一种电池包胶和缠胶自动化设备的制作方法
1.本实用新型涉及电池加工设备技术领域,尤其是指一种电池包胶和缠胶自动化设备。
背景技术:
2.在锂聚合物电池的生产过程中,需要对电池的保护板进行包胶、折板和缠胶工序,以达到绝缘和固定保护板的目的。现有技术中,一般是通过人工依次对电池进行保护板的包胶、对包胶后保护板的翻折和翻折后的包胶,该生产方式的劳动强度大,所需人工数量多,人工成本高,且生产效率低,难以保证电池的生产质量。因此,缺陷十分明显,亟需提供一种解决方案。
技术实现要素:
3.为了解决上述技术问题,本实用新型的目的在于提供一种电池包胶和缠胶自动化设备。
4.为了实现上述目的,本实用新型采用如下技术方案:
5.一种电池包胶和缠胶自动化设备,其包括机台、装设于机台的转动驱动机构、与转动驱动机构的输出端驱动连接的转盘、装设于转盘的周向的多个夹持旋转机构及依次分布于转盘的周向外的上料装置、u型包胶装置、折板装置、缠胶装置和下料装置,所述u型包胶装置包括设置于机台的包胶座、装设于包胶座的供胶带机构、设置于供胶带机构的输出端的上夹带机构、设置于上夹带机构的下方的切带机构、位于切带机构的切带端下方的胶带u型包胶组件、装设于包胶座并用于驱动胶带u型包胶组件移动的包胶驱动机构、位于胶带u型包胶组件的下方的下夹带牵引机构及位于胶带u型包胶组件的外侧的压合贴胶机构,所述上夹带机构与下夹带牵引机构相对设置。
6.进一步地,所述胶带u型包胶组件包括与包胶驱动机构的输出端连接的移动座、装设于移动座的吸带头、装设于移动座的推带驱动器及与推带驱动器的输出端连接的推带u型包胶头,所述吸带头设置有第一吸带孔组,所述推带u型包胶头设置有两个间距设置的推带包胶块,所述第一吸带孔组位于两个推带包胶块之间。
7.进一步地,所述吸带头还设置有第二吸带孔组、上推带槽、下推带槽和第三吸带孔组,所述第二吸带孔组、上推带槽、第一吸带孔组、下推带槽和第三吸带孔组从上往下依次设置,两个推带包胶块分别与上推带槽和下推带槽对应设置。
8.进一步地,所述夹持旋转机构包括装设于转盘的安装座、转动连接于安装座的转轴、与转轴的一端连接的夹持组件及与转轴的另一端驱动连接的旋转驱动器,所述旋转驱动器装设于安装座或/和转盘。
9.进一步地,所述折板装置包括设置于机台的翻折座、升降设置于翻折座的翻折升降板、装设于翻折座并用于驱动翻折升降板升降的翻折升降驱动机构、装设于翻折座的压合整形机构及分别装设于翻折升降板的上顶机构、翻折辅助机构和翻折机构,所述压合整
形机构与上顶机构对应设置,所述翻折辅助机构和翻折机构分别位于上顶机构的两侧,所述翻折辅助机构的输出端设置有翻折绕轴,所述翻折机构的输出端设置有翻折板。
10.进一步地,所述翻折机构包括装设于翻折升降板的翻折驱动器及与翻折驱动器的输出端连接头,所述翻折板的一端与连接头的偏心位置连接,所述翻折驱动器用于驱动连接头和翻折板进行翻转。
11.进一步地,所述翻折辅助机构包括装设于翻折升降板的翻折辅助升降器、与翻折辅助升降器的输出端连接的翻折辅助升降板、与翻折辅助升降板滑动连接的辅助动板及装设于翻折辅助升降板的翻折辅助驱动器,所述翻折辅助驱动器用于驱动辅助动板往复移动,所述翻折绕轴与辅助动板连接。
12.进一步地,所述压合整形机构包括分别装设于翻折座的下压整形组件和侧压整形组件,所述下压整形组件位于上顶机构的上方并对应设置,所述侧压整形组件与下压整形组件或/和上顶机构呈夹角设置。
13.进一步地,所述压合整形机构还包括整形防护组件,所述整形防护组件包括装设于翻折座的整形防护驱动器、装设于整形防护驱动器的输出端的升降块及连接于升降块的防护板,所述防护板位于下压整形头的外侧,所述整形防护驱动器用于驱动升降块靠近或远离上顶机构。
