暂时粘合方法、器件晶圆加工方法、暂时粘合用层叠体及器件晶圆加工用层叠体与流程
1.本发明涉及暂时粘合方法、器件晶圆加工方法、暂时粘合用层叠体及器件晶圆加工用层叠体。
背景技术:
2.三维半导体安装对于进一步实现高密度、大容量化而言已是必须的。三维安装技术是指,将一个半导体芯片薄化,进一步将其与硅穿孔电极(tsv;through silicon via)等连接并同时层叠为多层的半导体制作技术。为了实现这种技术,需要一种利用非电路形成面(也称其为“背面”)的研磨将形成有半导体电路的晶圆薄型化,进一步在背面形成包含tsv的电极的工序。以往,在硅基板的背面研磨工序中,会在研磨面的相反侧粘贴保护胶带,防止晶圆在研磨时发生破损。然而,该胶带使用有有机树脂膜作为支撑基材,其具有柔软性,但强度、耐热性不充分,并不适合用于实施tsv形成工序及于背面形成布线层的工序。
3.对此,提出了一种通过将半导体晶圆与硅、玻璃等支撑体经由粘合层接合,可充分耐受背面研磨、tsv及背面电极形成工序的系统。此时,重点在于将晶圆接合在支撑体上时的粘合层。该粘合层需能够将晶圆牢固地接合在支撑体上,且需具有可耐受后续工序的充分耐久性,并在最后能够将薄型晶圆从支撑体上简单地剥离。因此,由于最后会被剥离,本说明书中,将该粘合层称作暂时粘合层。
4.作为迄今为止公知的暂时粘合层与其剥离方法,提出了以下技术:对包含光吸收性物质的粘合材料照射高强度的光,从而通过分解粘合材料层,将粘合材料层从支撑体上剥离的技术(专利文献1);及将热熔融性的烃类化合物用作粘合材料,并在加热熔融状态下实施接合及剥离的技术(专利文献2)。前者的技术为通过使用从激光振荡器发出的强光来烧蚀激光吸收层,从而简便地将薄型晶圆从支撑体上剥离的技术,其在剥离时几乎不会使应力作用于薄化晶圆。而后者的技术为通过对基板加热而使粘合材料热分解的技术,其在贴合支撑体后实施的tsv形成及布线形成的工艺温度在粘合材料不会发生热分解的范围(200℃左右以下)内时,为非常优异的暂时粘合技术。
5.此外,还提出了将有机硅粘着剂用于暂时粘合材料层的技术(专利文献3)。该技术中,使用加成固化型的有机硅粘着剂将晶圆接合在支撑体上,并在剥离时通过浸渍于溶解或分解有机硅树脂的化学试剂中,从而使晶圆自支撑体上分离。现有技术文献专利文献
6.专利文献1:日本特开2004-64040号公报专利文献2:日本特开2006-328104号公报专利文献3:美国专利第7541264号公报专利文献4:美国专利申请公开第2015/0368519号公报专利文献5:美国专利第9,566,722号公报
非专利文献
7.非专利文献1:applied material&interfaces,vol.1,no.4,pp.849-855,2009非专利文献2:j.adhesion sci.technol.,vol.17,no.8,pp.1055-1073
技术实现要素:
本发明要解决的技术问题
8.现有的暂时粘合技术中所使用的材料,基本上不仅具有将欲薄化的晶圆与支撑体贴合(粘合)的功能,且具有使加工后的薄化晶圆与支撑体分离的功能,并以此为特征。在作为参照的专利文献中,利用了激光烧蚀或热分解、在溶剂中的溶解作用。然而,这些专利文献中记载的技术中的暂时粘合层用于一次的贴合,并不能发挥剥离后再次贴合的功能。因此,曾为暂时粘合层的材料通常会在剥离后通过清洗而去除并消失。因此,重新贴合时需要形成新的暂时粘合层。即,现有的暂时粘合技术中的暂时粘合层无法反复使用。
9.并且,可实施专利文献1中的激光烧蚀的专用装置非常昂贵。
10.本发明鉴于上述问题而实施,其目的在于提供:一种能够将晶圆与支撑体以充分的强度暂时粘合且能够容易地将晶圆从支撑体上剥离,并且能够反复进行暂时粘合及剥离的暂时粘合方法;一种利用该暂时粘合方法将晶圆与支撑体暂时粘合并进行晶圆加工的器件晶圆加工方法;一种能够将晶圆与支撑体以充分的强度暂时粘合且能够容易地将晶圆从支撑体上剥离,并且能够反复进行暂时粘合及剥离的暂时粘合用层叠体;以及一种包含该暂时粘合层叠体的器件晶圆加工用层叠体。解决技术问题的技术手段
11.为了解决上述技术问题,本发明提供一种暂时粘合方法,其为经由暂时粘合层将具有包含电路的第一主面和与所述第一主面为相反侧的应加工的第二主面的晶圆暂时粘合在支撑体上的方法,其特征在于,经由暂时粘合层,进行所述晶圆的所述第一主面与所述支撑体的暂时粘合,所述暂时粘合层包含具有多个柱状结构的干式粘合性纤维结构体。
12.根据本发明的暂时粘合方法,由于经由包含具有多个柱状结构的干式粘合性纤维结构体的暂时粘合层进行暂时粘合,不仅能够防止晶圆在薄化加工、电极形成、金属布线形成及保护膜形成等加工中从支撑体上分离,还能够在上述加工后容易地将晶圆从支撑体上剥离而无需使用昂贵的机器等。此外,具有多个柱状结构的干式粘合性纤维结构体,可在解除晶圆与支撑体的暂时粘合之后,再次用于进一步的暂时粘合。即,根据本发明的暂时粘合方法,能够将晶圆与支撑体以充分的强度暂时粘合且能够容易地将晶圆从支撑体上剥离,并且能够反复进行暂时粘合及剥离。因此,根据本发明的暂时粘合方法,能够以高生产率及低成本制造例如薄型器件晶圆。
13.作为所述干式粘合性纤维结构体,优选使用所述多个柱状结构由热固性树脂形成的干式粘合性纤维结构体。
14.多个柱状结构由热固性树脂形成的干式粘合性纤维结构体能够对真空工艺及热工艺显示出优异的耐受性。因此,通过使用这种干式粘合性纤维结构体,能够进一步提高薄型器件晶圆的生产率及性价比。
