一种电芯组加工设备及其加工方法与流程
1.本发明涉及电芯组装领域,尤其涉及一种电芯组加工设备及其加工方法。
背景技术:
2.电池应用于各种设备的的供电中。电芯是电池的心脏,是电池最重要的部件。随着目前市场趋向锂离子电池需求日益增强,客户对电池的性能和安全要求亦越来越高。
3.在电池生产过程中,需要将多个电芯组装在一起。目前的电芯组的极耳大都处于弯折状态,不利于后续的焊接加工等。
技术实现要素:
4.本发明的目的是提供一种电芯组加工设备,对电芯组弯折的极耳整形,方便后续的焊接加工。
5.本发明公开了一种电芯组加工设备,包括电芯组极耳整形机构,电芯组极耳整形机构包括第三底板和定位组件,定位组件安装在第三底板上;定位组件用于固定电芯组;定位组件包括自动梳状整形件,自动梳状整形件上设置有多个梳齿,梳齿之间间隔设置以形成用于电芯组极耳穿过的间隙。
6.可选地,电芯组极耳整形机构还包括用于对极耳整形的手动梳状整形件;手动梳状整形件上设置有多个梳齿,梳齿之间间隔设置以形成用于极耳穿过的间隙。
7.可选地,定位组件包括座体和驱动子组件;座体上形成有用于容纳电芯组的电芯组容纳腔,自动梳状整形件安装在驱动子组件上;驱动子组件驱动自动梳状整形件伸入到电芯组容纳腔的上方。
8.可选地,座体上延伸设置有长条承托部,长条承托部内安装有滑轨;驱动子组件包括驱动件、转接板和锁扣件;驱动件安装在滑轨上,转接板安装在驱动件上,锁扣件和自动梳状整形件安装在转接板上;当驱动件驱动自动梳状整形件最大程度伸入到电芯组容纳腔的上方时,锁扣件可解锁地锁扣在座体上。
9.可选地,座体上设置有锁扣配合部,锁扣配合部上设置有配合钩部;锁扣件转动安装在转接板上,锁扣件朝向配合钩部的一端设置有卡勾部。
10.可选地,卡勾部朝向配合钩部的表面设置为斜面;对应的,配合钩部朝向卡勾部的表面也设置为斜面。
11.可选地,电芯组容纳腔的一侧开口;座体上安装有转动挡位组件,转动挡位组件转动安装在座体上,以打开或关闭电芯组容纳腔一侧的开口。
12.可选地,转动挡位组件包括上挡块,上挡块安装在挡位件上;上挡块上设置有上挡部,上挡部延伸至电芯组容纳腔的上方。
13.可选地,电芯组加工设备还包括电芯组合机构;电芯组合机构包括第二底板、第一支撑板、第二支撑板和多电芯放置件,多电芯放置件上形成有用于放置多个电芯的电芯放置开腔;第一支撑板和第二支撑板倾斜设置在第二底板上;多电芯放置件倾斜设置在第一
支撑板和第二支撑板上,以使电芯放置开腔呈倾斜状态。
14.本发明还一种电芯组加工方法,应用于如上述的电芯组加工设备,包括步骤:
15.将电芯组放入到定位组件中;
16.自动梳状整形件动作,梳齿插入至电芯组极耳之间摆直电芯组极耳。
17.本发明的电芯组加工设备包括电芯组极耳整形机构,极耳插入自动梳状整形件的梳齿之间的间隙后,自动梳状整形件的梳齿可以将弯折的极耳摆直,从而方便后续焊接等加工工序。
附图说明
18.所包括的附图用来提供对本发明实施例的进一步的理解,其构成了说明书的一部分,用于例示本发明的实施方式,并与文字描述一起来阐释本发明的原理。显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。在附图中:
19.图1是本发明实施例极耳裁切定位机构的示意图;
20.图2是本发明实施例极耳裁切定位机构的另一示意图;
21.图3是本发明实施例极耳裁切定位机构的另一示意图;
22.图4是本发明实施例电芯组合机构的示意图;
23.图5是本发明实施例电芯组合机构的另一示意图;
24.图6是本发明实施例电芯组合机构的另一示意图;
25.图7是本发明实施例电芯组合机构的分解示意图;
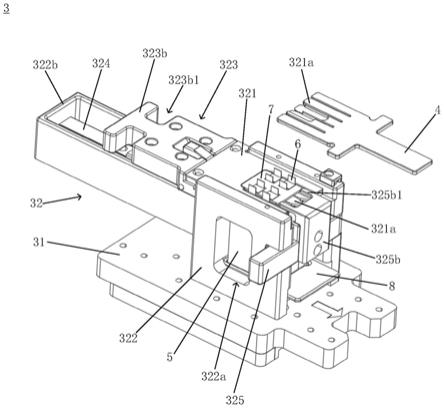
26.图8是本发明实施例电芯组极耳整形机构的示意图;
