真空阀的制造方法与流程
本申请涉及一种真空阀的制造方法。
背景技术:
1、以往,为了提高真空阀的绝缘性能,使用如下手段,通过绝缘树脂将真空阀的外周部模塑覆盖,使爬电长度增加来加强真空阀的外周部爬电的绝缘。在以上述方式通过绝缘树脂对真空阀的外周部进行模塑时,需要考虑到负荷于真空阀的产生载荷,一直以来使用通过使在高温下变成液状的绝缘树脂材料流入铸模模具并进行冷却以使树脂固化的铸模(例如,参照专利文献1)。
2、现有技术文献
3、专利文献
4、专利文献1:日本专利特开2013-93276号公报
技术实现思路
1、发明所要解决的技术问题
2、然而,用于通过绝缘树脂对真空阀进行模塑的铸模在制造时向真空阀的产生载荷少,但需要等待直至为了形成外周部而流入模具的高温树脂冷却。因此,存在如下技术问题,为了制造一个真空阀而以铸模模具为首的制造设备的占用时间长,制造工时花费约数小时~一日,制造周期长且制造成本高。
3、本申请公开了用于解决上述技术问题的技术,其目的在于提供一种制造成本廉价的真空阀的制造方法。
4、解决技术问题所采用的技术方案
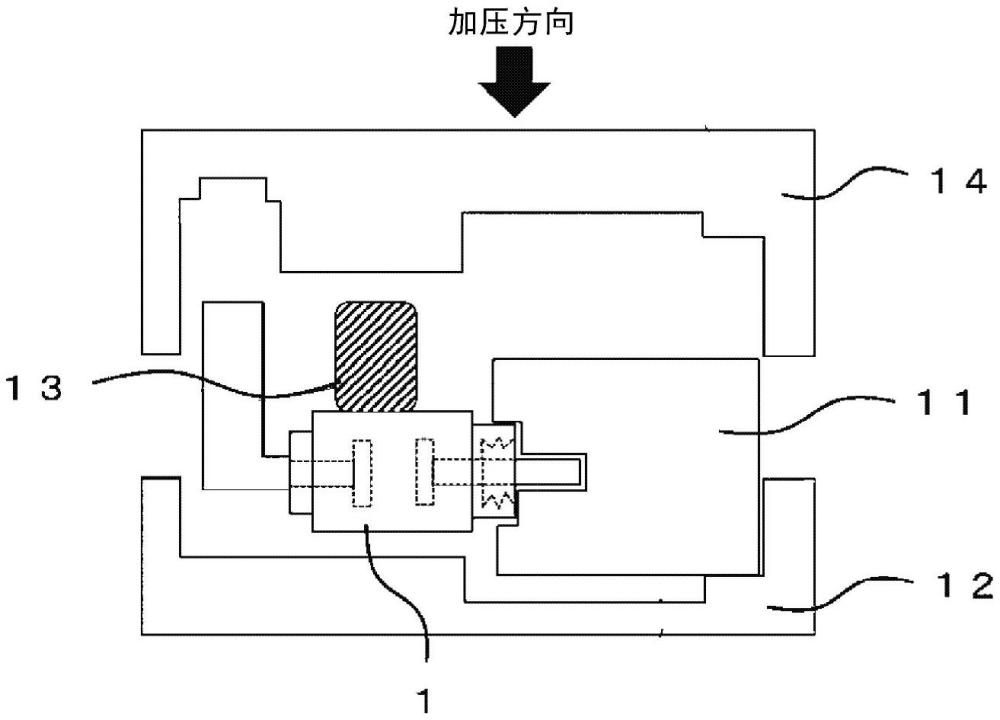
5、在本申请所公开的真空阀的制造方法中,将固定侧端板及可动侧端板分别钎焊接合于圆筒状的绝缘容器的两端以形成真空容器,并且将在所述真空容器内收纳固定侧电极及可动侧电极的真空阀的中间装配体配置于模具内,并且在所述中间装配体的外周对绝缘树脂材料进行模塑成型以形成绝缘树脂层,其特征是,在将所述绝缘树脂材料模塑于所述中间装配体的外周时,以使产生于所述绝缘容器与所述固定侧端板的钎焊部的载荷比所述钎焊部的允许载荷小的方式形成所述固定侧端板的外周部的面积。
6、发明效果
7、根据本申请所公开的真空阀的制造方法,能够通过对绝缘树脂进行模塑时的成型压力来减轻负荷于真空阀的钎焊部的载荷,从而能制造出制造周期短且廉价的真空阀。
技术特征:
1.一种真空阀的制造方法,将固定侧端板及可动侧端板分别钎焊接合于圆筒状的绝缘容器的两端以形成真空容器,并且将在所述真空容器内收纳固定侧电极及可动侧电极的真空阀的中间装配体配置于模具内,并且在所述中间装配体的外周使绝缘树脂材料模塑成型以形成绝缘树脂层,其特征在于,
2.如权利要求1所述的真空阀的制造方法,其特征在于,
3.权利要求1或2所述的真空阀的制造方法,其特征在于,
4.如权利要求1至3中任一项所述的真空阀的制造方法,其特征在于,
5.如权利要求1至4中任一项所述的真空阀的制造方法,其特征在于,
6.如权利要求5所述的真空阀的制造方法,其特征在于,
技术总结
本发明提供一种真空阀的制造方法,其目的在于获得一种廉价的真空阀,把将固定侧端板(2)及可动侧端板(3)分别钎焊接合于圆筒状的绝缘容器(1)的两端而形成的真空阀的中间装配体配置于模具(12、14)内,并且在中间装配体的外周使绝缘树脂材料模塑成型以形成绝缘树脂层(9),其特征是,在使绝缘树脂材料(13)在中间装配体的外周模塑时,以使产生于绝缘容器(1)与固定侧端板(2)的钎焊部(10)的载荷比所述钎焊部(10)的允许载荷小的方式形成固定侧端板(2)的外周部的面积。
技术研发人员:仲田知裕,十鸟洋
受保护的技术使用者:三菱电机株式会社
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!