15.作为所述干式粘合性纤维结构体,优选使用所述多个柱状结构由有机硅改性聚酰亚胺形成的干式粘合性纤维结构体。
16.这种干式粘合性纤维结构体的多个柱状结构能够显示出优异的耐热性及优异的柔性。因此,通过使用这种干式粘合性纤维结构体,能够进一步提高薄型器件晶圆的生产率。
17.此外,本发明还提供一种器件晶圆加工方法,其特征在于,通过本发明的暂时粘合方法,进行所述晶圆的所述第一主面与所述支撑体的暂时粘合,并加工被暂时粘合的所述晶圆的所述第二主面。
18.本发明的器件晶圆加工方法由于通过本发明的暂时粘合方法进行晶圆与支撑体的暂时粘合,并加工由此被暂时粘合的晶圆的第二主面,能够以高生产率及低成本制造薄型器件晶圆。
19.在加工所述晶圆的所述第二主面之后,能够解除基于所述暂时粘合层的暂时粘合,然后,将所述暂时粘合层反复用于其他的暂时粘合。
20.本发明的暂时粘合方法、及本发明的器件晶圆的加工方法中所使用的包含干式粘合性纤维结构体的暂时粘合层,可反复用于暂时粘合及剥离。
21.在加工所述晶圆的所述第二主面之后,能够解除基于所述暂时粘合层的暂时粘合,然后,经由暂时粘合层将与所述晶圆不同的基材暂时粘合在所述支撑体上。
22.在本发明的器件晶圆的加工方法中,还能够在一个晶圆的加工后,反复使用暂时粘合层,将与该晶圆不同的基材暂时粘合在支撑体上。
23.此外,本发明还提供一种暂时粘合用层叠体,其为用于经由暂时粘合层将晶圆暂时粘合在支撑体上的暂时粘合用层叠体,其特征在于,包含所述支撑体与形成于所述支撑体上的所述暂时粘合层,所述暂时粘合层包含具有多个柱状结构的干式粘合性纤维结构体。
24.若为本发明的暂时粘合用层叠体,则由于暂时粘合层包含具有多个柱状结构的干式粘合性纤维结构体,不仅能够防止晶圆在薄化加工、电极形成、金属布线形成及保护膜形成等加工中从支撑体上分离,还能够在上述加工后容易地将晶圆从支撑体上剥离而无需使用昂贵的机器等。此外,具有多个柱状结构的干式粘合性纤维结构体在解除晶圆与支撑体的暂时粘合之后,能够再次用于进一步的暂时粘合。即,通过使用本发明的暂时粘合用层叠体,能够将晶圆与支撑体以充分的强度暂时粘合且能够容易地将晶圆从支撑体上剥离,并且能够反复进行暂时粘合及剥离。因此,若使用本发明的暂时粘合用层叠体,则能够以高生产率及低成本制造例如薄型器件晶圆。
25.优选所述多个柱状结构由热固性树脂形成。
26.由热固性树脂形成的柱状结构能够对真空工艺及热工艺显示出优异的耐受性。因此,通过使用包含这种柱状结构的暂时粘合用层叠体,能够进一步提高薄型器件晶圆的生产率及性价比。
27.关于所述多个柱状结构,可列举出有机硅树脂、聚酰亚胺树脂、环氧树脂、丙烯酸树脂、聚酯、聚酰胺树脂、酚醛树脂、氟树脂、聚氨酯、聚碳酸酯、聚苯乙烯、sbr、nbr等橡胶等。为了表现出耐热性和柔性,优选由有机硅改性聚酰亚胺形成。
28.这种柱状结构能够显示出优异的耐热性及优异的柔性。因此,通过使用包含这种柱状结构的暂时粘合用层叠体,能够进一步提高薄型器件晶圆的生产率。
29.优选进一步包含形成于所述支撑体上的包围所述干式粘合性纤维结构体的保护
环。
30.若包含这种保护环,则例如即使对晶圆的第二主面实施湿式工艺,也能够防止加工用的液体渗入至晶圆的第一主面侧。
31.此外,本发明还提供一种器件晶圆加工用层叠体,其特征在于,包含本发明的暂时粘合用层叠体和晶圆,所述晶圆具有包含电路的第一主面和与所述第一主面为相反侧的应加工的第二主面,且所述第一主面经由所述支撑体上的所述暂时粘合层暂时粘合在所述支撑体上。
32.若为本发明的器件晶圆加工用层叠体,则由于暂时粘合层包含具有多个柱状结构的干式粘合性纤维结构体,能够防止晶圆在晶圆的第二主面的加工中从支撑体上分离,同时还能够在加工后容易地将晶圆从支撑体上剥离而无需使用昂贵的装置。并且,能够在加工后将暂时粘合层反复用于其他的暂时粘合。因此,若使用本发明的器件晶圆加工用层叠体,则能够以高生产率及低成本制造例如薄型器件晶圆。发明效果
33.如上所述,根据本发明的暂时粘合方法,能够将晶圆与支撑体以充分的强度暂时粘合且能够容易地将晶圆从支撑体上剥离,并且能够反复进行暂时粘合及剥离。因此,根据本发明的暂时粘合方法,能够以高生产率及低成本制造薄型器件晶圆。
34.此外,根据本发明的器件晶圆加工方法,能够以高生产率及低成本制造薄型器件晶圆。
35.进一步,根据本发明的暂时粘合用层叠体,能够将晶圆与支撑体以充分的强度暂时粘合且能够容易地将晶圆从支撑体上剥离,并且能够反复进行暂时粘合及剥离。因此,根据本发明的暂时粘合用层叠体,能够以高生产率及低成本制造薄型器件晶圆。
36.并且,根据本发明的器件晶圆加工用层叠体,能够以高生产率制造薄型器件晶圆,其利用价值颇高。
附图说明
37.图1为示出本发明的暂时粘合用层叠体的一个例子的部分示意截面图。图2为示出将本发明的暂时粘合用层叠体暂时粘合在晶圆上的例子的部分示意截面图。图3为示出本发明的暂时粘合用层叠体的另一个例子的示意平面图。图4为示出本发明的器件晶圆加工用层叠体的一个例子的示意平面图。
具体实施方式
38.如上所述,谋求开发一种能够将晶圆与支撑体以充分的强度暂时粘合且能够容易地将晶圆从支撑体上剥离,并且能够反复进行暂时粘合及剥离的暂时粘合方法。