27.图9是本发明实施例电芯组极耳整形机构的另一示意图;
28.图10是本发明实施例电芯组极耳整形机构的分解意图。
29.其中,1、极耳裁切定位机构;11、第一底板;12、定位板;121、定位槽;122、弹性定位件;123、软性缓冲条;124、基准凸沿;125、第一避让缺口;126、第一避让开口;2、电芯组合机构;21、第二底板;211、限位孔;22、第一支撑板;221、直角开口;222、开孔;23、第二支撑板;24、多电芯放置件;241、电芯放置开腔;242、第一侧板;243、第二侧板;243a、第一开口;244、第一底托板;3、电芯组极耳整形机构;31、第三底板;32、定位组件;321、自动梳状整形件;321a、梳齿;322、座体;322a、电芯组容纳腔;322b、长条承托部;322c、锁扣配合部;322c1、配合钩部;322d、配合凹口;323、驱动子组件;323a、驱动件;323b、转接板;323b1、第二开口;323c、锁扣件;323c1、卡勾部;323c11、斜面;324、滑轨;325、转动挡位组件;325a、挡位件;325a1、限位部;325b、上挡块;325b1、上挡部;4、手动梳状整形件;5、电芯;6、极耳;7、pcm;8、托盘。
具体实施方式
30.需要理解的是,这里所使用的术语、公开的具体结构和功能细节,仅仅是为了描述具体实施例,是代表性的,但是本发明可以通过许多替换形式来具体实现,不应被解释成仅受限于这里所阐述的实施例。
31.下面参考附图和可选的实施例对本发明作详细说明。
32.如图1至图3所示,作为本发明的一实施例,公开了一种电芯组加工设备,包括极耳裁切定位机构1;极耳裁切定位机构1包括第一底板11、安装在第一底板11上的定位板12;定位板12上形成有用于定位电芯5的定位槽121;定位板12上活动设置有弹性定位件122,弹性定位件122伸出到定位槽121的一侧,以将定位槽121内的电芯5压紧。
33.本发明的电芯组加工设备,在进行极耳6裁切的时候,通过极耳裁切定位机构1将电芯5置于定位槽121中定位住,弹性定位件122将电芯5紧紧地压住电芯5,从而使得每个电芯5之间的电芯5底部(与弹性定位件122相对的一端)至极耳6预裁切位置总长度不变(电芯5+极耳6的总长度要一致,但因为电芯5自身尺寸不同,所以裁切极耳6时极耳6预预留长度也要不同),耳裁切时公差小。
34.可选地,定位槽121内与弹性定位件122相对的一侧设置有软性缓冲条123。在本方案中,软性缓冲条123可以在弹性定位件122压紧电芯5的时候为电芯5缓冲,防止电芯5压坏。具体地,定位板12上可以安装弹簧等,弹簧与弹性定位件122连接,为弹性定位件122提供弹力,从而压紧电芯5。
35.可选地,定位槽121内与弹性定位件122相同的一侧设置有基准凸沿124。在本方案中,基准凸沿124可以提供裁切参考位,裁切极耳6时可以以基准凸沿124为基准位置对极耳6进行裁切。也就是说,裁切后,每个电芯5+极耳6的总长度基准凸沿124到相对侧的长度。当然,极耳6的裁切位置也可以根据实际需要设定。
36.可选地,弹性定位件122有两个,且两个弹性定位件122之间相对设置;定位板12上对应弹性定位件122的位置开设有第一避让缺口125。在本方案中,第一避让缺口125可以起到避让作用,方便两个弹性定位件122活动,从而可以压紧不同尺寸的电芯5。
37.可选地,定位槽121的底面开设有两个相对的第一避让开口126;电芯5放置于定位槽121内时,电芯5的两侧边分别位于两个第一避让开口126上方。在本方案中,电芯5的两侧边分别位于两个第一避让开口126上方,可以方便将电芯5放入到定位槽121中或从定位槽121中取走。例如,第一避让开口126可以可以起到避让作用,方便机械手放入电芯5或取出电芯5。