14.进一步地,所述折板装置还包括导线调整机构,所述导线调整机构包括装设于翻折升降板的导线调整驱动器及装设于导线调整驱动器的输出端的导线调整块,所述导线调整块与上顶机构的上顶端并列设置,所述导线调节驱动器用于驱动导线调整块往复移动。
15.本实用新型的有益效果:在实际应用中,转动驱动机构驱动转盘连带多个夹持旋转机构有序地沿着上料装置、u型包胶装置、折板装置、缠胶装置和下料装置循环转动,上料装置将电池输送至位于上料工位的夹持旋转机构上,夹持旋转机构的夹持旋转端夹持电池的电池主体,电池上的保护板向外设置,u型包胶装置将胶带弯折成u型并包覆胶粘在保护板上,以实现对保护板进行包胶,接着折板装置将包胶后的保护板翻折至电池主体的凹陷内,以实现对保护板进行折板,然后折板后的电池被输送至缠胶装置处,缠胶装置先将胶带贴设在电池的待缠胶部位,接着夹持旋转机构的夹持旋转端驱动电池360
°
旋转,缠胶装置对翻折有保护板的凹陷进行缠胶,以将翻折在凹陷内的保护板进行缠胶固定,最后下料装置将缠胶后的电池下料,以完成对电池进行包胶、折板和缠胶处理。u型包胶装置对电池的保护板进行包胶的具体过程为:起始时,胶带卷料装设于供胶带机构,胶带卷料上的胶带贯穿上夹带机构,且胶带的自由端位于上夹带机构的下方,胶带u型包胶组件位于胶带的背面,即胶带u型包胶组件位于胶带远离压合贴胶机构的一侧,电池的保护板位于压合贴胶机构的压合贴胶端处且与胶带u型包胶组件对应设置;下夹带牵引机构夹持胶带的自由端并向下牵引,使得供胶带机构释放胶带卷料上的胶带,胶带依次经过切带机构、胶带u型包胶组件,直至下夹带牵引机构的夹带端位于胶带u型包胶组件的下方,此时,上夹带机构将位于切带机构上方的胶带夹持,胶带u型包胶组件吸紧胶带,接着切带机构工作并将位于上夹带机构与胶带u型包胶组件之间的胶带切断以形成胶带段,再接着下夹带牵引机构释放对胶带段的底端的夹持力,然后包胶驱动机构驱动胶带u型包胶组件连带胶带朝靠近电池的保护板方向移动,胶带段移动到位后,胶带u型包胶组件将胶带段弯折成水平设置的u型结构,且u型结构的胶带段包覆并贴附在电池的保护板上,最后压合贴胶机构的压合贴胶端将
u型结构的胶带段压合在电池的保护板上,使得胶带段能够牢固地贴合在电池的保护板,以完成电池的保护板的包胶工序。本实用新型的自动化地实现了电池的上料、包胶、折板、缠胶和下料,提高了生产的效率和质量,降低了人工成本和劳动强度,且通过胶带u型包胶组件将胶带段弯折成u型结构并包覆贴合在电池的保护板上,提高了包胶的质量和效率。
附图说明
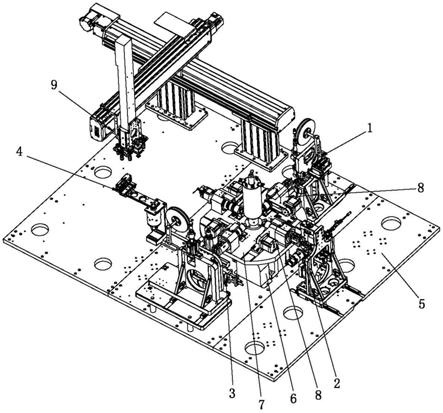
16.图1为本实用新型的立体结构示意图。
17.图2为本实用新型的u型包胶装置的立体结构示意图。
18.图3为本实用新型的u型包胶装置的另一视角的立体结构示意图。
19.图4为本实用新型的胶带u型包胶组件和包胶驱动机构的立体结构示意图。
20.图5为本实用新型的下夹带牵引机构的立体结构示意图。
21.图6为本实用新型的上夹带机构的立体结构示意图。
22.图7为本实用新型的折板装置的立体结构示意图。
23.图8为本实用新型的折板装置隐藏压合整形机构后的立体结构示意图。
24.图9为本实用新型的压合整形机构的立体结构示意图。
25.图10为本实施例的电池的结构示意图。
26.图11为本实用新型的下料装置的立体结构示意图。
27.图12为本实用新型的夹持旋转机构的立体结构示意图。
28.附图标记说明:
29.01、电池主体;02、保护板;03、凹陷;04、导线;1、u型包胶装置;11、包胶座;12、供胶带机构;121、料卷架;122、胶带限位导辊;13、上夹带机构;131、上定夹带块;132、上夹带驱动器;133、上动夹带块;134、夹块;14、切带机构;141、切带驱动器;142、切刀;15、胶带u型包胶组件;150、移动座;151、吸带头;152、推带驱动器;153、推带u型包胶头;154、第一吸带孔组;155、推带包胶块;156、第二吸带孔组;157、上推带槽;158、下推带槽;159、第三吸带孔组;16、包胶驱动机构;161、第一驱动器;162、滑板;163、第二驱动器;17、下夹带牵引机构;171、夹带升降驱动器;172、夹带升降座;173、下夹带手指气缸;174、夹带件;175、夹带主体;176、胶辊;18、压合贴胶机构;181、上压合贴胶组件;182、下压合贴胶组件;183、压合贴胶驱动器;184、压合贴胶头;2、折板装置;21、翻折座;22、翻折升降板;221、卡接槽;23、翻折升降驱动机构;231、翻折升降驱动器;232、连接杆;233、卡接头;24、压合整形机构;241、下压整形组件;242、侧压整形组件;243、下压整形驱动器;244、下压整形头;245、下压整形避让弧面;246、侧压整形驱动器;247、侧压整形头;248、侧压整形弧面;25、上顶机构;26、翻折辅助机构;261、翻折绕轴;262、翻折辅助升降器;263、翻折辅助升降板;264、辅助动板;265、翻折辅助驱动器;27、翻折机构;271、翻折板;272、翻折驱动器;273、连接头;28、整形防护组件;281、整形防护驱动器;282、升降块;283、防护板;29、导线调整机构;291、导线调整驱动器;292、导线调整块;3、缠胶装置;4、下料装置;41、下料座;42、下料旋转器;43、下料摆臂;44、下料夹持器;45、推料机构;46、夹块;47、推板;5、机台;6、转动驱动机构;7、转盘;8、夹持旋转机构;81、安装座;82、转轴;83、夹持组件;84、旋转驱动器;9、上料装置。
具体实施方式
30.为了便于本领域技术人员的理解,下面结合实施例与附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。
31.如图1至图12所示,本实用新型提供的一种电池包胶和缠胶自动化设备,其包括机台5、装设于机台5的转动驱动机构6、与转动驱动机构6的输出端驱动连接的转盘7、装设于转盘7的周向的多个夹持旋转机构8及依次分布于转盘7的周向外的上料装置9、u型包胶装置1、折板装置2、缠胶装置3和下料装置4,所述u型包胶装置1包括可调节地设置于机台5的包胶座11、装设于包胶座11的供胶带机构12、设置于供胶带机构12的输出端的上夹带机构13、设置于上夹带机构13的下方的切带机构14、位于切带机构14的切带端下方的胶带u型包胶组件15、装设于包胶座11并用于驱动胶带u型包胶组件15移动的包胶驱动机构16、位于胶带u型包胶组件15的下方的下夹带牵引机构17及位于胶带u型包胶组件15的外侧的压合贴胶机构18,所述上夹带机构13与下夹带牵引机构17相对设置;具体地,多个夹持旋转机构8围绕转盘7的中心轴线呈环形阵列设置。
32.本实施例中,所述电池包括电池主体01、设置于电池主体01的凹陷03、与凹陷03的端部连接的保护板02及与保护板02电连接的导线04。在实际应用中,转动驱动机构6驱动转盘7连带多个夹持旋转机构8有序地沿着上料装置9、u型包胶装置1、折板装置2、缠胶装置3和下料装置4循环转动,上料装置9将电池输送至位于上料工位的夹持旋转机构8上,夹持旋转机构8的夹持旋转端夹持电池的电池主体01,电池上的保护板02向外设置,u型包胶装置1将胶带弯折成u型并包覆胶粘在保护板02上,以实现对保护板02进行包胶,接着折板装置2将包胶后的保护板02翻折至电池主体01的凹陷03内,以实现对保护板02进行折板,然后折板后的电池被输送至缠胶装置3处,缠胶装置3先将胶带贴设在电池的待缠胶部位,接着夹持旋转机构8的夹持旋转端驱动电池360
°