39.本技术的发明人对上述技术问题进行了深入研究,结果发现,通过经由包含具有多个柱状结构的干式粘合性纤维结构体的暂时粘合层,将晶圆的与应加工的第二主面为相反侧的第一主面与支撑体暂时粘合,能够将晶圆与支撑体以充分的强度暂时粘合且能够容易地将晶圆从支撑体上剥离,并且能够反复进行这种暂时粘合及剥离,从而完成了本发明。
40.即,本发明为一种暂时粘合方法,其为经由暂时粘合层将具有包含电路的第一主
面和与所述第一主面为相反侧的应加工的第二主面的晶圆暂时粘合在支撑体上的方法,其特征在于,经由暂时粘合层,进行所述晶圆的所述第一主面与所述支撑体的暂时粘合,所述暂时粘合层包含具有多个柱状结构的干式粘合性纤维结构体。
41.此外,本发明为一种器件晶圆加工方法,其特征在于,通过本发明的上述暂时粘合方法,进行所述晶圆的所述第一主面与所述支撑体的暂时粘合,并加工被暂时粘合的所述晶圆的所述第二主面。
42.进一步,本发明为一种暂时粘合用层叠体,其为用于经由暂时粘合层将晶圆暂时粘合在支撑体上的暂时粘合用层叠体,其特征在于,包含所述支撑体与形成于所述支撑体上的所述暂时粘合层,所述暂时粘合层包含具有多个柱状结构的干式粘合性纤维结构体。
43.并且,本发明为一种器件晶圆加工用层叠体,其特征在于,包含本发明的上述暂时粘合用层叠体和晶圆,所述晶圆具有包含电路的第一主面和与所述第一主面为相反侧的应加工的第二主面,且所述第一主面经由所述支撑体上的所述暂时粘合层暂时粘合在所述支撑体上。
44.另外,例如专利文献4及非专利文献1中公开了干式粘合性纤维结构体。此外,例如专利文献5及非专利文献2中公开了干式粘合性纤维结构体的制造方法。然而,这些文献并没有提及将干式粘合性纤维结构体应用于器件晶圆制造工艺中的暂时粘合。
45.以下,对本发明进行详细说明,但本发明并不限定于此。
46.[暂时粘合用层叠体]本发明的暂时粘合用层叠体为用于经由暂时粘合层将晶圆暂时粘合在支撑体上的暂时粘合用层叠体,其特征在于,包含所述支撑体与形成于所述支撑体上的所述暂时粘合层,所述暂时粘合层包含具有多个柱状结构的干式粘合性纤维结构体。
[0047]
包含具有多个柱状结构的干式粘合性纤维结构体的暂时粘合层,通过使柱状结构的顶端与晶圆表面接触,能够进行晶圆与支撑体的暂时粘合。虽然不希望受理论束缚,但推测通过使柱状结构的顶端与晶圆表面接触,可在多个柱状结构的顶端与晶圆表面之间表现出分子间作用力,并通过该分子间作用力进行暂时粘合。
[0048]
这种暂时粘合能够对晶圆与支撑体之间提供强度充分的暂时粘合,以能够防止晶圆在晶圆的例如薄化加工、电极形成、金属布线形成及保护膜形成等加工中从支撑体上分离。
[0049]
另一方面,该暂时粘合能够在加工后容易地将晶圆从支撑体上剥离而无需使用昂贵的装置。作为具体的剥离方法,例如可列举出:事先将晶圆或支撑体中的一方水平固定,并将另一方以与水平方向呈一定角度的方式而提起的方法;对经研磨的晶圆的研磨面粘贴保护膜,并以撕剥(peel)方式将晶圆与保护膜从晶圆加工体中剥离的方法;及使用镊子提起晶圆的一部分而进行剥离的方法等。在本发明中,这些剥离方法均可使用。当然也并不仅限于上述方法。
[0050]
此外,包含具有多个柱状结构的干式粘合性纤维结构体的暂时粘合层,即使暂时解除暂时粘合,也能够再次用于其他的暂时粘合。推测这是由于,基于干式粘合性纤维结构体的暂时粘合利用了分子间作用力,即使暂时剥离,只要使多个柱状结构的顶端与暂时粘合对象接触,则会再次表现出分子间作用力,能够进行进一步的暂时粘合。
[0051]
而且,本发明的暂时粘合用层叠体的暂时粘合层即便对于未必平坦的暂时粘合对
象,也可牢固地粘合。由于暂时粘合层暂时粘合的第一主面包含电路,通常并不平坦。本发明的暂时粘合用层叠体的暂时粘合层能够牢固地粘合在包含电路的第一主面上。
[0052]
此外,由于本发明的暂时粘合用层叠体的基于暂时粘合层的暂时粘合为基于分子间作用力的暂时粘合,无需实施如使用粘合剂时的追加的热固化处理。
[0053]
并且,由于本发明的暂时粘合用层叠体的基于暂时粘合层的暂时粘合为基于分子间作用力的暂时粘合,在反复使用时并不一定需要清洗。即,根据本发明,无需实施现有方法所必须的清洗,能够提供一种可缩短半导体装置制造工序的时间且可降低清洗成本的暂时粘合工艺。
[0054]
如上所述,通过使用本发明的暂时粘合用层叠体,能够将晶圆与支撑体以充分的强度暂时粘合且能够容易地将晶圆从支撑体上剥离,并且能够反复进行暂时粘合及剥离。因此,若使用本发明的暂时粘合用层叠体,则能够以高生产率及低成本制造例如薄型器件晶圆。
[0055]
接着,参照图1~图3,对本发明的暂时粘合用层叠体进行更具体的说明。
[0056]
图1为示出本发明的暂时粘合用层叠体的一个例子的部分示意截面图。图1所示的暂时粘合用层叠体20包含支撑体3与形成于支撑体3上的暂时粘合层2。暂时粘合层2包含具有微细的多个柱状结构22的干式粘合性纤维结构体21。
[0057]
支撑体3的材料没有特别限制,例如可使用硅或玻璃、石英等。即,作为支撑体3,例如可使用硅晶圆或玻璃板、石英晶圆等基板,没有任何限制。在本发明中,由于无需透过支撑体3对暂时粘合层2照射放射能量射线等,支撑体3也可以不具有透光性。
[0058]