38.可选地,如图4至图7所示,电芯组加工设备还包括电芯组合机构2;电芯组合机构2包括第二底板21、第一支撑板22、第二支撑板23和多电芯放置件24,多电芯放置件24上形成有用于放置多个电芯5的电芯放置开腔241;第一支撑板22和第二支撑板23倾斜设置在第二底板21上;多电芯放置件24倾斜设置在第一支撑板22和第二支撑板23上,以使电芯放置开腔241呈倾斜状态。在本方案中,通过第一支撑板22和第二支撑板23的倾斜设置,多电芯放置件24倾斜设置,使得电芯放置开腔241呈倾斜状态。这样,如图5所示,当电芯5放到电芯放置开腔241时,在重力的作用下,每个电芯5之间都是紧紧贴住的,实现自动紧密组合,组装偏差在制程范围内。
39.可选地,多电芯放置件24包括第一侧板242、第二侧板243和第一底托板244,第一支撑板22和第二支撑板23上开设有直角开口221;第一侧板242和第二侧板243之间相互垂直连接,且容置于直角开口221中;第一底托板244分别与第一侧板242和第二侧板243的底部垂直连接;第二底板21上开设有限位孔211,第一侧板242的转角位置嵌入在限位孔211中限位。在本方案中,通过直角开口221和限位孔211的配合,由互相垂直的第一侧板242、第二侧板243和第一底托板244组成的多电芯放置件24可以仅在重力的作用下就被定位住,不需
要额外的诸如焊接或螺丝等固定,结构简单,拆装方便。
40.具体地,第二侧板243上开设有第一开口243a。第一侧板242的对面侧是开放状态的,在本方案中,第二侧板243上开设有第一开口243a方便机械手等将电芯5放入到电芯放置开腔241中。
41.可选地,直角开口221内的转角位置开设有开孔222。在本方案中,在直角开口221的转角位置进一步设置开孔222,可以避免因为加工误差使得直角开口221的两直角面与第一侧板242和第二侧板243组成的直角不能高度嵌合。如图6所示,本方案因为设置了开孔222,有容纳第一侧板242直角边缘的空间,可以保证第一侧板242和第二侧板243完全贴合在直角开口221的两直角面上。
42.可选地,如图8至图10所示,电芯组加工设备还包括电芯组极耳整形机构3;电芯组极耳整形机构3包括第三底板31和定位组件32,定位组件32安装在第三底板31上;定位组件32用于固定电芯组;定位组件32包括自动梳状整形件321,自动梳状整形件321上设置有多个梳齿321a,梳齿321a之间间隔设置以形成用于极耳6穿过的间隙。在本方案中,极耳6插入自动梳状整形件321的梳齿321a之间的间隙后,自动梳状整形件321的梳齿321a可以将弯折的极耳摆直,从而方便后续焊接等加工工序。之后再在电芯组上方装入pcm7,控制产品的高度。
43.可选地,电芯组极耳整形机构3还包括用于对极耳6整形的手动梳状整形件4;手动梳状整形件4上设置有多个梳齿321a,梳齿321a之间间隔设置以形成用于极耳6穿过的间隙。在本方案中,手动梳状整形件4与自动梳状整形件321配合,自动梳状整形件321定位住极耳6的根部,使用者通过摆动手动梳状整形件4将弯折的极耳6摆直,整形效果好,效率高,方便后续的激光焊接等。
44.可选地,定位组件32包括座体322和驱动子组件323;座体322上形成有用于容纳电芯组的电芯组容纳腔322a,自动梳状整形件321安装在驱动子组件323上;驱动子组件323驱动自动梳状整形件321伸入到电芯组容纳腔322a的上方。在本方案中,电芯组放置在电芯组容纳腔322a中,自动梳状整形件321在驱动子组件323的驱动下伸入到电芯组容纳腔322a的上方,从而使得极耳6处于梳齿321a的间隙中。
