具有多个端子的布线室的制作方法
1.本公开涉及电端子连接器。特别地,本公开描述了一种端子连接器,其适于将电缆与多个低压连接器牢固地连接、布置连接器以有助于与低压设备连接、并且利用固定螺钉(set screw)来固定连接器。
背景技术:
2.工业线缆用于将电力传输至设备。端子连接器提供线缆和设备之间的牢固连接。这种端子连接器包括将线缆导体与端子块(terminal block)电连接的机构,以及将端子块与线缆机械地固定的机构,使得连接可靠。
3.设计成向工业设备输送电力的线缆中的电导体相对较大,使得线缆能传输高电流并且由于电阻引起的损耗最小。这种线缆的端子块的尺寸通常设计成容纳电导体并且与围绕线缆的绝缘体机械连接。
4.在一些实例中,用于输送电力的相同种类的线缆还用于传输低压信号。在一些情况下,通信、控制和/或监测信号需要进出设备来执行通信,例如,以监测和控制电动机的速度或指示警报状况。为了将电力线缆中的导体与设计成监测这些低压信号的设备建立连接,提供了辅助接触组(触点组)。辅助接触组为低压信号(例如,计算机数据包)提供了进出设备的路径。
5.需要提供一种端子连接器,其与设计成向工业设备输送电力的相对大尺寸线缆连接,并且具有一个或多个低压线以对通信、控制和监测信号执行进出工业设备的通信。
技术实现要素:
6.本公开涉及解决这些困难的装置和方法。
7.根据一个实施例,提供了用于电力电缆的端子,该端子包括导电夹具、端子块壳体和固定螺钉。夹具位于端子块中并且包括多个开口,该多个开口的尺寸设计成容纳诸如铲形连接器等低压电极。夹具中的开口布置成使铲形连接器和该铲形连接器的各自尾端连接部有序布置。夹具和铲形连接器具有这样的位置和取向:当固定螺钉安装在端子块中时,通过固定螺钉将力施加至夹具上。夹具将铲形连接器按压并且固定至端子块上。
8.根据一个实施例,公开了一种端子连接器。该连接器包括端子块。端子块中设置有钻孔和连接器孔。连接器孔与钻孔相交。连接器孔包括在端子块中的开口,该开口适于接受一个或多个电极的插入。夹具布置在钻孔内。夹具包括上平面接触器、下平面接触器和具有上舌表面和下舌表面的舌部。舌部布置在上接触器和下接触器之间。舌部与上接触器之间的空间和舌部与下接触器之间的空间均适于容纳穿过连接器孔的电极。钻孔包括螺纹内表面,并且端子连接器还包括与该钻孔的螺纹表面接合的固定螺钉。固定螺钉在夹具上施加力,以将上平面接触器朝向上舌表面按压,并且将下舌表面朝向下平面接触器按压。根据一个方面,电极是铲形连接器。
9.根据另一实施例,夹具可以由连续材料片形成。上平面接触器和下平面接触器通
过绕第一轴线的第一c形弯曲部而连接,并且舌部与上平面接触器和下平面接触器中的一个通过绕第二轴线的第二c形弯曲部而连接。第一轴线和第二轴线彼此正交。夹具还可以包括基板,其中基板布置在下平面接触器下方。基板可以成形为与钻孔的内径的至少一部分吻合并且接合,并且置于该钻孔的底表面上,其中第一轴线水平布置并且与连接器孔垂直,并且第二轴线与该连接器孔平行布置。舌部可以包括位于上舌表面和下舌表面中的一个或多个上的斜面部,其中该斜面部沿舌部的面向连接器孔的边缘布置。上舌表面和下舌表面中的一个或多个可以具有凹凸结构(embossment)。该凹凸结构可以是光滑表面、纹理表面或部分柱形狭槽。夹具可以包括位于上平面接触器上方的捕获叉部,其中捕获叉部成形为与钻孔的内径接合,使得捕获叉部与钻孔之间的接合将夹具保持在钻孔内。
10.根据本公开的另一实施例,公开了一种用于端子连接器的夹具的形成方法。该方法包括提供导电材料片和提供冲压模具的步骤。冲压模具包括刃部,该刃部限定有上平面接触器成形区域、下平面接触器成形区域、接触器连接器区域和舌部成形区域。舌部成形区域与上接触器成形区域和下接触器成形区域中的一个连续。接触器连接器区域与上下平面接触器成形区域连续。该步骤还包括将冲压模具应用于片材,使得通过冲压模具从片材上切割夹具坯件。冲压模具的上平面成形区域、下平面成形区域和舌部成形区域形成由接触连接器连接的上接触器和下接触器以及与上接触器和下接触器中的一个连接的舌部。该方法还可以包括首先将舌部绕第一轴线弯曲成与夹具坯件的面垂直,然后将接触连接器绕与第一轴线垂直的第二轴线弯曲,使得上下连接器与舌部基本平行。在冲压步骤后,该方法还可以包括在舌部上压纹出一个或多个表面特征。表面特征可以包括在上舌表面和下舌表面中的至少一个上沿舌部边缘的斜面部、适于与柱形电极的一部分吻合的狭槽、或适于提供与铲形连接器的表面机械连接的纹理表面。形成夹具的材料可以是金属或金属合金。该金属合金可以是铜、铁或铅的合金,并且可以选自弹簧钢、磷青铜、铍铜和铅合金。