旋转,缠胶装置3对翻折有保护板02的凹陷03进行缠胶,以将翻折在凹陷03内的保护板02进行缠胶固定,最后下料装置4将缠胶后的电池下料,以完成对电池进行包胶、折板和缠胶处理。u型包胶装置1对电池的保护板02进行包胶的具体过程为:起始时,胶带卷料装设于供胶带机构12,胶带卷料上的胶带贯穿上夹带机构13,且胶带的自由端位于上夹带机构13的下方,胶带u型包胶组件15位于胶带的背面,即胶带u型包胶组件15位于胶带远离压合贴胶机构18的一侧,电池的保护板02位于压合贴胶机构18的压合贴胶端处且与胶带u型包胶组件15对应设置;下夹带牵引机构17夹持胶带的自由端并向下牵引,使得供胶带机构12释放胶带卷料上的胶带,胶带依次经过切带机构14、胶带u型包胶组件15,直至下夹带牵引机构17的夹带端位于胶带u型包胶组件15的下方,此时,上夹带机构13将位于切带机构14上方的胶带夹持,胶带u型包胶组件15吸紧胶带,接着切带机构14工作并将位于上夹带机构13与胶带u型包胶组件15之间的胶带切断以形成胶带段,再接着下夹带牵引机构17释放对胶带段的底端的夹持力,然后包胶驱动机构16驱动胶带u型包胶组件15连带胶带朝靠近电池的保护板02方向移动,胶带段移动到位后,胶带u型包胶组件15将胶带段弯折成水平设置的u型结构,且u型结构的胶带段包覆并贴附在电池的保护板02上,最后压合贴胶机构18的压合贴胶端将u型结构的胶带段压合在电池的保护板02上,使得胶带段能够牢固地贴合在电池的保护板02,以完成电池的保护板02的包胶工序。本实用新型的自动化地实现了电池的上料、包胶、折板、缠胶和下料,提高了生产的效率和质量,降低了人工成本和劳动强度,且通过胶带u型包胶组件15将胶带段弯折成u型结构并包覆贴
合在电池的保护板02上,提高了包胶的质量和效率。
33.本实施例中,所述胶带u型包胶组件15包括与包胶驱动机构16的输出端连接的移动座150、装设于移动座150的吸带头151、装设于移动座150的推带驱动器152及与推带驱动器152的输出端连接的推带u型包胶头153,所述吸带头151设置有第一吸带孔组154,所述推带u型包胶头153设置有两个间距设置的推带包胶块155,所述第一吸带孔组154位于两个推带包胶块155之间。
34.在实际应用中,下夹带牵引机构17夹持胶带的自由端并向下牵引,使得供胶带机构12释放胶带卷料上的胶带,胶带依次经过切带机构14、胶带u型包胶组件15,直至下夹带牵引机构17的夹带端位于胶带u型包胶组件15的下方,此时,上夹带机构13将位于切带机构14上方的胶带夹持,吸带头151吸紧胶带,接着切带机构14工作并将位于上夹带机构13与胶带u型包胶组件15之间的胶带切断以形成胶带段,再接着下夹带牵引机构17释放对胶带段的底端的夹持力,然后包胶驱动机构16驱动移动座150连带吸带头151、胶带段、推带驱动器152和推带u型包胶头153朝靠近电池的保护板02方向移动,胶带段移动到位后,推带驱动器152驱动推带u型包胶头153再次朝靠近电池的保护板02方向移动,在推带u型包胶头153移动的过程中,推带u型包胶头153上的两个推带包胶块155分别推动胶带段的两端,直至胶带段被弯折成水平设置的u型结构,且u型结构的胶带段包覆并贴附在电池的保护板02上,最后压合贴胶机构18的压合贴胶端将u型结构的胶带段压合在电池的保护板02上,使得胶带段能够牢固地贴合在电池的保护板02,以完成电池的保护板02的包胶工序,重复上述操作步骤,能够不断地对待包胶的电池的保护板02进行包胶。通过吸带头151和推带u型包胶头153协同配合以将胶带段弯折成u型结构并包覆在保护板02上,包胶的效率高和质量好。