柱状结构22例如可以为微细且柔软的纤维。多个柱状结构22各自具有顶端23,该顶端23朝向与支撑体3相反的一侧。图1所示的柱状结构22的顶端23具有末端朝向上方逐渐变宽的宽幅形状。微细的纤维是指,例如使树脂材料拉伸而加工成细筒状的纤维,作为拉伸的方法,可以使用注塑成型、挤出成型等。此外,作为得到微细的纤维的其他方法,也可以通过干式蚀刻在si基板上形成圆柱状的模具,并向所形成的圆柱模具内注入树脂材料而形成圆柱状的树脂、即微细的纤维。微细的纤维的形成方法并不限定于上述方法。此外,微细纤维的原材料优选为树脂材料,但除此以外也可由碳纤维、玻璃纤维或其他复合材料构成,只要可表现出耐热性、耐化学药品性、柔性等,则不限定其原材料。
[0059]
柱状结构22例如能够由树脂形成。作为优选的树脂,可列举出环氧树脂、丙烯酸树脂、有机硅树脂、聚酯、聚酰亚胺树脂、聚酰胺树脂、酚醛树脂、氟树脂、聚氨酯、聚碳酸酯、聚苯乙烯、sbr、nbr等橡胶等。
[0060]
特别优选柱状结构22由热固性树脂形成。由热固性树脂形成的柱状结构22对tsv形成、晶圆背面布线工序这种工序的工序适应性高,具体而言,对于cvd(化学气相沉积)这种真空工艺、晶圆热工艺而言,耐受性优异,能够进一步提高薄型器件晶圆的生产率。
[0061]
例如由有机硅改性聚酰亚胺形成的柱状结构22除了能够显示出柔性以外,在材料中具有聚酰亚胺骨架,还能够表现出300℃左右以上的耐热性。
[0062]
另一方面,在使用专利文献2中的在200℃左右会发生热分解的粘合剂使晶圆与支撑体贴合时,其对于tsv形成或再布线工艺中的热分解温度以上的工艺温度而言,变得没有
耐受性。
[0063]
多个柱状结构22可以直接形成于支撑体3上,也可以如图1所示,支撑于基础部24上。即,在图1所示的方案的暂时粘合用层叠体20中,干式粘合性纤维结构体2包含形成于支撑体3上的基础部24与支撑于基础部24上的多个柱状结构22。基础部24可由与多个柱状结构22的材料相同的材料形成,也可以由与多个柱状结构22的材料不同的材料形成。
[0064]
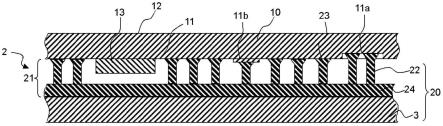
多个柱状结构22优选例如如图1所示,例如规律地排列在支撑体3表面。此外,多个柱状结构22例如如图2所示,通过以一定的间距(pitch)形成于支撑基板3上,能够进行更稳定的暂时粘合,该一定的间距能够有计划地避开设置于作为暂时粘合对象的晶圆10(作为器件晶圆的晶圆)的第一主面11侧的电极结构(电路)13。即,多个柱状结构22可以以与形成于晶圆10的第一主面11上的器件图案相反的图案而排列。
[0065]
多个柱状结构22优选规律且紧密地配置于支撑体3上。通过这种配置,能够进行更稳定的暂时粘合。多个柱状结构22可以以100个/mm2以上且5000个/mm2以下的密度而形成,优选以250个/mm2以上且1500个/mm2的密度而形成。
[0066]
进一步,多个柱状结构22能够以追随该第一主面的表面形状的方式与晶圆10的第一主面11的表面接触。因此,例如如图2所示当晶圆10的第一主面11具有凹部11a及凸部11b时,即晶圆10为高段差基板时,多个柱状结构22也能够稳定地暂时粘合在晶圆10的第一主面11上。
[0067]
多个柱状结构22的各自的形状只要为柱状,则可无特别限制地使用,例如圆柱及方柱中的任一种均可。如图1所示,若柱状结构22的顶端23为宽幅形状(刮刀(spatula)形状),则可进一步提高吸附力,故而优选。柱状结构22的顶端23与主体部25的截面面积之比优选为1:1~1:2。即,将柱状结构的与晶圆接触的顶端23作为上部时,优选上部比下部宽度更宽。柱状结构22的顶端23也可以具有如吸盘的结构。
[0068]
另外,柱状结构22各自的高度例如可为1μm~1mm,优选高度为10μm~500μm的柱状结构。此外,柱状结构22各自可具有例如直径为10nm~100μm的底面,优选具有直径为1000nm~20μm的底面。另一方面,柱状结构22的各自的顶端23例如可具有20nm~200μm的直径。
[0069]
本发明的暂时粘合用层叠体20可控制其与作为暂时粘合对象的晶圆的暂时粘合力。具体而言,例如,可通过柱状结构22的顶端23的直径的大小或单位面积的柱状结构22的个数以及柱状结构22的主体部25的直径,来规定支撑基板3与晶圆的暂时粘合力。
[0070]
支撑基板3与晶圆被暂时粘合后,会在形成tsv或再布线的工艺中,施加利用工艺装置进行的操作、cmp工艺中的剪切应力等,因此需要在支撑基板3与晶圆之间存在抵抗该应力的暂时粘合力。另一方面,由于支撑基板3最终会被剥离,必须避免赋予所需暂时粘合力以上的暂时粘合力。本发明的暂时粘合用层叠体20,由于能够控制其与作为暂时粘合对象的晶圆10的暂时粘合力,能够表现出足以耐受加工中的应力且抑制至最终能够容易地剥离的程度的暂时粘合力。
[0071]
暂时粘合层2上的例如与25mm宽的聚酰亚胺胶带试验片的180
°
剥离力优选为2gf以上且50gf以下。这是由于,若为具有这种剥离力的暂时粘合用层叠体20,则例如在晶圆研磨时不会发生晶圆的偏移,且容易剥离。
[0072]
如图3所示,暂时粘合用层叠体20优选进一步包含形成于支撑体3上的包围干式粘
合性纤维结构体21的保护环4。
[0073]
在经由暂时粘合层2暂时粘合的晶圆与支撑体3的贴合面内,由于暂时粘合层为干式粘合性纤维结构体,因此会产生间隙。在贴合支撑体3与晶圆后,较多情况下会对晶圆实施抗蚀剂的剥离金属的蚀刻、器件晶圆的清洗等湿式工艺,有时会产生液体渗入至上述间隙中的问题。通过在支撑体3上设置上述保护环4,能够防止加工用的液体渗入至上述间隙中。
[0074]
