覆盖制品、包含该覆盖制品的电池包以及该电池包的制备方法与流程
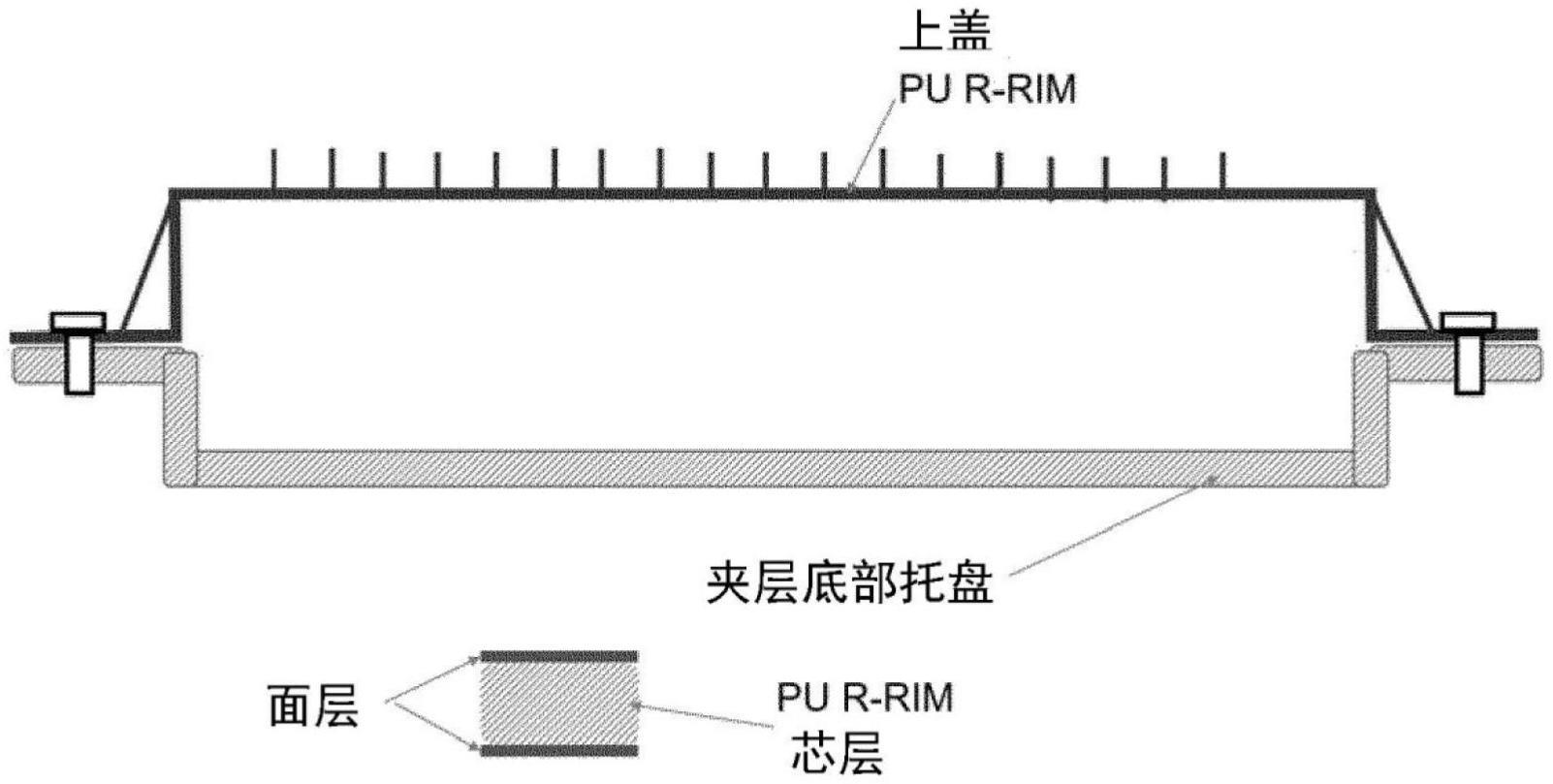
本发明涉及一种新型覆盖制品、包含该覆盖制品的电池包以及该电池包的制备方法。所述电池包包括上盖和底部托盘,所述上盖为反应注射成型(reaction injectionmolded,rim)产品;所述底部托盘包括作为芯层的反应注射成型产品和位于芯层两侧的两个金属片。
背景技术:
1、随着电动车辆的发展,电池的轻量化设计和容量限制越来越受到关注。目前,人们主要使用冲压金属片作为电池包的上盖和底部托盘以保护其中的电池部件。尽管金属材料显示出良好的机械性能,但是它们的密度以及因此部件重量高。因此,迫切需要提供一种新的轻质部件来代替金属壳体。
2、夹层部件由面片、中间的芯层以及将芯层与面片粘合的粘合层组成。夹层部件因其高强度/重量比而广泛应用于航空航天领域。面片包括金属例如钢、铝合金以及由碳纤维、玻璃纤维、芳纶纤维或玄武岩纤维等增强的复合板等。芯层材料包括泡沫状或致密的聚合物、蜂窝状结构和微桁架结构。例如,us2019/0153185a1公开了一种以平面形式构造的夹层部件及其作为非承重壁元件、外壁包层和天花板元件的用途;然而,它没有公开或暗示这种夹层部件可以用作电池包的底部托盘。就电池包的底部托盘而言,需要满足诸如机械强度和阻燃性等特殊性能的要求,还需要弯曲的甚至有图样的部件形状以满足电池的复杂轮廓。
3、现有技术公开了基于聚丙烯或聚酰胺的注塑件作为电池包的上盖。然而,这种聚丙烯或聚酰胺材料注射成型解决方案难以实现诸如上盖等非常大尺寸的部件;注射成型需要高加工成本、高注射压力和温度。截至目前,没有出版物或专利公开或暗示反应注射成型(rim)产品,如聚氨酯等,可以用作电池上盖。
4、因此,仍需要提供一种新型3d形状的覆盖制品,其重量轻,且同时具有良好的机械强度和阻燃性。
技术实现思路
1、本发明的目的是克服上述现有技术的问题,并提供一种电池包的制造方法及其结构,该电池包的重量轻,且同时具有良好的机械强度和阻燃性。
2、令人惊讶的是,发明人已经发现,上述目的可以通过覆盖制品来实现,所述覆盖制品包含作为芯层的反应注射成型产品和位于芯层两侧的两个金属片,其中所述覆盖制品是3d形状制品。
3、在另一方面,本发明涉及一种电池包,其包括上盖;底部托盘,其中所述底部托盘是如上所述的覆盖制品。
4、在又一方面,本发明涉及用于制备本发明的电池包的方法,包括以下步骤:
5、-通过反应注射成型(rim工艺)提供上盖,以及
6、-提供底部托盘,其包括以下步骤:
7、1)将平的金属片弯曲成目标3d形状的顶部和底部金属片,并在开口转角(opencorner)处焊接;
8、2)将所述顶部和底部金属片固定到rim模具中,然后闭合所述模具;