35.本实施例中,所述吸带头151还设置有第二吸带孔组156、上推带槽157、下推带槽158和第三吸带孔组159,所述第二吸带孔组156、上推带槽157、第一吸带孔组154、下推带槽158和第三吸带孔组159从上往下依次设置,两个推带包胶块155分别与上推带槽157和下推带槽158对应设置,所述第一吸带孔组154、第二吸带孔组156和第三吸带孔组159分别与不同的真空气道连通,第一吸带孔组154、第二吸带孔组156和第三吸带孔组159独立工作。两个推带包胶块155分别容置在上推带槽157和下推带槽158内,在切带机构14切断胶带之前,第一吸带孔组154、第二吸带孔组156和第三吸带孔组159均吸紧胶带,在切带机构14切断胶带以形成胶带段,且胶膜段移动到位后,第二吸带孔组156和第三吸带孔组159释放对胶带段的两端的吸力,然后推带驱动器152驱动推带u型包胶头153朝靠近电池的保护板02方向移动,在推带u型包胶头153移动的过程中,推带u型包胶头153上的两个推带包胶块155分别移出上推带槽157和下推带槽158并推动胶带段的两端,直至胶带段被弯折成水平的u型结构,且u型结构的胶带段包覆并贴附在电池的保护板02上。该结构设计,提高了胶带段包覆在电池的保护板02上的稳定性和精度,从而提高了包胶的质量。
36.本实施例中,所述上夹带机构13包括装设于包胶座11的上定夹带块131、装设于包胶座11的上夹带驱动器132及装设于上夹带驱动器132的输出端的上动夹带块133,所述上夹带驱动器132用于驱动上动夹带块133靠近或远离上定夹带块131,所述上夹带驱动器132可以采用水平设置的气缸。
37.在下夹带牵引机构17牵引胶带后,切带机构14切断胶带之前,上夹带驱动器132驱动上动夹带块133靠近上定夹带块131移动,直至上动夹带块133与上定夹带块131配合以夹
持胶带,提高了切带机构14切断胶带的稳定性和质量。
38.本实施例中,所述切带机构14包括装设于包胶座11的切带驱动器141及与切带驱动器141的输出端连接的切刀142,所述切刀142位于上夹带机构13与吸带头151之间;具体地,所述切带驱动器141可以采用水平设置的气缸。在实际应用中,切带驱动器141驱动切刀142移动,直至切刀142切断胶带以形成胶带段,然后切带驱动器141驱动切刀142复位,以便于下一次切带。
39.本实施例中,所述下夹带牵引机构17包括装设于包胶座11的夹带升降驱动器171、与夹带升降驱动器171的输出端连接的夹带升降座172、装设于夹带升降座172的下夹带手指气缸173及分别装设于下夹带手指气缸173的两个夹持端的两个夹带件174;具体地,所述夹带升降驱动器171可以采用竖直向上设置的气缸。
40.当需要牵引胶带时,上夹带机构13先释放对胶带的夹持,接着夹带升降驱动器171驱动夹带升降座172连带下夹带手指气缸173连带两个夹带件174上升,使得胶带位于两个夹带件174之间,然后下夹带手指气缸173驱动两个夹带件174闭合,使得两个夹带件174夹持胶带,最后夹带升降驱动器171驱动驱动夹带升降座172连带下夹带手指气缸173连带两个夹带件174下移,以牵拉胶带,直至牵拉胶带的量达到预设值,以实现对胶带进行牵引。
41.本实施例中,所述包胶驱动机构16包括装设于包胶座11的第一驱动器161、滑动连接于包胶座11的滑板162及装设于滑板162的第二驱动器163,所述滑板162与第一驱动器161的输出端连接,所述移动座150与滑板162滑动连接,所述第二驱动器163的输出端与移动座150连接。具体地,所述第一驱动器161和第二驱动器163均可以采用水平设置的气缸。在实际应用中,第一驱动器161驱动滑板162移动,滑板162带动第二驱动器163连带胶带u型包胶组件15同步移动,以实现对胶带u型包胶组件15的位置进行调节,从而能够满足胶带u型包胶组件15对不同型号的电池01上的保护板02进行包胶。第二驱动器163驱动移动座150连带吸带头151、胶带段、推带驱动器152和推带u型包胶头153朝靠近电池的保护板02方向移动,使得胶带段移动到包胶的位置。
42.本实施例中,所述夹带件174包括与下夹带手指气缸173的夹持端连接的夹带主体175及连接于夹带主体175的胶辊176。当两个夹带件174夹持胶带时,胶辊176增加了胶带与夹带件174的摩擦力,以能够牢固地夹持胶带,避免胶带出现打滑的现象。
