新型的预整形机构整体以u型结构预整形支架作为承载载体,本实用新型将预整形气缸集成在预整形支架底部,将预整形直线模组水平设置于预整形支架内;预整形气缸的输出端朝上设置,并连接预整形连接座,预整形连接座上部设有u型开口,从而在升降运动过程中实现与预整形直线模组的避空设计,避免运动干涉。预整形连接座上水平设有预整形底座,同时,预整形底座上平行间隔地设有预整形支板,两预整形支板竖直设置,且两者的内侧壁上分别沿竖直方向可滑动地连接有预整形载物板,预整形载物板通过其底部的弹簧支撑,待整形的电芯放置在预整形载物板上。另外,本实用新型在预整形底座的两侧分别设有整形座,两整形座沿直线方向可滑动地连接在预整形支架的顶部,并与预整形直线模组连接,由预整形直线模组驱动而靠近或远离预整形载物板;同时,整形座的顶部悬设有整形块,整形块对应设置于预整形载物板的上方,其底部设有整形斜面;预整形直线模组驱动整形座带动整形块直线行走,调整好位置后,预整形气缸驱动预整形底座向上运动,预整形底座带动预整形支板及预整形载物板同步向上运动,预整形载物板带动电芯向上运动,使电芯两侧的铝塑膜边靠近整形斜面,从而实现对铝塑膜边的整形。利用预整形载物板与预整形支板之间弹簧实现柔性连接,相比于传统整形,整形过程中利用弹簧进行缓冲,避免铝塑膜压坏;通过预整形直线模组实现了整形位置
调整,以适应不同尺寸规格的电芯,且能有效保证每次整形位置一致性,提高整形质量;同时将预整形气缸及预整形直线模组分别集成设置在预整形支架的底部和内部,有效地利用空间结构,减少了整体空间占用率。
20.本实用新型针对uv点胶工艺要求独创性地设有点uv胶机构,铝塑膜uv胶的工艺要求保证铝塑膜外沿暴露在外的金属层实现绝缘,这就要求将uv胶沿着铝塑膜边进行涂覆,传统的点射注胶方式无法满足该种工艺要求,目前针对该种工艺要求最新的技术是通过将胶水注入一个腔体内,并在腔体的一侧开口,然后将铝塑膜边从该开口插入腔体内,并浸入腔体内的胶水中,胶水从铝塑膜的外沿端面、上端面及下端面包覆,同时通过驱动铝塑膜在腔体内直线行走,从而实现uv胶的涂覆。针对以上工艺,本实用新型设计的点uv胶机构整体包括胶筒、连接部及点胶头,连接部设置通道,并向上连通胶筒向下连通点胶头。特别地,本实用新型的点胶头内设有点胶腔,本实用新型的点胶强内凹在点胶头内部,形成囊体结构,该点胶腔设置为三面开口结构,这样在实际点胶过程中,铝塑膜可根据整体结构设计选择从不同开口进入腔体内,且开口侧壁倒角,避免进入腔体内时时阻挡柔性材质的铝塑膜;同时,该种三面开口结构还可在一侧设置吹气气嘴,对应侧设置吸气气嘴,通过高压气体在点胶腔内的对流实现对点胶强内部高效清洁,避免点胶后胶水凝固堵塞点胶腔。另外,本实用新型的点胶腔采用单流道结构设计,在点胶头内部竖直设有通胶管道,通胶管道的顶部与胶筒连接,其底部沿着点胶头内部竖直向下延伸至点胶腔上方;同时,点胶腔具有半圆截面部、矩形截面部及梯形截面部;胶水从胶筒经过通胶管道流至点胶腔,在点胶腔的半圆截面部与矩形截面部交界处流出,以便从铝塑膜的上端面以及侧端面涂胶,并有部分胶水沿半圆截面部的弧形侧壁流至点胶腔的底部,从底部向上渗至铝塑膜下端面涂胶。该种单通道结构配合点胶腔的半圆截面部和矩形截面部设计,通过一条流道实现了胶水多方向流动,有效地减少了胶水流动过程中的堵塞情况。
附图说明
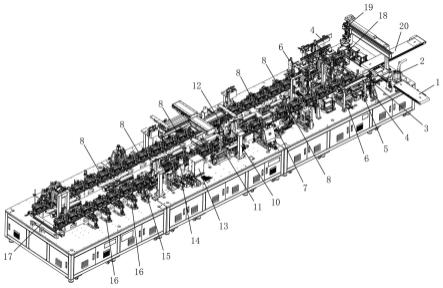
21.图1为本实用新型的立体结构示意图之一。
22.图2为本实用新型的立体结构示意图之二。
23.图3为本实用新型的中转平台立体结构示意图之一。
24.图4为本实用新型的中转平台立体结构示意图之二。
25.图5为本实用新型的搬移机构立体结构示意图。
26.图6为本实用新型的预整形机构立体结构示意图之一。
27.图7为本实用新型的预整形机构立体结构示意图之二。
28.图8为本实用新型的预整形机构立体结构示意图之三。
29.图9为本实用新型的预整形机构立体结构示意图之四。