9、3)将反应物注射到所述金属片之间的空腔中以通过所述反应注射成型(rim工艺)形成模塑芯层;
10、4)脱模和任选地修整。
11、在本申请中已令人惊讶地发现,包含基于反应注射成型(rim)产品的覆盖制品的电池包表现出重量减轻,同时也表现出良好的机械强度和阻燃性。
技术特征:
1.一种覆盖制品,其包含作为芯层的反应注射成型产品和位于芯层两侧的两个金属片,其中所述覆盖制品是3d形状的制品。
2.根据权利要求1所述的覆盖制品,其中所述反应注射成型产品选自聚氨酯、聚酰胺、不饱和聚酯树脂、环氧树脂、酚醛树脂,优选聚氨酯。
3.根据权利要求1所述的覆盖制品,其中所述金属片是从铝合金、铁、钢、铝中选择的相同或不同材料。
4.根据权利要求1所述的覆盖制品,其中所述金属片的四边以80°至100°弯曲,优选以90°弯曲,然后通过焊接连接开口转角。
5.根据权利要求4所述的覆盖制品,其中弯曲角度的曲率半径在0至10mm的范围内,优选在2至5mm的范围内。
6.根据权利要求1所述的覆盖制品,其中所述金属片的厚度在0.08和0.6mm之间,优选在0.12和0.4mm之间,更优选在0.2和0.3mm之间。
7.根据权利要求1所述的覆盖制品,其中所述芯层的厚度在0.8和5mm之间,优选在2和3mm之间;所述芯层的密度在600和2000kg/m3之间,优选在900和1300kg/m3之间,更优选在900和1100kg/m3之间。
8.根据权利要求1至7中任一项所述的覆盖制品,其中所述覆盖制品通过以下步骤制备:
9.根据权利要求1-8中任一项所述的覆盖制品作为电池包的底部托盘的用途。
10.一种电池包,其包括:
11.根据权利要求10所述的电池包,其中所述上盖是选自聚氨酯、聚酰胺、不饱和聚酯树脂、环氧树脂、酚醛树脂的反应注射成型产品,优选所述上盖是选自聚氨酯的反应注射成型产品。
12.根据权利要求10或11所述的电池包,其中所述上盖设置有肋条图样,例如规则的肋条图样或不规则的肋条图样。
13.根据权利要求12所述的电池包,其中所述肋条的高度在3mm至30mm的范围内,优选为3mm至8mm的范围内。
14.根据权利要求10所述的电池包,其中所述上盖的总厚度在1至5mm的范围内,优选1.5至4mm的范围内,更优选2至3mm的范围内;所述底部托盘的总厚度在1至5mm的范围内,优选1.5至4mm的范围内,更优选2至3mm的范围内。
15.根据权利要求10所述的电池包,其中所述底部托盘的金属片具有波浪状表面。
16.根据权利要求10所述的电池包,其中所述上盖和所述底部托盘用法兰上的凹槽和凹槽中的竖直椭圆形垫片密封。
17.根据权利要求16所述的电池包,其中所述垫片的顶部和底部都有微小凸缘。