附图说明
11.当结合附图考虑通过参照以下详细描述更好地理解本公开及其许多附带优点时,将易于获得对本公开及其许多附带优点的更全面理解,其中:
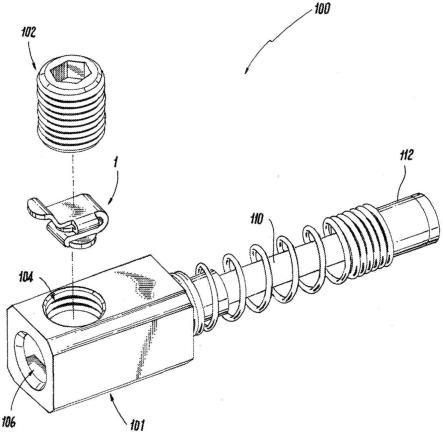
12.图1是根据本公开的实施例的端子块的透视分解图;
13.图2是图1的实施例的端子块的透视图,其中一部分被切除以示出内部结构;
14.图3a和图3b是形成图1的实施例的一部分的夹具的透视图;
15.图4是与低压导体组装并且连接的图1的实施例的端子块的透视图,其中端子块的一部分被切除以示出内部结构;
16.图5是与低压导体连接的图1的实施例的端子块的截面;
17.图6是根据本公开的另一实施例的形成端子块的一部分的夹具的透视图;并且
18.图7a、图7b、图7c和图7d是示出根据本公开的实施例的形成夹具的步骤的透视图。
具体实施方式
19.图1是示出了根据本公开的实施例的端子100的分解透视图。端子块101固定至电缆112。线缆(电缆)包括导体110。导体110与块101电连通,使得导体110上的电力和电信号经由线缆112传递至块101。
20.端子块101包括穿过块的顶面的钻孔104。钻孔104包括内螺纹。在组装端子100时,固定螺钉102配合至钻孔104中并且与内螺纹接合。钻孔104可以是在接近端子块的底面的底表面处终止的盲孔。块101还包括连接器孔106。根据一个实施例,连接器孔106延伸穿过端子块的与顶面垂直的面。连接器孔106与钻孔102相交。
21.夹具1布置在钻孔104内。图2是示出了组装后的端子100的透视图。夹具1置于钻孔104的底表面上。固定螺钉102旋入钻孔104中并且与夹具1的顶表面接触。当固定螺钉102被转动以旋入块101中时,该固定螺钉102在夹具1上施加向下的力,从而按压夹具1。
22.图3a和图3b是夹具1的左右透视图。夹具1包括上接触器2、舌部4和下接触器6。上接触器2和舌部4之间的空间设计成允许第一电极插入。同样,舌部4和下接触器6之间的空间设计成允许第二电极插入。夹具1还包括在底端处的基部8和在上端处的叉部16。如图2所示,当夹具1安装在块101中时,基部8置于钻孔104的底表面上。叉部16配合在钻孔104内。基部8和叉部16可以具有成形为与钻孔104的内径接合的一个或多个圆角表面。夹具1与钻孔104的接合使夹具在钻孔104内牢固地保持就位。
23.在图3a和图3b所示的实施例中,上接触器2和下接触器6通过弯曲部10连接,并且舌部4与上接触器5通过弯曲部12连接。根据另一个实施例,舌部4与下接触器6通过弯曲部连接,而不与上接触器2连接。
24.当夹具1安装在块101中时,如图2所示,舌部4与上接触器2、下接触器6之间的开口定位成面对连接器孔106。这种布置允许连接器经由连接器孔106插入在接触器2、6与舌部4之间。根据一个实施例,接触器与舌部之间的空间尺寸设计成且成形成配合铲形连接器。根据一个示例性实施例,开口的尺寸设计成配合诸如master electrician
tm
1/4”male tab连接器的1/4”宽阳铲形连接器。
25.根据一个实施例,舌部4包括斜面部5。斜面部5成形为提供较宽开口以用于将铲形连接器插入至夹具中并且引导铲形连接器与夹具的开口对准。
26.图4示出了插入至端子块101内的夹具1中的铲形连接器116和118的透视图。图5示出了插入至夹具1中的铲形连接器的铲刃部116a和118a的截面。