43.本实施例中,所述上动夹带块133的夹持端设置有多个夹块134,多个夹块134间距设置。在上动夹带块133与上定夹带块131夹持胶带时,多个夹块134与上定夹带件174配合以夹持胶带,减小了上动夹带块133与胶带的接触面积,避免胶带的胶粘面过紧地胶粘在上定夹带块131上,以便于下夹带牵引机构17夹持胶带并牵引胶带。
44.本实施例中,所述压合贴胶机构18包括分别装设于包胶座11的上压合贴胶组件181和下压合贴胶组件182,所述上压合贴胶组件181与下压合贴胶组件182相对设置。当胶带u型包胶组件15将胶带段包覆并胶粘在电池的保护板02后,上压合贴胶组件181与下压合贴胶组件182配合以将胶带段压紧在电池的保护板02上,以使得胶带段能够牢固地贴合在电池的保护板02上,提高了包胶的质量。
45.本实施例中,所述上压合贴胶组件181或/和下压合贴胶组件182包括装设于包胶座11的压合贴胶驱动器183及装设于压合贴胶驱动器183的输出端的压合贴胶头184;具体地,所述压合贴胶驱动器183可以采用竖直设置的气缸。在实际应用中,压合贴胶驱动器183
驱动压合贴胶头184移动,使得上压合贴胶组件181的压合贴胶头184与下压合贴胶组件182的压合贴胶头184彼此靠近移动,直至上压合贴胶组件181的压合贴胶头184与下压合贴胶组件182的压合贴胶头184配合以将胶带段压合贴紧在电池的保护板02上。
46.本实施例中,所述供胶带机构12包括转动连接于包胶座11的料卷架121及转动连接于包胶座11的胶带限位导辊122,所述胶带限位导辊122位于料卷架121与上夹带机构13之间。在实际应用中,胶带卷料安装在料卷架121上,胶带卷料的胶带经由胶带限位导辊122导向和限位后贯穿上夹带机构13的夹带端;在下夹带牵引机构17牵引胶带移动时,胶带卷料与料卷架121同步转动,以实现胶带的放带。
47.本实施例中,所述夹持旋转机构8包括装设于转盘7的安装座81、转动连接于安装座81的转轴82、与转轴82的一端连接的夹持组件83及与转轴82的另一端驱动连接的旋转驱动器84,所述旋转驱动器84装设于安装座81或/和转盘7;具体地,所述旋转驱动器84可以采用电机驱动同步带和同步轮的传动结构。
48.在实际应用中,上料装置9将电池上料至夹持旋转机构8,夹持组件83将电池的电池主体01夹持,保护板02朝外设置;在缠胶装置3对翻折在凹陷03内的保护板02进行缠胶的过程中,旋转驱动器84驱动转轴82连带夹持组件83和电池旋转,直至完成缠胶工序。
49.本实施例中,所述折板装置2包括可调节地设置于机台5的翻折座21、升降设置于翻折座21的翻折升降板22、装设于翻折座21并用于驱动翻折升降板22升降的翻折升降驱动机构23、装设于翻折座21的压合整形机构24及分别装设于翻折升降板22的上顶机构25、翻折辅助机构26和翻折机构27,所述压合整形机构24与上顶机构25对应设置,所述翻折辅助机构26和翻折机构27分别位于上顶机构25的两侧,所述翻折辅助机构26的输出端设置有翻折绕轴261,所述翻折机构27的输出端设置有翻折板271;具体地,所述翻折升降板22与翻折座21滑动连接。
