一种大容量电池的分流结构的制作方法
1.本实用新型属于锂电池技术领域,特别涉及一种大容量电池及其分流结构。
背景技术:
2.锂电池在动力及储能等领域的广泛应用,为低碳经济贡献的巨大力量。大容量锂电池由于其单体容量大,是储能电池的理想产品。目前市场的单体锂电最大容量不超过300ah,而未来的大容量电池其设计容量均超过1000ah以上。巨大的电池容量,其充放电对电池内部连接部件如极耳和极柱的载流量要求高,要满足大电流的过流面积,同时,大电流会引其连接部件巨大的发热量,热量传导至电芯会使电池长时间在高温下工作,影响电池的整体使用寿命。
3.通常情况下,增大极柱的截面积可以增大载流量,但同时也增加了极柱材料的重量,增加了成本,而大极柱在电池工作状态下拥有更大的发热量,是电池重要的安全隐患。同时大极柱与电芯的焊接难度增加,焊接质量也直接影响导电性能。此外由于电池容量大,电芯组的厚度大、长期充放电循环过程中易导致极组中部及外部温度梯度较大,导致局部电芯的容量衰减过快,严重影响电池的循环寿命。
4.专利文件cn 108336283 a公开了一种超大容量的单体电芯及其制作方法,其技术路线为:电池包括电池壳体和若干个电池极组,电池极组的正极之间通过第一导电材料并联,负极之间通过第二导电材料并联,若干个电池极组设于电池壳体中,电池壳体外侧设有若干个正极柱和负极柱,正极柱与负极柱穿过电池壳体,正极柱的底部与第一导电材料连接,负极柱的底部与第二导电材料连接,电池壳体中填充有电解液。该方案尽管实现了大容量,但其对电池的散热问题没有考虑,同时多极柱的结构也影响的电池的使用。
技术实现要素:
5.为了解决上述技术问题,本实用新型采用的技术方案为:
6.本实用新型提供一种大容量电池的分流结构,包括壳体、设置在所述壳体上的盖板、设置在所述壳体内的电芯组,所述壳体内填充有电解液,还包括设置在所述盖板下方的两个分流结构,所述分流结构通过转接片与电芯组的正/负电极连接,所述分流结构延伸至盖板外侧。
7.进一步地,所述分流结构包括极柱本体、和设置在所述极柱本体上方的导流柱;所述极柱本体通过转接片和电芯组的正/负电极连接,所述导流柱延伸至盖板外侧。
8.进一步地,所述转接片为t型转接片,包括极柱焊接部、和电芯焊接部;所述极柱焊接部和所述极柱本体焊接,所述电芯焊接部和电芯组的正/负电极焊接。
9.进一步地,负电极部分的极柱本体与转接片焊接部分设有铜复合层。所述铜复合层的厚度不大于0.2mm。
10.进一步地,所述电芯焊接部至少为两个。
11.进一步地,所述电芯焊接部位于所述极柱焊接部中部且与所述电芯焊接部垂直。
12.进一步地,正极转接片的材质为铝,负极转接片的材质为铜镍合金。
13.进一步地,所述盖板上设有两列第一凹台,所述第一凹台内设有与导流柱位置匹配的极柱安装孔,所述极柱安装孔处设有第二凹台;所述导流柱通过极柱安装孔延伸至盖板外侧,所述导流柱和盖板通过绝缘密封垫圈、极柱密封板进行绝缘密封;所述绝缘密封垫圈设置在第二凹台内,所述极柱密封板设置在第一凹台内;所述极柱密封板和盖板焊接固定。
14.进一步地,所述电芯组包括电芯支架、和设置在所述电芯支架内部的至少两个单体电芯;至少两个所述单体电芯的正/负电极在同一侧;至少两个所述单体电芯共用电解液。所述电芯支架包括两个纵向支腿、两个所述纵向支腿上对应设有固定卡槽、与所述固定卡槽连接的横架、设置在所述纵向支腿上方的支架顶面;所述支架顶面设有至少一个条孔,所述转接片通过条孔与单体电芯的正/负电极连接。所述电芯支架的材质为绝缘塑料或树脂材料。
15.进一步地,所述盖板上设有注液孔和泄爆口。
16.本技术的有益效果在于:
17.1、通过在大容量电池的极柱本体上设置多的导流柱,实现了充放电的分流效果,有效降低了极柱本体的温度,提高了大容量电池的安全性。
18.2、通过t型连接片将多个单体电芯与极柱本体并联,t型结构方便焊接操作。同时,在满足连接排片载流量及过流面积的条件下还可在t型结构中设置多个电芯焊接部,同时与多个电芯连接。
19.3、电芯支架不仅可以起到紧固电芯组的作用,还可对极柱本体承托,防止极柱的重量全部施加给电芯组。
20.4、多组电芯在电池壳体内共用电解液,各个电芯在同一电解液体系内工作,提高了电芯组的一致性。
21.5、多个正负导流柱与盖板密封并延伸至盖板外层,可为大容量电池提供更多的使用接口,方便连接更多的设备。
22.本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
附图说明
23.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
24.图1为一种大容量电池的分流结构整体图;