18.根据权利要求16所述的电池包,其中所述凹槽的深度在5mm至10mm的范围内,优选在6mm至7mm的范围内,所述凹槽的宽度在2mm至5mm的范围内,优选在3mm至4mm的范围内。
19.根据权利要求16至17中任一项所述的电池包,其中所述垫片材料选自聚氨酯泡沫、乙烯丙烯酸酯橡胶(aem)、丙烯酸酯材料(acm)、丁腈橡胶(nbr)、氟橡胶(fpm)、三元乙丙橡胶(epdm)、氢化丁腈橡胶(hnbr)、甲基乙烯基硅橡胶(mvq)、有机硅和氟硅橡胶。
20.根据权利要求11所述的电池包,其中用于聚氨酯成型产品的双组分反应体系包括:
21.根据权利要求20所述的电池包,其中所述树脂组分和所述异氰酸酯组分的重量比在1:0.6至1:1.2的范围内,优选在1:0.7至1:1的范围内。
22.根据权利要求20所述的电池包,其中所述阻燃剂(d)和所述填料(e)的重量比在5至30的范围内,优选在10至20的范围内。
23.根据权利要求20所述的电池包,其包括以下组分,各组分基于树脂组分(b)-(h)的总重量计:
24.根据权利要求10所述的电池包,其还包括电池单体模组、用于感测和平衡的电池单体控制器、高压连接器、母线和电池控制器。
25.根据权利要求10所述的电池包,其包括在所述电池包内部作为结构加强件的pu拉挤梁,或在所述电池包外部作为防侵入加强件的pu拉挤梁。
26.一种用于制备根据权利要求10至25中任一项所述的电池包的方法,其包括以下步骤:
27.根据权利要求26所述的方法,其中所述步骤2)包括:
28.根据权利要求26所述的方法,其中在步骤2)中,所述金属片在面向所述芯层的一侧上通过蚀刻、底漆、等离子体、激光或粘合剂进行预处理。
29.根据权利要求27所述的方法,其中在步骤2)中,对闭合的模具抽真空以帮助芯层的反应物填满所述模具的细长空腔。
30.根据权利要求26所述的方法,其中步骤3)是通过所述模具的入口将反应物注入模具中直至所述反应物填满所述模具,然后通过保持温度使所述反应物反应固化从而形成所述芯层的步骤。
31.根据权利要求30所述的方法,其中为反应固化所保持的温度为45℃至80℃,反应固化的时间为1至10分钟。
32.根据权利要求30所述的方法,其中所述反应物的粘度为100-1000mpa·s。
33.根据权利要求26所述的方法,其中所述模具设有加热装置,并且在所述步骤3)之前,将所述模具预热至45℃-80℃。
技术总结
本发明涉及一种3D形状的覆盖制品,其包含作为芯层的反应注射成型产品,以及位于芯层两侧的两个金属片,还涉及一种包含该覆盖制品的电池包,以及该电池包的制备方法。
技术研发人员:马艳刚,孙磊,A·C·沈
受保护的技术使用者:巴斯夫欧洲公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!