用于有机薄膜电容器加工的引线定位装置及组装方法与流程
1.本发明涉及一种有机薄膜电容器加工装置,尤其涉及一种用于有机薄膜电容器加工的引线定位装置及组装方法。
背景技术:
2.有机薄膜电容器广泛应用于各种电力电子线路中,对于引线插装式的产品,其引线间距及引线相对外壳边缘的距离均会影响产品能否在pcb板上得到正确安装。如果产品引线位置的尺寸公差控制不当,出现偏差过大,将会导致产品无法插板电装。
3.有机薄膜电容器的引线在电容器内部主要是通过点焊的方式焊接在电容器芯组的电极上的,引线与电容器芯组形成相对固定的位置关系,所以,引线的间距主要受到电容器芯组长度及引线焊接位置的影响,而引线与电容器外壳边缘的距离则主要受电容器芯组与电容器外壳之间的位置及距离的影响。
4.由于引线最终伸出产品本体之外,所以,真正考核的引线间距及引线与电容器外壳边缘的距离实际为最终露在产品外面的引线的间距以及其与电容器外壳边缘的距离,而这个间距及距离则会受到电容器芯组在电容器外壳内的装配位置以及后续灌封操作过程电容器芯组位置偏移量的影响。
5.传统的引线定位方法实际为一种校正的方法,即产品在引线焊接和灌注的前半段时,未对引线位置进行精确定位,而依靠在最后一次灌注(表面填平)前,通过对引线进行校正的方式以使引线位置达到公差要求。其具体做法是:在电容器芯组(已焊接了引线)装到电容器外壳里并灌注了一定高度的灌注料之后(经过固化),将一个能嵌入电容器外壳内部的带有引线穿孔的校正块,卡入产品上部还未进行灌注的部分,引线通过校正块上的通孔进行弯折,以使其位置符合产品引线间距及与引线与电容器外壳边缘的距离的要求;然后,再将校正块退出产品,将产品上部剩余的部分用灌封料进行填充灌注。
6.上述传统的引线定位方法存在如下缺陷:
7.(1)通过校正块对引线进行弯折校正,在引线弯折校正过程中可能会对引线造成一定程度的损伤;
8.(2)对引线完成校正后未再对引线位置进行定位,引线位置可能在后续灌注和固化等操作过程中发生偏移,从而影响校正的最终效果,校正所能达到引线位置偏差量波动较大,产品引线位置尺寸的超差现象发生较多,废品率高;
9.(3)在引线焊接和电容器芯组装配时未对引线位置进行定位,主要依靠后期校正,当引线位置偏差过大而引线弯折的空间尺寸受限时,这种校正的方法将会难以达到目的,会造成大量引线尺寸超差;
10.(4)在灌注过程的后程进行引线校正,整个灌注过程不连续,多次灌注可能引起灌封料内部出现界面(不同固化时间),对灌封的效果产生不良影响,而且这种操作的生产效率也会降低。
技术实现要素:
11.本发明的目的就在于为了解决上述问题而提供一种用于有机薄膜电容器加工的引线定位装置及组装方法,该装置及方法对引线的定位精度高且不会损伤引线。
12.本发明通过以下技术方案来实现上述目的:
13.一种用于有机薄膜电容器加工的引线定位装置,所述有机薄膜电容器包括电容器外壳、电容器芯组和引线,所述用于有机薄膜电容器加工的引线定位装置包括第一定位工装本体、第二定位工装本体和定位插板,所述第一定位工装本体为长方体形且设其横向的长边方向为x向、横向的宽边方向为y向,所述第一定位工装本体设有第一竖向通孔,所述第一定位工装本体上位于所述第一竖向通孔的x向两端以外的位置分别设有下沉平台,两个所述下沉平台的上方共同形成用于安装所述电容器外壳的外壳安装空间,所述下沉平台上设有竖向且用于对所述引线限位的引线限位通孔,所述第一竖向通孔在y向两侧的侧壁上分别设有用于横向的所述定位插板穿过的插板通孔,所述插板通孔的上部孔壁高于所述下沉平台的表面;所述第二定位工装本体为长方体形并置于所述外壳安装空间内,所述第二定位工装本体设有用于安装所述电容器芯组的第二竖向通孔,所述第二竖向通孔在x向的两端孔壁上设有竖向且用于对所述引线限位的限位凹槽,所述定位插板穿过两个所述插板通孔,所述第二定位工装本体置于所述定位插板的上方,两个所述限位凹槽分别与两个所述引线限位通孔相互对应。
14.作为优选,为了便于对第二定位工装本体进行操作,所述第一定位工装本体在x向的两端分别设有缺口,所述第二定位工装本体在x向的两端分别设有向外延伸的把手,两个所述把手分别穿过两个所述缺口且位于两个所述下沉平台的上方。