27.根据一个实施例,最初将固定螺钉102松散地旋入钻孔104中,使得固定螺钉102在夹具1上施加较小压力或不施加压力。在该构造中,接触器2、6与舌部4之间的开口足够宽以易于接受铲刃部116a、118a的插入。一旦铲刃部插入至夹具1中,固定螺钉102被旋转以旋入至块101中并且施加将夹具1按压在钻孔104的底表面上的力。这导致接触器2和6将铲刃部116a、118a按压在舌部4上,并且将连接器116、118固定至端子100。这还确保了连接器和端子之间的良好电连接。另外,如图4所示,因为铲形连接器116、118彼此平行地固定,所以附接至连接器116、118的导线相对于彼此能有序布置(organized),从而有助于进出导体112的信号与控制系统和其它低压电路建立连接。
28.根据本公开的另一实施例,接触器2、6和舌部4的表面被纹理化以提供与铲刃部116a、118a的表面的较大摩擦。例如,可以在一个或多个接触器和舌部的表面上压纹出脊部、峰部或槽部,使得当按压夹具1时,形成与铲刃部116a、118a的更牢固的机械连接。
29.根据另一个实施例,夹具成形为接受除铲形连接器之外的其它类型的导体。根据一个实施例,如图6所示,舌部4的上下表面设置有半柱形槽部4’和4”,该半柱形槽部4’和4”取向成当夹具安装在端子块101中时与导体经由连接器孔106插入的方向平行。利用该布
置,诸如实心单导体线、绞合线的镀锡端或其它柱形导体等导线可以插入至夹具1中并且部分地置于槽部4’或4”内。柱形导体的半径选择为等于或稍大于槽部。当夹具1未被按压时(即,在固定螺钉102完全旋入块101之前),柱形导体配合在槽部4’、4”中的一个与上接触器2和下接触器6中相应的接触器的表面之间。当定位螺钉102被驱动到块101中时,接触器将柱形导体压靠在槽部4’、4”的表面上。通过提供槽部以接受诸如导线等柱形导体的插入,保持导体与端子100对准,从而使导体相对于端子有序布置。根据本实施例,柱形导体可以插入至例如在上接触器2和舌部4之间的一个开口中,并且铲形连接器可以插入至下接触器6和舌部4之间的另一个开口中,或反之亦然。
30.图7a至图7d示出了根据本公开的实施例的形成夹具1的步骤。如图7a所示,坯件1a由适于形成夹具1的可延展性材料的导电片材形成。基部区域8a设置在坯件的一端处并且将形成成品夹具的基部8。叉部部分16a设置在坯件的另一端处并且将形成成品夹具的叉部16。设置有舌部部分4a以形成成品夹具的舌部4。
31.将坯件1a以最小曲率半径绕轴线“a”弯曲,使得如图7b所示,基部区域8a抵靠坯件的相邻部分以形成如图3a和图3b所示的基部8。下接触器6由坯件的与基部8相对的表面形成。如图7c所示,舌部区域4a绕轴线“b”弯曲以形成舌部4。选择绕轴线“b”的曲率半径,使得舌部4与相邻表面间隔开足以接受在成品夹具上插入导体的距离。如图7c和图7d所示,将坯件绕轴线“c”弯曲,使得舌部4的下侧与下接触器6平行,并且间隔开足以接受在成品夹具上插入导体的距离。将坯件绕轴线“d”和轴线“e”弯曲以形成叉部16。
32.用于形成夹具1的坯件1a可以由各种导电材料形成。在端子1旨在允许导体重复连接和断开的情况下,选择提供足够弹性变形的材料,使得当由固定螺钉102施加至夹具1的力被移除时,夹具1返回至与施加力之前相同或基本相同的构造。这种夹具可以由诸如弹簧钢、磷青铜、铍铜等弹性合金形成。另一方面,在导体将与端子100连接并且将保持永久连接的情况下,夹具1可以由可延展性材料(例如铅或铅合金)形成。
33.可以例如使用冲压模具从材料片材上切割坯件1a。可以在折叠前将夹具1的特征形成在坯件1a上。例如,通过在折叠前对在舌部区域4a的一侧或两侧上和/或在坯件的形成上接触器2和下接触器6的部分的区域进行压纹,可以在这些区域上形成纹理表面。同样,诸如关于图6所述的槽部4’、4”等其它特征,可以压印至舌部区域4a的表面中。根据一个实施例,仅对舌部区域4a施加压纹和/或压印操作,以避免坯件1a的加工硬化部分经受绕轴线a至轴线e的弯曲操作。
34.尽管上文已经对本公开的说明性实施例进行描述和说明,但应当理解的是,这些说明性实施例是本公开的示例性实施例,而不应认为是限制性的。在不脱离本公开的要旨或范围的情况下,可以进行添加、删除、替换和其它变型。因此,本公开不应认为受前述描述的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1