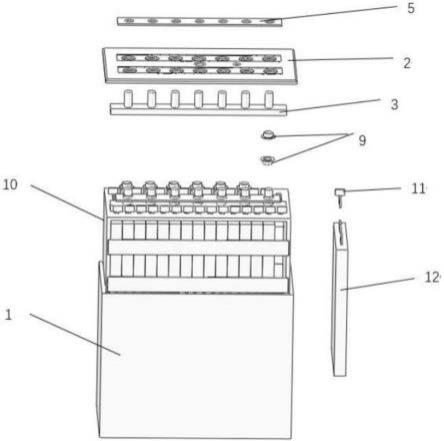
25.图2为一种大容量电池的分流结构爆炸图;
26.图3为极柱结构图;
27.图4为转接片结构图;
28.图5为电芯组支架结构图;
29.图6为盖板结构图;
30.图7为极柱密封板结构图;
31.图8为密封垫圈结构图;
32.图9为电芯组整体图;
33.图10为极柱与盖板的密封效果图;
34.图11为极柱与盖板的密封爆炸图。
具体实施方式
35.下面结合附图对本实用新型做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。
36.应当理解,本文所使用的诸如“具有”、“包含”以及“包括”术语并不配出一个或多个其它元件或其组合的存在或添加。
37.本实用新型实施例的说明书和权利要求书中的术语“第一”和“第二”等是用于区别不同的对象,而不是用于描述对象的特定顺序。
38.如图1、2所示,本实用新型提供一种大容量电池的分流结构,包括壳体1、设置在所述壳体1上的盖板2、设置在所述壳体1内的电芯组,所述壳体内填充有电解液,还包括设置在所述盖板2下方的两个分流结构,即正极分流结构3和负极分流结构4,所述分流结构通过转接片11与电芯组的正/负电极连接,所述分流结构延伸至盖板2外侧。
39.在本实用新型提供的实施例中,如图3所示,所述分流结构包括极柱本体32、和设置在所述极柱本体32上方的导流柱31;所述极柱本体32通过转接片11和电芯组的正/负电极连接,所述导流柱31延伸至盖板2外侧。
40.在本实用新型提供的实施例中,如图4所示,所述转接片11为t型转接片,包括极柱焊接部111、和电芯焊接部112;所述极柱焊接部111和所述极柱本体32焊接,所述电芯焊接部112和电芯组的正/负电极焊接。
41.在本实用新型提供的实施例中,负电极部分的极柱本体与转接片焊接部分设有铜复合层。所述铜复合层的厚度不大于0.2mm,可以保证负极连接片与极柱的焊接质量。
42.在本实用新型提供的实施例中,所述的转接片11在满足过流面积的条件下也可由多个电芯焊接部和极柱焊接部组成。
43.在本实用新型提供的实施例中,所述电芯焊接部位于所述极柱焊接部中部且与所述电芯焊接部垂直。
44.在本实用新型提供的实施例中,正极转接片的材质为铝,负极转接片的材质为铜镍合金。
45.在本实用新型提供的实施例中,如图6、7、8、10、11所示,所述盖板2上设有两列第一凹台21,所述第一凹台21内设有与导流柱31位置匹配的极柱安装孔22,所述极柱安装孔22处设有第二凹台23;所述导流柱31通过极柱安装孔22延伸至盖板2外侧,所述导流柱31和盖板2通过绝缘密封垫圈9、极柱密封板24进行绝缘密封;所述绝缘密封垫圈9设置在第二凹台23内,所述极柱密封板24设置在第一凹台21内;所述极柱密封板21和盖板2焊接固定。
46.所述极柱密封板24包括正极极柱密封板5和负极极柱密封板6。
47.在本实用新型提供的实施例中,如图5、9所示,所述电芯组包括电芯支架10、和设置在所述电芯支架10内部的至少两个单体电芯12;至少两个所述单体电芯12的正/负电极
在同一侧;至少两个所述单体电芯共用电解液。
48.所述的电芯组由电芯支架10固定夹紧,所述的电芯支架顶面支撑极柱的本体。
49.在本实用新型提供的实施例中,如图5所示,所述电芯支架包括两个纵向支腿104、两个所述纵向支腿104上对应设有固定卡槽102、与所述固定卡槽102连接的横架103、设置在所述纵向支腿104上方的支架顶面105;所述支架顶面105设有至少一个条孔101,所述转接片通过条孔与单体电芯的正/负电极连接。
50.即,电芯组通过电芯支架10固定夹紧,电芯支架顶面105支撑极柱本体32,支架顶面105上等间距设有多个的矩形条孔101,支架的纵向支撑104上对称设有多个固定卡槽102,横架103插入卡槽102横向夹紧电芯组。
51.在本实用新型提供的实施例中,所述电芯支架10的材质为绝缘塑料或树脂材料。
52.在本实用新型提供的实施例中,所述盖板2上设有注液孔7和泄爆口8。
53.尽管本实用新型的实施方案已公开如上,但其并不仅限于说明书和实施方式中所列运用。它完全可以被适用于各种适合本实用新型的领域。对于熟悉本领域的人员而言,可容易地实现另外的修改。因此本实用新型并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本实用新型的启示下,在不脱离本实用新型宗旨和权利要求所保护的范围情况下,还可做出很多形式,均属于本实用新型的保护之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1