15.作为优选,为了对引线进行导向以便于快速安装引线,所述第一定位工装本体在x向两端的下部分别设有向下延伸的定位柱,所述定位柱的一侧表面设有竖向且用于对所述引线进行导向的导向凹槽,所述导向凹槽与所述引线限位通孔对应且相通。
16.作为优选,为了便于快速安装第二定位工装本体和电容器外壳,所述第一定位工装本体上位于所述外壳安装空间四角腔壁的位置分别设有竖向的扩展孔。
17.作为优选,为了对电容器芯组实现更好的限位功能,所述第二定位工装本体在y向两侧的侧板的竖向高度高于在x向两端的侧板高度。
18.作为优选,为了避免定位插板掉落,所述定位插板的一端设有用于挡住所述定位插板穿过所述插板通孔的挡条。
19.作为优选,为了确保强度且降低质量,所述第一定位工装本体、所述第二定位工装本体和所述定位插板均由铝合金制作而成。
20.一种利用所述引线定位装置组装有机薄膜电容器的组装方法,包括以下步骤:
21.步骤1、将所述定位插板穿过两个所述插板通孔;
22.步骤2、将所述第二定位工装本体置于所述外壳安装空间内,所述第二定位工装本体的底面与所述定位插板的上表面贴合;
23.步骤3、将所述电容器芯组嵌入所述第二定位工装本体的第二竖向通孔内,使所述电容器芯组上靠近所述电容器外壳开口端的一端表面向下且与所述定位插板的上表面贴合;
24.步骤4、将两条所述引线分别由下而上穿过所述第一定位工装本体的两个引线限
位通孔,使所述引线的上端与所述电容器芯组的两端外壁上的引线焊接位置对应;本步骤中,为了对引线进行更好的临时固定,可以通过带橡胶软垫的夹子夹持等方法临时固定引线,也可以通过手扶方式实现临时固定,协助完成点焊即可;
25.步骤5、将整个引线定位装置及所述电容器芯组和所述引线放到点焊工作台上,进行点焊操作,将所述引线点焊在所述电容器芯组的两端;
26.步骤6、将所述第二定位工装本体从所述第一定位工装本体上取下,并将所述定位插板从所述插板通孔中取出;
27.步骤7、将所述电容器外壳套装在所述电容器芯组外并嵌入所述第一定位工装本体的外壳安装内腔内,使所述电容器外壳的开口端表面向下并与所述下沉平台的上表面贴合;
28.步骤8、将所述第一定位工装本体、所述电容器芯组、所述电容器外壳和所述引线一起倒置,使所述电容器外壳的底面置于平整台面上;
29.步骤9、通过所述第一定位工装本体的第一竖向通孔向所述电容器外壳内灌注密封胶;
30.步骤10、完成灌封并待其固化后,将所述第一定位工装本体与所述有机薄膜电容器分离,完成有机薄膜电容器的组装。
31.本发明的有益效果在于:
32.本发明通过设计相互配合的第一定位工装本体、第二定位工装本体和定位插板,能够实现对引线的高精度定位,且不需要弯折引线,更好地保护了引线;更具体的优点如下:
33.能够在点焊和产品灌封的整个工序过程中对引线进行全程定位,所以引线定位的精度高,引线间距及与电容器外壳边缘距离等尺寸的公差范围可以控制在0.1mm以内,可以彻底解决引线间距和引线位置偏移等引线尺寸超差问题,引线尺寸的合格率可达100%;
34.对引线定位时避免了对引线的弯折校正,从而避免了对引线可能造成的损伤,有效保护了引线;
35.在灌封过程中通过对引线进行固定,从而使得与引线刚性连接的电容器芯组的位置得以固定,其与电容器外壳的四周侧面内壁、内部底面和上部开口端都保持一定的距离,避免紧贴电容器外壳内壁,非常有利于灌封料的填充和对电容器芯组的充分包裹,可大大改善产品的灌封质量;
36.避免了在灌封过程中对引线进行校正的步骤,使得灌封过程可以连续进行,生产周期缩短,同时也可避免因多次灌封而可能形成的灌封界面,有利于提升产品的灌封效果。
附图说明
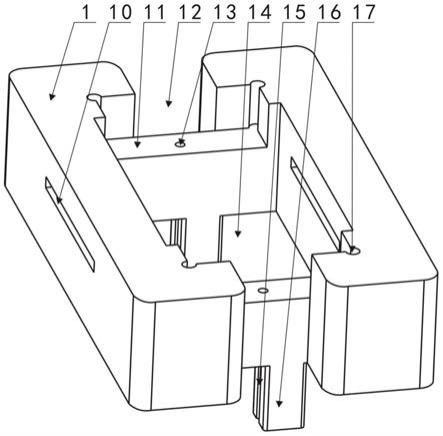
37.图1是本发明所述用于有机薄膜电容器加工的引线定位装置的第一定位工装本体的立体图;
38.图2是本发明所述用于有机薄膜电容器加工的引线定位装置的第二定位工装本体的立体图;
39.图3是本发明所述用于有机薄膜电容器加工的引线定位装置的定位插板的立体图;
40.图4是本发明所述用于有机薄膜电容器加工的引线定位装置应用时的立体图之一;
41.图5是本发明所述用于有机薄膜电容器加工的引线定位装置应用时的立体图之二。
具体实施方式
42.下面结合附图对本发明作进一步说明:
43.如图1-图5所示,本发明所述所述有机薄膜电容器包括电容器外壳6、电容器芯组4和引线5,本发明所述用于有机薄膜电容器加工的引线定位装置包括第一定位工装本体1、第二定位工装本体2和定位插板3,第一定位工装本体1为长方体形且设其横向的长边方向为x向、横向的宽边方向为y向,第一定位工装本体1设有第一竖向通孔14,第一定位工装本体1上位于第一竖向通孔14的x向两端以外的位置分别设有下沉平台11,两个下沉平台11的上方共同形成用于安装电容器外壳6的外壳安装空间(图中未示),下沉平台11上设有竖向且用于对引线5限位的引线限位通孔13,第一竖向通孔14在y向两侧的侧壁上分别设有用于横向的定位插板3穿过的插板通孔10,插板通孔10的上部孔壁高于下沉平台11的表面;第二定位工装本体2为长方体形并置于所述外壳安装空间内,第二定位工装本体2设有用于安装电容器芯组4的第二竖向通孔24,第二竖向通孔24在x向的两端孔壁上设有竖向且用于对引线5限位的限位凹槽22,定位插板3穿过两个插板通孔10,第二定位工装本体2置于定位插板3的上方,两个限位凹槽22分别与两个引线限位通孔13相互对应。
44.如图1-图5所示,本发明还公开了以下多种更加优化的具体结构,根据实际需要可以将上述结构与下述一种或多种结构进行叠加组合形成更加优化的技术方案。
45.为了便于对第二定位工装本体2进行操作,第一定位工装本体1在x向的两端分别设有缺口12,第二定位工装本体2在x向的两端分别设有向外延伸的把手21,两个把手21分别穿过两个缺口12且位于两个下沉平台11的上方。
46.为了对引线5进行导向以便于快速安装引线5,第一定位工装本体1在x向两端的下部分别设有向下延伸的定位柱16,定位柱16的一侧表面设有竖向且用于对引线5进行导向的导向凹槽15,导向凹槽15与引线限位通孔13对应且相通。
47.为了便于快速安装第二定位工装本体2和电容器外壳6,第一定位工装本体1上位于所述外壳安装空间四角腔壁的位置分别设有竖向的扩展孔17。
48.为了对电容器芯组4实现更好的限位功能,第二定位工装本体2在y向两侧的侧板23的竖向高度高于在x向两端的侧板高度,两个侧板23的两端之间形成“u”形缺口20。
49.为了避免定位插板3掉落,定位插板3的一端设有用于挡住定位插板3穿过插板通孔10的挡条30。
50.为了确保强度且降低质量,第一定位工装本体1、第二定位工装本体2和定位插板3均由铝合金制作而成。
51.如图1-图5所示,利用本发明所述引线定位装置组装有机薄膜电容器的组装方法,包括以下步骤:
52.步骤1、将定位插板3穿过两个插板通孔10;
53.步骤2、将第二定位工装本体2置于所述外壳安装空间内,第二定位工装本体2的底
面与定位插板3的上表面贴合;
54.步骤3、将电容器芯组4嵌入第二定位工装本体2的第二竖向通孔24内,使电容器芯组4上靠近电容器外壳6的开口端的一端表面向下且与定位插板3的上表面贴合;
55.步骤4、将两条引线5分别由下而上穿过第一定位工装本体1的两个引线限位通孔13,使引线5的上端与电容器芯组4的两端外壁上的引线焊接位置对应;通过带橡胶软垫的夹子将引线5与定位柱16夹持固定;
56.步骤5、将整个引线定位装置及电容器芯组4和引线5放到点焊工作台(图中未示)上,进行点焊操作,将引线5点焊在电容器芯组4的两端,如图4所示;
57.步骤6、将第二定位工装本体2从第一定位工装本体1上取下,并将定位插板3从插板通孔10中取出;
58.步骤7、将电容器外壳6套装在电容器芯组4外并嵌入第一定位工装本体1的外壳安装内腔内,使电容器外壳6的开口端表面向下并与下沉平台11的上表面贴合;
59.步骤8、将第一定位工装本体1、电容器芯组4、电容器外壳6和引线5一起倒置,使电容器外壳6的底面置于平整台面(图中未示)上,如图5所示;
60.步骤9、通过第一定位工装本体1的第一竖向通孔14向电容器外壳6内灌注密封胶;
61.步骤10、完成灌封并待其固化后,将第一定位工装本体1与由电容器芯组4、电容器外壳6和引线5共同组成的有机薄膜电容器分离,完成有机薄膜电容器的组装。
62.上述实施例只是本发明的较佳实施例,并不是对本发明技术方案的限制,只要是不经过创造性劳动即可在上述实施例的基础上实现的技术方案,均应视为落入本发明专利的权利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1