50.在实际应用中,电池的保护板02包胶后被输送至折板装置2处,包胶后的保护板02位于上顶机构25的上顶端和翻折板271的下方,此时翻折板271水平设置,上顶机构25位于翻折板271的一侧(翻转侧),接着翻折升降驱动机构23驱动翻折升降板22从下往上靠近保护板02移动,直至上顶机构25的上顶端将保护板02上的胶带下端压紧在电池的电池主体01上,避免保护板02在翻折的过程中胶带的端部与电池主体01分离而导致出现脱胶的问题,再接着翻折辅助机构26将翻折绕轴261突伸至电池的保护板02上方,且翻折绕轴261位于电池的保护板02与电池的电池主体01的翻折位置(翻折折痕)处,然后翻折机构27驱动翻折板271进行翻转,翻折板271带动保护板02进行翻转,翻转的保护板02围绕翻折绕轴261进行翻折,使得保护板02翻折在电池主体01的凹陷03内,再然后翻折辅助机构26驱动翻折绕轴261复位,翻折机构27驱动翻折板271复位,压合整形机构24对翻折在电池主体01的凹陷03内的保护板02进行压合并整形,保证了保护板02翻折在电池主体01的凹陷03内的质量。该折板装置2的结构设计合理,结构紧凑,自动化地实现了电池的保护板02的翻折,降低了人工成本和劳动强度,提高了对保护板02进行翻折的效率和质量。
51.本实施例中,所述翻折机构27包括装设于翻折升降板22的翻折驱动器272及与翻折驱动器272的输出端连接头273,所述翻折板271的一端与连接头273的偏心位置连接,所述翻折驱动器272用于驱动连接头273和翻折板271进行翻转;具体地,所述翻折驱动器272可以采用电机。在实际应用中,翻折板271位于保护板02的下方,翻折驱动器272驱动连接头
273转动,转动的连接头273带动翻折板271转动,由于翻折板271位于连接头273的偏心位置,所以翻折板271能够发生翻转并将保护板02翻折至电池主体01的凹陷03内。
52.本实施例中,所述翻折辅助机构26包括装设于翻折升降板22的翻折辅助升降器262、与翻折辅助升降器262的输出端连接的翻折辅助升降板263、与翻折辅助升降板263滑动连接的辅助动板264及装设于翻折辅助升降板263的翻折辅助驱动器265,所述翻折辅助驱动器265用于驱动辅助动板264往复移动,所述翻折绕轴261与辅助动板264连接;具体地,所述翻折辅助升降器262可以采用竖直向上的气缸,所述翻折辅助驱动器265可以采用水平设置的气缸。在实际应用中,翻折辅助驱动器265驱动辅助动板264靠近电池移动,直至翻折绕轴261位于电池的保护板02与电池的电池主体01的翻折位置(翻折折痕)的上方,然后翻折辅助升降器262驱动翻折辅助升降板263连带翻折辅助驱动器265、辅助动板264和翻折绕轴261下移,直至翻折绕轴261位于翻折位置(翻折折痕)处;在翻折保护板02的过程中,翻折绕轴261为保护板02的翻折提供翻转中心轴,提高了保护板02翻折的稳定性和质量。
53.本实施例中,所述压合整形机构24包括分别装设于翻折座21的下压整形组件241和侧压整形组件242,所述下压整形组件241位于上顶机构25的上方并对应设置,所述侧压整形组件242与下压整形组件241或/和上顶机构25呈夹角设置,所述侧压整形组件242的整形端、下压整形组件241的整形端和上顶机构25的上顶端聚拢设置。保护板02翻折后,侧压整形组件242对翻折后的保护板02进行侧压整形,下压整形组件241对翻折后的保护板02进行从上往下压合整形,以进一步提高了保护板02翻折至电池主体01的凹陷03内的质量。
54.本实施例中,所述下压整形组件241包括装设于翻折座21的下压整形驱动器243及装设于下压整形驱动器243的输出端的下压整形头244,所述下压整形头244设置有下压整形避让弧面245,所述下压整形头244位于上顶机构25的上方,所述下压整形驱动器243用于驱动下压整形头244升降;具体地,所述下压整形驱动器243可以采用竖直向下的气缸。在实际应用中,下压整形驱动器243驱动下压整形头244下移,使得下压整形头244对翻折后的保护板02进行压合和整形。
55.本实施例中,所述侧压整形组件242包括装设于翻折座21的侧压整形驱动器246及装设于侧压整形驱动器246的输出端的侧压整形头247,所述侧压整形头247设置有侧压整形弧面248,所述侧压整形弧面248于上顶机构25的上顶端对应设置,所述侧压整形驱动器246用于驱动侧压整形头247靠近或远离上顶机构25;具体地,所述侧压整形驱动器246可以采用水平设置的气缸。在实际应用中,侧压整形驱动器246驱动侧压整形头247靠近电池水平移动,使得侧压整形弧面248对翻折后的保护板02进行侧向压合和整形。