30.图10为本实用新型的转料机构立体结构示意图之一。
31.图11为本实用新型的转料机构立体结构示意图之二。
32.图12为本实用新型的治具立体结构示意图。
33.图13为本实用新型的测高机构立体结构示意图之一。
34.图14为本实用新型的测高机构立体结构示意图之二。
35.图15为本实用新型的标定机构立体结构示意图之一。
36.图16为本实用新型的标定机构立体结构示意图之二。
37.图17为本实用新型的点uv胶机构立体结构示意图之一。
38.图18为本实用新型的点uv胶机构立体结构示意图之二。
39.图19为本实用新型的点uv胶机构立体结构示意图之三。
40.图20为本实用新型的点胶头立体结构示意图之一。
41.图21为本实用新型的点胶头立体结构示意图之二。
42.图22为本实用新型的点胶头立体结构示意图之三。
43.图23为本实用新型的点胶腔的剖视图。
44.图24为本实用新型的固化机构立体结构示意图之一。
45.图25为本实用新型的固化机构立体结构示意图之二。
46.图26为本实用新型的点热熔胶机构立体结构示意图之一。
47.图27为本实用新型的点热熔胶机构立体结构示意图之二。
48.图28为本实用新型的折边机构立体结构示意图之一。
49.图29为本实用新型的折边机构立体结构示意图之二。
50.图30为本实用新型的折边机构立体结构示意图之三。
具体实施方式
51.下面将结合附图对本实用新型作进一步描述:
52.如图1至图30所示,本实用新型采取的技术方案如下:一种电芯铝塑膜覆胶折边生产线,包括机台0、上料装置、滑轨7、转轨机构17及下料装置;其中,上述滑轨7包括两条,两滑轨7平行间隔地设置在机台0两侧;上述上料装置及下料装置分别设置在两滑轨7的同一端;上述转轨机构17跨设在两滑轨7的另一端;还包括预整形机构5、治具8、点uv胶机构12及折边装置;其中,上述预整形机构5设置在上料装置一侧;上述治具8包括至少两个,多个治具8可滑动地连接在滑轨7上;上述点uv胶机构12包括两套,并分别设置在两滑轨7上;上述折边装置包括两套,并分别设置在两点uv胶机构12的不同侧;电芯从上料装置移至预整形机构5,经预整形机构5整形两侧的铝塑膜侧边,再从预整形机构5移至治具8,随治具8依次移动至点uv胶机构12及折边装置;点uv胶机构对位电芯铝塑膜一侧侧边,并点胶;折边装置对点胶侧边进行折边;治具8经转轨机构17转移至另一滑轨7,并依次移动至另一点uv胶机构12及另一折边装置,完成另一侧侧边点胶及折边,再移动至下料装置下料。
53.上料装置包括上料皮带1、上料机械手2、中转平台3及搬移机构4;其中,上述上料皮带1沿机台0的一侧边设置;上述上料机械手2跨设在上料皮带1上方;上述中转平台3设置在上料皮带1一侧;上述搬移机构4跨设在中转平台3、预整形机构5及转料机构6之间;电芯经上料皮带1运输,经上料机械手2搬移至中转平台3,经搬移机构4从上料装置搬移至预整形机构5预整形,并同步从预整形机构5搬移至转料机构6,经转料机构6转移至治具8内。
54.中转平台3包括翻转支座31、翻转直线模组32、翻转滑座33、翻转电机34、翻转吸板35、翻转限位块36、中转支座37、中转直线模组38及中转滑座39;其中,上述中转支座37竖直设置;上述中转直线模组38水平设置在中转支座37上;上述中转滑座39可滑动地连接在中转直线模组38上,并经中转直线模组38驱动平移;上述翻转支座31竖直设置在中转支座37一侧;上述翻转直线模组32竖直设置在翻转支座31侧壁;上述翻转滑座33可滑动地连接在
翻转直线模组32上,并经翻转直线模组32驱动升降;上述翻转电机34设置在翻转滑座33的侧壁,翻转电机34的输出端绕水平方向旋转,翻转电机34的输出端上设有凸块;上述翻转吸板35连接在翻转电机34的输出端上,并经翻转电机34驱动旋转;上述翻转限位块36设置在翻转电机34一侧,翻转限位块36的上下两端设有凸柱;翻转电机34的输出端每旋转180度后,凸块与凸柱接触,限制翻转电机34继续朝原旋转方向旋转;电芯经上料机械手2搬移至中转滑座39上,随中转滑座39平移至翻转吸板35的下方;翻转吸板35经翻转直线模组32驱动下降吸取电芯,并经翻转电机34驱动翻转180度,以便调整电芯位置。