支撑体3的平面形状没有特别限定,可以为与暂时粘合层2相同的平面形状,也可以为大于暂时粘合层2的平面形状。在设置圆形的保护环4时,支撑体3的平面形状可以为与包围暂时粘合层2的干式粘合性纤维结构体21的保护环4的外周形状相同的平面形状,也可以如图3所示,为大于保护环4的外周形状的平面形状。至此,对于暂时粘合用层叠体20,以直径例如为200mm或300mm的圆形为例进行了说明,但暂时粘合用层叠体20也可以为正方形或长方形的面板形状。
[0075]
柱状结构22所形成的面积相对于支撑体3的面积的比例优选为0.02%~50%,更优选为1%~25%。
[0076]
[器件晶圆加工用层叠体]本发明的器件晶圆加工用层叠体的特征在于,包含本发明的暂时粘合用层叠体和晶圆,所述晶圆具有包含电路的第一主面和与所述第一主面为相反侧的应加工的第二主面,所述第一主面经由所述支撑体上的所述暂时粘合层暂时粘合在所述支撑体上。
[0077]
本发明的器件晶圆加工用层叠体包含之前所说明的本发明的暂时粘合用层叠体。因此,本发明的器件晶圆加工用层叠体通过基于包含具有多个柱状结构的干式粘合性纤维结构体的暂时粘合层的暂时粘合,能够防止晶圆在晶圆的第二主面的加工中从支撑体上分离,同时能够在加工后容易地将晶圆从支撑体上剥离而无需使用昂贵的装置。此外,如上所述,能够在加工后将暂时粘合层反复用于其他的暂时粘合。因此,若使用本发明的器件晶圆加工用层叠体,能够以高生产率及低成本制造例如薄型器件晶圆。
[0078]
接着,参照图4对本发明的器件晶圆加工用层叠体进行具体的说明。
[0079]
图4所示的器件晶圆加工用层叠体1包含暂时粘合用层叠体20与晶圆10。
[0080]
暂时粘合用层叠体20包含参照图1及图2进行了说明的支撑体3与形成于支撑体3上的暂时粘合层2。此外,暂时粘合层2包含图1所示的具有多个柱状结构22的干式粘合性纤维结构体21。
[0081]
晶圆10具有图2所示的结构。即,晶圆10具有包含电路13的第一主面11和与第一主面11为相反侧的应加工的第二主面12。第一主面11包含凹部11a与凸部11b。晶圆10的第一主面11可称作电路形成面。晶圆10的第二主面12可称作非电路形成面。
[0082]
本发明能够使用的晶圆10通常为半导体晶圆。作为该半导体晶圆的实例,不仅有硅晶圆,还可列举出锗晶圆、镓-砷晶圆、镓-磷晶圆、镓-砷-铝晶圆等。该晶圆的厚度没有特别限制,典型地为600~800μm,更典型地为625~775μm。
[0083]
在图4所示的器件晶圆加工用层叠体1中,如图2所示,晶圆10的第一主面11经由支撑体3上的暂时粘合层2暂时粘合在支撑体3上。若为本发明的器件晶圆加工用层叠体1,则即便如图2所示,晶圆10的第一主面11为具有凹部11a和/或凸部11b的高段差基板,也会因多个柱状结构22的顶端23能够追随第一主面11的表面,而如图4所示,晶圆10的第二主面12
能够以大致平行于支撑体3的状态与该支撑体3暂时粘合。因此,本发明的器件晶圆加工用层叠体1能够对tsv形成、晶圆背面布线工序显示出优异的工序适应性。
[0084]
[暂时粘合方法]本发明的暂时粘合方法为经由暂时粘合层将具有包含电路的第一主面和与所述第一主面为相反侧的应加工的第二主面的晶圆暂时粘合在支撑体上的方法,其特征在于,经由暂时粘合层,进行所述晶圆的所述第一主面与所述支撑体的暂时粘合,所述暂时粘合层包含具有多个柱状结构的干式粘合性纤维结构体。
[0085]
本发明的暂时粘合方法例如可使用之前所说明的本发明的暂时粘合层叠体而实施。
[0086]
如上所述,经由包含具有多个柱状结构的干式粘合性纤维结构体的暂时粘合层的晶圆的第一主面与支撑体的暂时粘合,能够对晶圆与支撑体之间提供强度充分的暂时粘合,以能够防止晶圆在晶圆的第二主面的例如薄化加工、电极形成、金属布线形成及保护膜形成等加工中从支撑体上分离。另一方面,该暂时粘合能够在加工后容易地将晶圆从支撑体上剥离而无需使用昂贵的装置。
[0087]
此外,包含具有多个柱状结构的干式粘合性纤维结构体的暂时粘合层即使暂时解除暂时粘合,也可再次用于其他的暂时粘合。
[0088]
如上所述,根据本发明的暂时粘合方法,能够将晶圆与支撑体以充分的强度暂时粘合且能够容易地将晶圆从支撑体上剥离,并且能够反复进行暂时粘合及剥离。因此,根据本发明的暂时粘合方法,能够以高生产率及低成本制造例如薄型器件晶圆。
[0089]
在进行暂时粘合时,可以使用贴合装置将暂时粘合层与晶圆贴合。在进行贴合时,优选在室温~100℃,更优选在室温~80℃的温度区域中,将晶圆与暂时粘合层均一地压接(优选大于0且为5mpa以下,进一步优选1pa~1mpa)。例如通过该贴合,能够形成晶圆经由暂时粘合层暂时粘合在支撑体上而成的晶圆加工体(层叠体基板),即之前所说明的的器件晶圆加工用层叠体。且在这之后无需任何加热处理等。
[0090]
作为晶圆贴合装置,可列举出市售的晶圆接合装置,例如evg公司的evg520is、850tb、suss公司的xbc300等。
[0091]
[器件晶圆加工方法]本发明的器件晶圆加工方法的特征在于,通过本发明的暂时粘合方法,进行所述晶圆的所述第一主面与所述支撑体的暂时粘合,并加工被暂时粘合的所述晶圆的所述第二主面。
[0092]
在本发明的器件晶圆加工方法中,由于在通过本发明的暂时粘合方法进行暂时粘合的基础上实施晶圆的第二主面的加工,如上所述,能够以高生产率及低成本制造例如薄型器件晶圆。
[0093]