56.本实施例中,所述压合整形机构24还包括整形防护组件28,所述整形防护组件28包括装设于翻折座21的整形防护驱动器281、装设于整形防护驱动器281的输出端的升降块282及连接于升降块282的防护板283,所述防护板283位于下压整形头244的外侧,即所述防护板283位于下压整形头244远离下压整形避让弧面245的一侧外,所述整形防护驱动器281用于驱动升降块282靠近或远离上顶机构25;具体地,所述整形防护驱动器281可以采用竖直向下的气缸。
57.在实际应用中,在下压整形组件241对翻折后的保护板02进行整形的时候或之前,整形防护驱动器281驱动升降块282连带防护板283下压,直至防护板283下移到位,防护板283能够对下压整形头244进行阻挡以对电池主体01进行防护,避免下压整形头244压到电
池主体01。
58.本实施例中,所述折板装置2还包括导线调整机构29,所述导线调整机构29包括装设于翻折升降板22的导线调整驱动器291及装设于导线调整驱动器291的输出端的导线调整块292,所述导线调整块292与上顶机构25的上顶端并列设置,所述导线04调节驱动器用于驱动导线调整块292往复移动;具体地,导线调整驱动器291可以采用水平设置的气缸。保护板02上的导线04位于导线调整块292的内侧,在压合整形机构24对翻折后的保护板02进行翻折的过程中或之后,导线调整驱动器291驱动导线调整块292向内移动,使得导线调整块292推动保护板02上的导线04,以调整导线04的角度和位置,有利于缠胶装置3后续对翻折保护板02后的电池进行缠胶处理。
59.本实施例中,所述翻折升降驱动机构23包括装设于翻折座21的翻折升降驱动器231及装设于翻折升降驱动器231的输出端的连接杆232,所述连接杆232与翻折升降板22连接;具体地,所述连接杆232设置有卡接头233,所述翻折升降板22设置有卡接槽221,所述卡接头233与卡接槽221卡接。在实际应用中,翻折升降驱动器231驱动连接杆232升降,升降的连接杆232带动翻折升降板22同步升降;通过卡接头233与卡接槽221卡接,便于连接杆232与翻折升降板22的拆装和维护。
60.具体地,所述上料装置9可以采用现有技术中的吸盘机械手,所述缠胶装置可以采用现有技术中的缠胶机构,在此不再赘述。
61.具体地,所述下料装置4包括可调节地设置于机台的下料座41、装设于下料座41的下料旋转器42、与下料旋转器42的输出端连接的下料摆臂43、装设于下料摆臂43的下料夹持器44及装设于下料摆臂43的推料机构45,所述下料夹持器44设置有两个夹块46,所述推料机构45设置有推板47,所述推板47位于两个夹块46之间;具体地,所述下料旋转器42可以采用电机,所述下料夹持器44可以采用手指气缸,所述推料机构45可以采用气缸。
62.在实际应用中,当缠胶装置3对电池进行缠胶后,下料旋转器42驱动下料摆臂43连带下料夹持器44和推料机构45转动至缠胶装置3处,然后下料夹持器44驱动两个夹块46夹持缠胶后的电池,接着下料旋转器42驱动下料摆臂43连带下料夹持器44和推料机构45转动至下料的位置,下料夹持器44驱动两个夹块46打开以释放电池,且推料机构45驱动推板47移动,使得推板47将被释放的电池推动至收集的位置,以实现电池的下料。
63.上述实施例为本实用新型较佳的实现方案,除此之外,本实用新型还可以其它方式实现,在不脱离本技术方案构思的前提下任何显而易见的替换均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1