55.预整形机构5包括预整形支架51、预整形气缸52、预整形连接座53、预整形底座54、预整形支板55、预整形载物板56、第一弹簧57、预整形限位板58、预整形直线模组59、整形座510及整形块511;其中,上述预整形气缸52设置在预整形支架51的底部,且输出端竖直向上设置;上述预整形连接座53连接在预整形气缸52的输出端上,经预整形气缸52驱动升降;上述预整形底座54设置在预整形支架51的上端,并与预整形连接座53连接,随预整形连接座53升降;上述预整形支板55嵌设在预整形底座54上;上述预整形载物板56可滑动地连接在预整形支板55侧壁上;上述预整形直线模组59水平挂设在预整形支架51内部上端;上述整形座510包括两座,整形座510可滑动地连接在预整形支架51上,并与预整形直线模组59连接,经预整形直线模组59驱动平移;上述整形块511挂设在整形座510上端,随整形座510平移,整形块511的下端端面倾斜设置;整形块511随整形座510经预整形直线模组59驱动向预整形载物板56移动;电芯经预整形载物板56承载,经预整形气缸52驱动上升;整形块511向预整形载物板56移动过程中整形块511的下端斜面逐渐对电芯两侧的铝塑膜上表面施压,以便调整电芯铝塑膜的角度;上述第一弹簧57一端连接预整形支板55,另一端连接预整形载物板56;上述预整形限位板58水平设置在预整形支板55的上端;预整形载物板56经预整形气缸52驱动上升靠近整形块511时,第一弹簧57压缩,以便缓冲作用力。
56.转料机构6设置在整形机构5一侧;转料机构6包括转料直线模组61、转料滑座62、转料气缸63、转料升降块64、转料吸板65及转料平台66;其中,上述转料平台66竖直设置;上述转料直线模组61水平设置在转料平台66一侧;上述转料滑座62可滑动地连接在转料直线模组61上,并经转料直线模组61驱动水平移动;上述转料气缸63设置在转料滑座62的上端,且输出端竖直朝下设置;上述转料升降块64可滑动地连接在转料滑座62侧壁,并与转料气缸63的输出端连接,经转料气缸63驱动升降;上述转料吸板65嵌设在转料升降块64上,并随转料升降块64升降;转料吸板65经转料气缸63驱动升降,以便上升至转料平台66,同一高度从转料平台66吸取电芯,并经转料直线模组61驱动平移至治具8内,以便放入电芯。
57.搬移机构4包括搬移支座41、搬移直线模组42、搬移滑座43、搬移气缸44、搬移滑板45、搬移架46及吸嘴47;其中,上述搬移支座41竖直设置;上述搬移直线模组42水平设置在搬移支座41的上端;上述搬移滑座43可滑动地连接在搬移直线模组42上,并经搬移直线模组42驱动水平移动;上述搬移气缸44设置在搬移滑座43的上端,且输出端竖直朝下设置;上述搬移滑板45可滑动地连接在搬移滑座43侧壁,并与搬移气缸44的输出端连接,经搬移气缸44驱动升降;上述搬移架46设置在搬移滑板45下端,随搬移滑板45升降,并随搬移滑座43平移;搬移架46包括至少两个连接块,上述连接块分别间隔设置;上述吸嘴47包括至少两组,吸嘴47分别设置在连接块下端;吸嘴47分别从上料装置与预整形机构5吸附电芯;搬移架46将电芯从上料装置搬移至预整形机构5的同时,将预整形机构5上的电芯搬移至转料机
构6,以便提高电芯搬移效率。
58.治具8包括治具支座81、连接杆82、外连杆83、内连杆84、盖板85、电芯载板86及第二弹簧87;其中,上述治具支座81包括上底板及下底板;上述连接杆82包括至少两根,连接杆82竖直设置并连接治具支座81;上述外连杆83可滑动地竖直设置在治具支座81的上底板上;上述内连杆84可伸缩地连接在外连杆83下端;上述盖板85可滑动地连接在连接杆82上,并与内连杆84连接,随内连杆84带动升降;上述电芯载板86设置在治具支座81的下底板上;盖板85下降与电芯载板86上下夹住电芯,盖板85上升与电芯载板86分离,以便打开治具;上述第二弹簧87一端连接治具支座81,另一端连接盖板85;盖板85下降靠近电芯载板86时,第二弹簧87压缩,以便缓冲盖板85下降的作用力,避免治具损坏。