45.可选地,座体322上延伸设置有长条承托部322b,长条承托部322b内安装有滑轨324;驱动子组件323包括驱动件323a、转接板323b和锁扣件323c;驱动件323a安装在滑轨324上,转接板323b安装在驱动件323a上,锁扣件323c和自动梳状整形件321安装在转接板323b上;当驱动件323a驱动自动梳状整形件321最大程度伸入到电芯组容纳腔322a的上方时,锁扣件323c可解锁地锁扣在座体322上。在本方案中,驱动件323a驱动自动梳状整形件321最大程度伸入到电芯组容纳腔322a的上方时,锁扣件323c可解锁地锁扣在座体322上,自动梳状整形件321处于上锁状态,不容易在加工过程中出现移动。而锁扣件323c可解锁也方便让自动梳状整形件321从电芯5容纳腔322a上方退出。解锁后,可以通过驱动件323a驱动自动梳状整形件321反向运动。驱动件323a可以为气缸等。
46.可选地,座体322上设置有锁扣配合部322c,锁扣配合部322c上设置有配合钩部322c1;锁扣件323c转动安装在转接板323b上,锁扣件323c朝向配合钩部322c1的一端设置有卡勾部323c1。在本方案中,当锁扣件323c与锁扣配合部322c抵接的时候,锁扣件323c转动抬起,锁扣件323c的卡勾部323c1与锁扣配合部322c的配合钩部322c1扣合,实现上锁。解
锁的时候,按压锁扣件323c,使得卡勾部323c1和配合钩部322c1分离。锁扣件323c上可以安装扭簧实现弹性转动。具体地,卡勾部323c1朝向配合钩部322c1的表面设置为斜面323c11,对应的,配合钩部322c1朝向卡勾部323c1的表面也设置为斜面,方便两者抵接后扣合。
47.具体地,转接板323b远离自动梳状整形件321的一端的两侧设置有第二开口323b1。
48.可选地,电芯组容纳腔322a的一侧开口;座体322上安装有转动挡位组件325,转动挡位组件325转动安装在座体322上,以打开或关闭电芯组容纳腔322a一侧的开口。在本方案中,电芯组容纳腔322a的一侧开口方便将电芯组放入到电芯5容纳腔322a中,转动挡位组件325可以关闭开口,限位电芯组。
49.可选地,转动挡位组件325包括挡位件325a,挡位件325a转动安装在座体322上,以打开或关闭电芯组容纳腔322a一侧的开口。可选地,挡位件325a上设置有限位部325a1;挡位件325a关闭电芯组容纳腔322a一侧的开口时,限位部325a1与电芯组容纳腔322a的电芯组抵接,以限位电芯组。在本方案中,限位部325a1可以更紧密地限位住电芯组。
50.可选地,芯组容纳腔的开口一侧开设有配合凹口322d;挡位件325a关闭电芯组容纳腔322a一侧的开口时,挡位件325a嵌入到配合凹口322d内。在本方案中,配合凹口322d可以避让挡位件325a,使得限位部325a1限位电芯组的效果更好。
51.可选地,转动挡位组件325包括上挡块325b,上挡块325b安装在挡位件325a上;上挡块325b上设置有上挡部325b1,上挡部325b1延伸至电芯组容纳腔322a的上方。在本方案中,当在自动梳状整形件321上方放置pcm 7后,上挡部325b1可以从侧边压住pcm 7,固定住pcm 7。
52.可选地,电芯组加工设备还包括用于放置电芯组的托盘8,方便将电芯组放入到电芯组容纳腔322a中。
53.本发明还公开了一种电芯组加工方法,应用于如上述的电芯组加工设备,包括步骤:
54.将电芯组放入到定位组件中;
55.自动梳状整形件动作,梳齿插入至电芯组极耳之间摆直电芯组极耳。
56.通过自动梳状整形件的动作,梳齿插入至电芯组极耳之间后,电芯组极耳位于梳齿之间的间隙中,可以实现对电芯组极耳摆直整形,让电芯组极耳呈竖直状态。
57.更具体地,通过手动梳状整形件4将初步摆直整形的极耳6进一步摆直,整形效果好,效率高,方便后续的激光焊接等。
58.以上内容是结合具体的可选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1