此外,如上所述,包含具有多个柱状结构的干式粘合性纤维结构体的暂时粘合层即使暂时解除暂时粘合,也能够再次用于其他的暂时粘合。即,在本发明中,在加工一个晶圆的第二主面后,可解除基于暂时粘合层的暂时粘合,然后将暂时粘合层反复用于其他的暂时粘合。
[0094]
在上述其他的暂时粘合中,可以将与经加工的晶圆不同的硅晶圆作为支撑体而实施暂时粘合,或也可以暂时粘合除硅晶圆以外的基材。即,在本发明中,在加工晶圆的第二
主面之后,可解除基于暂时粘合层的暂时粘合,然后,经由暂时粘合层将与经加工的晶圆不同的基材以与上述同样的贴合条件暂时粘合在支撑体上。作为除硅晶圆以外的支撑体,例如可列举出金属基板、玻璃基板或石英基板等。此外,支撑体可以为正方形的面板形状,也可以为长方形的面板形状。暂时粘合于支撑体上的基板也可以为硅、玻璃、金属、树脂等,没有限制。
[0095]
接着,对本发明的器件晶圆加工方法的具体实例进行说明。本发明的器件晶圆加工方法的一个例子具有以下的(a)~(d)的工序。
[0096]
[工序(a)]工序(a)为经由暂时粘合层将具有包含电路的第一主面(电路形成面;表面)和与该第一主面为相反侧的应加工的第二主面(非电路形成面;背面)的晶圆暂时粘合在支撑体上的工序。即,工序(a)为通过本发明的暂时粘合方法进行晶圆的第一主面与支撑体的暂时粘合的工序。
[0097]
[工序(b)]接着,对其实施对暂时粘合在支撑体上的晶圆的第二主面(非电路形成面)进行研磨或抛光的工序,即,对经贴合而得到的器件晶圆加工用层叠体的晶圆背面侧进行研磨,从而使该晶圆的厚度变薄的工序(b)。晶圆的第二主面的研磨加工的方式没有特别限制,可采用公知的研磨方式。优选一边对晶圆与磨石(金刚石等)施加水而进行冷却,一边进行研磨。作为对晶圆的第二主面进行研磨加工的装置,例如可列举出disco corporation制造的dag-810(产品名称)等。此外,也可以对晶圆的第二主面实施cmp抛光。
[0098]
通过本发明的制造方法得到的薄型晶圆的厚度典型地为5~300μm,更典型地为10~100μm。
[0099]
[工序(c)]接着,为对第二主面经研磨的晶圆加工体、即通过背面研磨而薄型化的晶圆的第二主面实施进一步加工的工序(c)。该工序(c)包括以晶圆级采用的各种工艺。作为实例,可列举出电极形成、金属布线形成、保护膜形成等。更具体而言,可列举出用于电极等的形成的金属溅射、蚀刻金属溅射层的湿式蚀刻、用于制成形成金属布线的掩膜的基于抗蚀剂的涂布、曝光及显影的图案的形成、抗蚀剂的剥离、干式蚀刻、金属镀膜的形成、用于形成tsv的硅蚀刻、硅表面的氧化膜形成等以往的公知工艺。
[0100]
[工序(d)]接着,为将通过上述工序实施了加工的晶圆从支撑体上剥离的工序,即对薄型化的晶圆实施各种加工之后,在切割之前将晶圆从支撑体上剥离的工序。换而言之,该工序(d)为解除基于暂时粘合层的暂时粘合的工序。
[0101]
该剥离工序通常在室温至60℃左右的较低温度条件下实施。作为具体的方法,例如可列举出:事先将器件晶圆加工用层叠体的晶圆或支撑体中的一方水平固定,并将另一方以与水平方向呈一定角度的方式而提起的方法;对经研磨的晶圆的研磨面粘贴保护膜,并以撕剥的方式将晶圆与保护膜从支撑体上剥离的方法;及使用镊子提起晶圆的一部分而进行剥离的方法等。在本发明中,这些剥离方法均可使用。当然也并不仅限于上述方法。
[0102]
通过解除基于暂时粘合层的暂时粘合(剥离),能够得到具有包含电路的第一主面和与该第一主面为相反侧的经加工的第二主面的器件晶圆。
[0103]
此外,在本发明的器件晶圆的加工方法中,从支撑体上剥离器件晶圆之后,也可以不一同清洗支撑体表面及器件晶圆表面。
[0104]
[其他工序]在工序(d)之后,能够将暂时粘合层反复用于其他的暂时粘合。其他的暂时粘合的对象例如可以为除晶圆以外的基材。作为具体实例,能够采用用于在经加工的晶圆上层叠玻璃基板或石英基板等其他基板的基于暂时粘合层的暂时粘合。
[0105]
或者,在工序(d)之后,为了对与经加工的晶圆不同的另一个晶圆进行加工,能够经由暂时粘合层将另一个晶圆的与应加工的第二主面为相反侧的第一主面暂时粘合在支撑体上。
[0106]
本发明所使用的暂时粘合层由于在解除暂时粘合后无需清洗,能够高效地反复用于进一步的暂时粘合。
[0107]
[干式粘合性纤维结构体的制造方法]在此,对本发明中使用的暂时粘合层的干式粘合性纤维结构体的制造方法的实例进行说明。然而,本发明中使用的暂时粘合层的干式粘合性纤维结构体的制造方法并不限于以下的方法。
[0108]
(第一实例)第一实例为将多个柱状结构转印至由硅、玻璃等构成的支撑体的表面的方法。
[0109]
具体而言,例如可通过干式蚀刻在si基板上形成圆柱状的模具,并对所形成的圆柱模具内注入树脂材料从而形成圆柱状的树脂即微细的纤维。将利用硅中的圆形模具成型的圆柱状的树脂,以使干式粘合性纤维结构体的宽幅的顶端接触pet等片状基材的方式转印至pet等片状基材上。能够通过将pet上的所转印的干式粘合性纤维结构体另一端的顶端接合在支撑体上后剥离pet等片状基材而提供。
[0110]
此时,例如可使用高熔点焊料与另一端的顶端接合,从而接合在支撑体上。或者,可通过对支撑体的表面进行硅烷偶联处理、阳极氧化、化学表面粗化等处理后,对微细且柔软的柱状结构施加热、压力并同时使其转印至支撑体表面,与支撑体牢固地接合。
[0111]