59.测高机构10包括测高第一支座101、测高第二支座102、测高调节螺母103、测高丝杆104、测高丝杆座105、测高部件106及测边部件107;其中,上述测高第一支座101竖直设置;上述测高第二支座102设置在测高第一支座101的上端,测高第二支座102下端设有至少两根竖直向下延伸的连杆;上述测高调节螺母103设置在测高第二支座102上;上述测高丝杆104可旋转地设置在测高第二支座102侧壁;上述测高丝杆座105可滑动地连接在测高第二支座102侧壁上,并与测高丝杆104连接;拧动测高调节螺母103带动测高丝杆104旋转,并带动测高丝杆座105沿测高丝杆104升降;上述测高部件106设置在测高丝杆座105上,并随测高丝杆座105升降;上述测边部件107挂设在连杆的下端。
60.标定机构11包括标定支板111、标定支架112、标定调节螺母113、标定丝杆114、标定部件115及侧光源盒116;其中,上述标定支板111水平设置;上述标定支架112竖直设置;上述标定调节螺母113竖直在标定支架112下端;上述标定丝杆114可旋转地设置在标定支架112侧部;上述标定部件115可滑动地连接在标定支架112侧壁,并与标定丝杆114连接;拧动标定调节螺母113,带动标定丝杆114旋转,并带动标定部件115沿标定丝杆114升降;上述侧光源盒116设置在标定支板111上。
61.点uv胶机构12包括升降组件、旋转组件及点胶组件;其中,上述升降组件竖直设置,并设有沿竖直方向的移动空间;上述旋转组件设置在升降组件的移动空间上,经升降组件驱动升降,且旋转组件输出端绕竖直方向旋转;上述点胶组件设置在旋转组件输出端上,并经旋转组件驱动旋转,且随旋转组件升降;点胶组件包括胶筒126及点胶头128;上述点胶头128包括通胶管道1282、点胶腔体1284及点胶腔1285;其中,上述点胶腔体1284三面设置倒角开口;上述点胶腔1285开设在点胶腔体1284内,点胶腔1285设有弧形侧壁;上述通胶管道1282一端连接胶筒126,另一端连接在点胶腔1285上端,并沿弧形侧壁向下流胶。
62.升降组件包括支座121、升降直线模组122及滑座123;其中,上述支座121包括水平滑板及竖直支板;其中,上述水平滑板水平设置,并在水平面自由平移;上述升降直线模组122设置在竖直支板的侧壁;上述滑座123可滑动地连接在升降直线模组122上,并经升降直线模组122驱动升降;上述旋转组件包括旋转电机124及矩形旋转板125;其中,上述旋转电机124连接在滑座123的下端,并随滑座123升降;上述矩形旋转板125竖直设置,并与旋转电机124的输出端连接,经旋转电机124驱动绕竖直旋转轴旋转;上述点胶组件包括胶筒126、连接部127及点胶头128;其中,上述胶筒126竖直设置在矩形旋转板125的一侧;上述连接部127水平设置在胶筒126下端,连接部127一端连接胶筒126,另一端连接矩形旋转板125;上述点胶头128连接在连接部127下端。
63.胶筒126上端设置进胶口,下端设置出胶口,且进胶口大于出胶口;上述连接部127内部设有通道;上述通道一端与胶筒126的出胶口连通,另一端与上述点胶头128连通;点胶头128还包括支撑外壳1281及连接腔壳1283;其中,上述支撑外壳1281水平设置,支撑外壳1281的一端开设圆形槽口;上述连接腔壳1283竖直设置;连接腔壳1283设置在支撑外壳1281的下端,连接腔壳1283的内部与圆形槽口连通;上述点胶腔体1284设置在连接腔壳1283下端;点胶腔体1284开设有点胶腔1285及点胶口1286;上述通胶管道1282竖直插设在连接腔壳1283内,通胶管道1282的上端与支撑外壳1281的圆形槽口相接,通胶管道1282的下端与点胶腔1285相接;上述点胶口1286包括三个,分别沿点胶腔体的三个不同面开设,以便电芯铝塑膜从多个方向进入点胶腔1285涂胶,并便于涂胶后清洁点胶腔1285。