(第二实例)作为在由硅、玻璃等构成的支撑体的表面形成干式粘合性纤维结构体的其他方法,例如可通过注塑成型,一次性形成薄膜与微细的柱状结构。
[0112]
然后,通过将包含微细的柱状结构的膜材料贴合在支撑体上,能够提供支撑体与形成于支撑体上的暂时粘合层的复合体。
[0113]
(第三实例)通过向具有多孔的树脂中注入所需的树脂,并进行整形加工,能够得到表面具有柱状结构的结构体。
[0114]
(第四实例)此外,如非专利文献2所记载的,具有多个柱状结构的干式粘合性纤维结构体可通过使用有具有微米级或纳米级的凹凸的模具的压印(imprint)法而得到。
[0115]
此外,作为至此所示的具有宽幅的顶端的微细且柔软的柱状结构,也可以为两端具有宽幅的结构的柔软的柱状结构,而并非仅柱状结构的一端的顶端为宽幅的结构。此时,在贴合后且在器件晶圆薄化后,会剥离支撑体,自然会产希望剥离的面与不希望剥离的面,
此时将希望剥离的面的干式粘合性纤维结构体整体的吸附力设为小于不希望剥离的面的干式粘合性纤维结构体整体的吸附力即可。吸附力的强弱可以以先前所说明的方式进行控制。实施例
[0116]
以下,使用实施例对本发明进行具体的说明,但本发明并不限定于此。
[0117]
(实施例1)将在作为一个主面的第一主面的整个面上形成有高度为10μm、直径为40μm的铜柱(cu post)(电极结构)的直径为200mm硅晶圆(厚度:725μm,作为器件晶圆的晶圆)作为暂时粘合的对象。
[0118]
首先,为了使干式粘合性纤维结构体的柱状结构与上述晶圆的第一主面的除电极结构以外的区域接触并暂时粘合,准备在直径为200mm(厚度:500μm)的玻璃基板支撑体的整个面上旋涂硅烷偶联材料而成的材料。
[0119]
关于形成于支撑基板上的干式粘合性纤维结构体的准备,在厚度为725μm且直径为300mm的硅基板面内形成光抗蚀剂膜,通过通用方法,经由掩膜形成用以在硅基板中形成圆柱状的模孔的图案。利用与硅具有选择比的抗蚀剂图案并通过基于bosch法的干式蚀刻,在硅中形成直径为20μm、深度为50μm的圆柱状的细孔。在剥离用于形成细孔的抗蚀剂之后,为了形成干式粘合性纤维结构体的宽幅部分,再次形成抗蚀剂图案。抗蚀剂开口部的中心位置与硅中细孔的中心一致,且开口径为30μm。然后,通过丝网印刷在硅中的细孔与开口部的抗蚀剂图案中注入有机硅改性聚酰亚胺树脂,并在100℃下对硅基板加热60分钟。然后,在剥离抗蚀剂图案后进行4小时的190℃的固化烘烤,使有机硅改性聚酰亚胺树脂固化。
[0120]
然后,将表面具有粘着层的厚度为100μm的pet膜层压在形成于硅基板上的干式粘合性纤维结构体的宽幅部分表面上后进行压接,将干式粘合性纤维结构体转印至pet膜上。通过sem对所转印的干式粘合性纤维结构体进行确认时发现,其圆柱部的直径为20μm,规律地具备的宽幅的顶端部的直径为30μm,高度为20μm,与所设计的一样。
[0121]
此时的干式粘合性纤维结构体的密度(使用平面sem在倍率2000倍下进行观察)约为300个/mm2。
[0122]
在80pa的负压、温度110℃的条件下,将具有多个柱状结构的pet膜一边进行对准(alignment),一边真空层压在涂布有硅烷偶联剂的玻璃支撑基板上。将经层压的支撑基板取出至大气中,剥离表面的pet膜,最终得到带包含干式粘合性纤维结构体的暂时粘合层的玻璃支撑基板(暂时粘合用层叠体)。
[0123]
在晶圆贴合装置内,在腔室内压力小于10pa、平台温度(stage temperature)为70℃、载荷为0.21mpa且60秒的条件下,将作为暂时粘合对象的在作为一个主面的第一主面的整个面上形成有高度为10μm、直径为40μm的铜柱的直径为200mm硅晶圆(厚度:725μm),贴合在所述暂时粘合用层叠体的形成有柱状结构的面上。此时,使暂时粘合层的多个柱状结构的顶端与晶圆的第一主面接触。由此,制作器件晶圆加工用层叠体。
[0124]
另外,在此,虽然为了通过肉眼来判定基板粘合后的异常而使用了玻璃板作为支撑体,但也可以使用晶圆等不会透射光的硅基板。
[0125]
作为贴合装置,使用evg公司的晶圆接合装置evg520is而实施。另外,在贴合后的肉眼确认中,对于贴合的品质,没有发现问题。
[0126]
然后,利用研磨机(disco corporation制造的dag810)使用金刚石磨石对硅晶圆的背面(与第一主面为相反侧的第二主面)进行研磨。在最终将基板研磨至厚度为50μm后,通过光学显微镜(100倍)检查是否存在裂纹、剥离等异常,结果未确认到异常。
[0127]
进一步,将对硅晶圆实施背面研磨后的加工体装入cvd装置中,实施2μm的sio2膜的生成实验,并检查此时是否有外观异常。即使在形成较厚的氧化膜后也未发生外观异常。此处所使用的等离子体cvd装置为pd270stl(samco inc.制造),功率为rf500w、内压为40pa、气体种为teos(四乙氧基硅烷):o2=20sccm:680sccm。
[0128]
最后,确认支撑基板的剥离性。具体而言按照以下步骤实施试验。使用切割框架将切割胶带粘贴在完成cvd耐受性试验后的器件晶圆加工体的薄型化至50μm的晶圆侧,并通过真空吸附该切割胶带面,将其安装在吸附板上。之后,在室温下,通过使用镊子提起玻璃的一个点,从而剥离玻璃基板。结果可将厚度为50μm的晶圆剥离且未发生破裂。
[0129]
在剥离后,即,使用解除暂时粘合后的暂时粘合用层叠体,实施与其他硅晶圆的暂时粘合(以与上述相同的条件),制作另一个器件晶圆加工用层叠体。在再次实施暂时粘合之前,未清洗暂时粘合层。然后,以与上述相同的方式,对该另一个器件晶圆加工用层叠体实施背面研磨、cvd耐受性试验、剥离试验,结果未见异常或破裂。
[0130]
如上所述,对于实施例1,不仅实现了能够耐受背面研磨及cvd这种加工的充分的暂时粘合强度,并且能够在加工后容易地将晶圆从支撑体上剥离。此外,对于实施例1,能够在解除基于暂时粘合层的暂时粘合之后,不经过清洗而再次使用暂时粘合层。
[0131]
(实施例2)然后,对扇出面板级封装的芯片第一工艺中的应用进行研究。
[0132]
将器件结构体作为暂时粘合对象,该器件结构体为树脂基板(90mm
×
90mm,厚度500μm),且在作为一个主面的第一主面的整个面上形成有直径为15μm、高度为15μm的由低熔点金属构成的凸点(电极结构),在作为另一个面的第二主面的整个面上形成有10μm见方的铝垫(al pad),并且第一主面与第二主面通过贯穿树脂基板的电极而连接。
[0133]
作为与所述树脂基板暂时接合的支撑基板,使用agc inc.制造的尺寸为300mm
×
100mm且厚度为700μm的玻璃基板。
[0134]
关于形成于支撑基板上的干式粘合性纤维结构体的准备,在厚度为725μm且直径为300mm的硅基板面内形成光抗蚀剂膜,通过通用方法,经由掩膜形成用以在硅基板中形成圆柱状的模孔的图案。利用与硅具有选择比的抗蚀剂图案并通过基于bosch法的干式蚀刻,在硅中形成直径为20μm、深度为50μm的圆柱状的细孔。在剥离用于形成细孔的抗蚀剂之后,为了形成干式粘合性纤维结构体的宽幅部分,再次形成抗蚀剂图案。抗蚀剂开口部的中心位置与硅中细孔的中心一致,且开口径为30μm,抗蚀剂厚度为3μm。然后,通过丝网印刷在硅中的细孔与开口部的抗蚀剂图案中注入氟树脂,并在100℃下对硅基板加热60分钟。然后,在剥离抗蚀剂图案后进行1小时的150℃的固化烘烤,使氟树脂固化。
[0135]
然后,将表面具有粘着层的厚度为100μm的pet膜层压在形成于硅基板上的干式粘合性纤维结构体的宽幅部分表面上后进行压接,将干式粘合性纤维结构体转印至pet膜上。通过sem对所转印的干式粘合性纤维结构体进行确认时发现,其圆柱部、宽幅部的直径及高度均与所设计的一样,且与实施例1相同。反复进行该操作,最终将干式粘合性纤维结构体转印至300mm
×
100mm的pet膜的整个面上。此时的干式粘合性纤维结构体的密度约为300
个/mm2。
[0136]
然后,通过狭缝涂布将硅烷偶联材料涂布在300mm
×
100mm的玻璃支撑基板的整个面上并使其干燥,进一步在80pa的负压、温度110℃的条件下,将整个面具有柱状结构的pet膜一边进行对准(alignment),一边真空层压在涂布有硅烷偶联剂的玻璃支撑基板上。将经层压的支撑基板取出至大气中,剥离表面的pet膜,最终得到带包含干式粘合性纤维结构体的暂时粘合层的玻璃支撑基板(暂时粘合用层叠体)。
[0137]
在晶圆贴合装置内,在平台温度为70℃、载荷为0.21mpa且60秒的条件下,将作为暂时粘合对象的为树脂基板(90mm
×
90mm,厚度500μm)且作为一个主面的第一主面的整个面上形成有直径为15μm、高度为15μm的由低熔点金属构成的凸点(电极结构)且在作为另一个面的第二主面的整个面上形成有30μm见方的铝垫并且第一主面与第二主面通过贯穿树脂基板的电极而连接的器件结构体,贴合在所述暂时粘合用层叠体的形成有柱状结构的面上。此时,使暂时粘合层的多个柱状结构的顶端在避开凸点结构的同时与晶圆的第一主面接触。在该带暂时粘合层的玻璃支撑基板上,搭载了合计三片树脂基板(器件晶圆加工用层叠体的完成)。
[0138]
接着,使用压缩装置并用模具材料(mold material)对以该玻璃作为支撑体的器件加工用层叠体进行密封。密封使用shin-etsu chemical co.,ltd.制造的膜模具材料sinr-df5770,并将器件上的膜厚设为100μm。
[0139]
然后,利用研磨机(disco corporation制造,dfg8020)使用磨石对模具材料进行研磨,研磨至最终露出第二主面的铝垫。使用光学显微镜(100倍)检查研磨后的铝垫表面是否有裂纹、剥离等异常,结果未见异常。
[0140]
进一步,与模具膜同样地使用真空层压机将50μm厚的光敏膜材料sinr-df3170sp(shin-etsu chemical co.,ltd.制造)层压在露出铝垫的平面上。层压条件为100℃
·
80pa。为了使第一主面上的铝垫部形成开口,通过利用掩膜的通用方法进行光刻。工艺条件为:预烤100℃
·
300秒、i射线曝光的曝光量为1100mj/cm2、曝光后加热为130℃
·
300秒。通过利用pegmea的显影,在铝垫上得到直径为20μm的开口图案。
[0141]
最后,在经过玻璃支撑体上的一连串的工艺之后,为了将其切分为三片器件,使用切割装置切割模具层而实施单颗化。经单颗化的器件可从包含干式粘合性纤维结构体的暂时粘合层容易地剥离。
[0142]
另外,本发明并不限于上述实施方案。上述实施方案为示例,具有与本发明的权利要求书中记载的技术构思实质相同的构成、起到相同技术效果的技术方案均包含在本发明的技术范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1