64.固化机构13包括固化支座131、固化滑块132、高度调节槽133、固化滑座134、角度调节槽135及固化灯136;其中,上述固化支座131竖直设置;上述固化滑块132可滑动地连接在固化支座131的侧壁上;固化滑块132上开设上述高度调节槽133;高度调节槽133包括两个,并分别设置在固化滑块132的上下两端;上述固化滑座134包括两个,并分别可滑动地连接在高度调节槽133上,固化滑座134开设有上述角度调节槽135;角度调节槽135为弧形结构,并设置在角度调节槽135的侧壁;上述固化灯136包括两个,并沿角度调节槽135可滑动连接。
65.点热熔胶机构14包括点胶底座141、点胶驱动电机142、丝杆143、点胶滑座144、点胶支座145、热熔胶筒146、热熔胶嘴147;其中,上述点胶底座141水平设置;上述点胶驱动电机142水平设置在点胶底座141上;上述丝杆143可转动地插设在点胶底座141上,并与点胶驱动电机142连接,经点胶驱动电机142驱动旋转;上述点胶滑座143可滑动地连接在点胶底座141上,并与丝杆143连接,经丝杆143带动在点胶底座141上水平滑动;上述点胶支座145竖直设置在点胶滑座143上,并随点胶滑座143滑动;上述热熔胶筒146竖直设置在点胶支座145的侧壁;上述热熔胶嘴147设置在点胶支座145上,并与热熔胶筒146连通;热熔胶嘴147倾斜设置,并随点胶支座145水平滑移至治具8侧方,以便点胶。
66.折边机构15包括折边底座151、折边平移气缸152、折边滑座153、折边升降气缸154、折边升降滑块155、折边升降座156及折边旋转辊157;其中,上述折边底座151竖直设置,折边底座151具有置物平面;上述折边平移气缸152水平设置在折边底座151的置物平面上,且折边平移气缸152的输出端方向水平设置;上述折边滑座153可滑动地连接在折边底座151的置物平面上,并与折边平移气缸152的输出端连接,经折边平移气缸152驱动平移,折边滑座153的侧壁开设升降槽;上述折边升降气缸154固定连接在折边滑座153底部,折边升降气缸154的输出端竖直设置;上述折边升降滑块155水平设置,并与折边升降气缸154的输出端连接,经折边升降气缸154驱动在升降槽内升降;上述折边升降座156可滑动地连接在折边滑座153的侧壁,并与折边升降滑块155连接,随折边升降滑块155升降;上述折边旋转辊157可转动地连接在折边升降座156的上端,折边旋转辊157随折边升降座156升降,并随折边滑座153平移,以便自由折边电芯铝塑膜。
67.下料装置包括下料平台18、下料机械手19及下料皮带20;其中,上述下料平台18设置在搬移机构4一侧;上述下料皮带20设置在下料平台18一侧;上述下料机械手19跨设在下料平台18及下料皮带20之间;电芯经搬移机构4搬移至下料平台18,并经下料机械手19吸取放置下料皮带20,经下料皮带下料。
68.进一步,本实用新型针对现有技术存在的缺陷和不足自主研发设计了一种集成了铝塑膜自动整形、uv胶绝缘覆胶、点胶、折边及热压等工艺于一体;能多角度覆胶且无胶水堵塞风险;并便于清洁胶腔的电芯铝塑膜覆胶折边生产线。本实用新型整体实现了对铝塑膜包覆电芯后段的加工,具体为针对铝塑膜侧边的整形、uv胶包覆绝缘处理、点胶、折边及热压工艺,从而实现了对铝塑膜金属层的绝缘处理,并将处理后的铝塑膜边点胶后单次折边包覆粘结,同时通过热压对铝塑膜边的位置固化处理。本实用新型以自动化产线在线式生产为目的,整体以两条滑轨作为物料传输通道,形成两条物流线,两条滑轨之间通过转轨机构进行物料转移,通过治具作为电芯夹装载体,利用治具在物流线的自由移动,依次将物料传输至预整形工位、点uv胶工位、折边工位及热压工位,实现物料在各个阶段的自动化加工。具体地,本实用新型设计有预整形机构,通过预整形机构整体对电芯两侧的铝塑膜边进行加工前整形,通过预整形机构同步将电芯两侧的铝塑膜边进行位置和形状整形,以保证后续uv涂胶、点胶及折边等加工质量。本实用新型的预整形机构整体以u型结构预整形支架作为承载载体,本实用新型将预整形气缸集成在预整形支架底部,将预整形直线模组水平设置于预整形支架内;预整形气缸的输出端朝上设置,并连接预整形连接座,预整形连接座上部设有u型开口,从而在升降运动过程中实现与预整形直线模组的避空设计,避免运动干涉。预整形连接座上水平设有预整形底座,同时,预整形底座上平行间隔地设有预整形支板,两预整形支板竖直设置,且两者的内侧壁上分别沿竖直方向可滑动地连接有预整形载物板,预整形载物板通过其底部的弹簧支撑,待整形的电芯放置在预整形载物板上。另外,本实用新型在预整形底座的两侧分别设有整形座,两整形座沿直线方向可滑动地连接在预整形支架的顶部,并与预整形直线模组连接,由预整形直线模组驱动而靠近或远离预整形载物板;同时,整形座的顶部悬设有整形块,整形块对应设置于预整形载物板的上方,其底部设有整形斜面;预整形直线模组驱动整形座带动整形块直线行走,调整好位置后,预整形气缸驱动预整形底座向上运动,预整形底座带动预整形支板及预整形载物板同步向上运动,预整形载物板带动电芯向上运动,使电芯两侧的铝塑膜边靠近整形斜面,从而实现对铝塑膜边的整形。利用预整形载物板与预整形支板之间弹簧实现柔性连接,相比于传统整形,整形过程中利用弹簧进行缓冲,避免铝塑膜压坏;通过预整形直线模组实现了整形位置调整,以适应不同尺寸规格的电芯,且能有效保证每次整形位置一致性,提高整形质量;同时将预整形气缸及预整形直线模组分别集成设置在预整形支架的底部和内部,有效地利用空间结构,减少了整体空间占用率。本实用新型针对uv点胶工艺要求独创性地设有点uv胶机构,铝塑膜uv胶的工艺要求保证铝塑膜外沿暴露在外的金属层实现绝缘,这就要求将uv胶沿着铝塑膜边进行涂覆,传统的点射注胶方式无法满足该种工艺要求,目前针对该种工艺要求最新的技术是通过将胶水注入一个腔体内,并在腔体的一侧开口,然后将铝塑膜边从该开口插入腔体内,并浸入腔体内的胶水中,胶水从铝塑膜的外沿端面、上端面及下端面包覆,同时通过驱动铝塑膜在腔体内直线行走,从而实现uv胶的涂覆。针对以上工艺,本实用新型设计的点uv胶机构整体包括胶筒、连接部及点胶头,连接部设置通道,并向上连通胶筒向下连通点胶头。特别地,本实用新型的点胶头内设有点胶腔,本实用新型的点胶强内凹在点胶头内部,形成囊体结构,该点胶腔设置为三面开口结构,这样在实际点胶过程中,铝塑膜可根据整体结构设计选择从不同开口进入腔体内,且开口侧壁倒角,避免进入腔体内时时阻挡柔性材质的铝塑膜;同时,该种三面开口结构还可在一侧设置吹气气嘴,对应侧设置
吸气气嘴,通过高压气体在点胶腔内的对流实现对点胶强内部高效清洁,避免点胶后胶水凝固堵塞点胶腔。另外,本实用新型的点胶腔采用单流道结构设计,在点胶头内部竖直设有通胶管道,通胶管道的顶部与胶筒连接,其底部沿着点胶头内部竖直向下延伸至点胶腔上方;同时,点胶腔具有半圆截面部、矩形截面部及梯形截面部;胶水从胶筒经过通胶管道流至点胶腔,在点胶腔的半圆截面部与矩形截面部交界处流出,以便从铝塑膜的上端面以及侧端面涂胶,并有部分胶水沿半圆截面部的弧形侧壁流至点胶腔的底部,从底部向上渗至铝塑膜下端面涂胶。该种单通道结构配合点胶腔的半圆截面部和矩形截面部设计,通过一条流道实现了胶水多方向流动,有效地减少了胶水流动过程中的堵塞情况。
69.本实用新型的实施例只是介绍其具体实施方式,不在于限制其保护范围。本行业的技术人员在本实施例的启发下可以作出某些修改,故凡依照本实用新型专利范围所做的等效变化或修饰,均属于本实用新型专利权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1