端子的制作方法
1.本发明涉及端子。详细而言,涉及用于层压型电池的端子。
背景技术:
2.在日本专利申请公开第2001-93483号公报中公开有关于用于收纳薄型电池用发电元件的薄型电池用袋体的发明。在同公报所公开的袋体中,在周缘形成有热密封部。其特征在于,该热密封部的一部分以比其他的热密封部的密封宽度窄的方式从内缘朝向外缘形成为切口状。由此,在外装体的内压异常上升的情况下,内压集中于形成为切口状的部分。而且,该部分的密封部剥离,将外装体内的气化物向外部放出,外装体整体的封闭性比较缓慢地下降。
3.专利文献1:日本专利申请公开第2001-93483号公报
4.在层压型电池中,在外装体内部的压力(内压)上升至规定值以上时,期望使外装体开裂来将内压更稳定地释放。另一方面,期望在能够允许外装体内部的压力(内压)的内压下不使外装体开裂。在仅通过调整热密封部的密封宽度来形成切口状的部分的方式中,若未高精度地形成热密封部的切口状,则产生以切口部为起点的热密封部的剥离的内压的波动可能变大。因此,若热密封部的形成精度较差,则容易产生热密封部在所允许的内压下剥离、超过所允许的内压热密封部也不剥离的现象。
技术实现要素:
5.这里公开的端子是在由层压膜构成的袋状的外装体的内部容纳有电极体的层压型电池所使用的端子,其具有:内部端子部,在上述外装体的内部与上述电极体连接;外部端子部,向上述外装体的外部露出;以及板状部,配置于上述内部端子部与上述外部端子部之间,并熔敷于上述层压膜。在上述板状部的表面,在熔敷上述层压膜的预先决定好的部位设置有算术平均高度比其他的部位高的粗糙化处理部,在上述粗糙化处理部设置有切口部。
6.在该端子中,在熔敷层压膜的部分设置有具有切口部的粗糙化处理部。粗糙化处理部的宽度、切口部的形状能够容易地以较高的精度调整。因此,除了在层压膜的熔敷部产生剥离的外装体的内压的规定值的调整变得容易之外,该规定值的波动也变小。其结果是,在外装体内部的压力(内压)上升至规定值时,能够使外装体以切口部为起点稳定地开裂来使内压释放。
7.在这里公开的端子的优选的一个形态中,上述切口部以上述粗糙化处理部的宽度从设置有上述内部端子部的一侧朝向设置有上述外部端子部的一侧局部变窄的方式设置。通过调整在粗糙化处理部的局部变窄的宽度,能够调整外装体开裂的内压的规定值。
8.在这里公开的端子的优选的一个形态中,上述粗糙化处理部的算术平均高度为0.1μm以上30μm以下。若在该范围内,层压膜熔敷的表面积适当地增大,因此即使设置有切口部,也能够较高地维持层压膜的粘合强度。
9.在这里公开的端子的优选的一个形态中,上述粗糙化处理部从上述板状部的表面的一端到另一端设置为带状。另外,在优选的一个形态中,上述粗糙化处理部设置于上述板状部的两面和端面。由此,能够将层压膜与端子更稳固地熔敷来使外装体的封闭性提高。其结果是,能够防止外装体从切口部以外的部分意外地开裂。
10.在这里公开的端子的优选的一个形态中,上述端子由复合材料构成,其中,上述内部端子部由第1金属构成,上述外部端子部由与该第1金属不同的第2金属构成。由此,能够使与和内部端子部、外部端子部分别连接的部件的接合性提高。
11.在这里公开的端子的优选的一个形态中,上述粗糙化处理部横跨上述第1金属与上述第2金属的边界来设置。由此,能够以覆盖第1金属与第2金属的边界的方式使层压膜稳固地熔敷,因此能够防止电解质(例如电解液)、大气中的水分向该边界侵入。
12.在这里公开的端子的优选的一个形态中,上述第1金属与上述第2金属的任意一方由铜或者以铜为主体的合金构成,在由上述铜或者以铜为主体的合金构成的部分的表面设置有涂层。由此,能够防止铜或者以铜为主体的合金与树脂(例如层压膜的内侧面)的接触并抑制该树脂的氧化劣化。
13.在这里公开的端子的优选的一个形态中,还具有以覆盖上述粗糙化处理部的至少一部分的方式具备的树脂层。由此,能够使端子与层压膜的粘合强度提高。
附图说明
14.图1是示意性地表示层压型电池的结构的俯视图。
15.图2是图1的层压型电池1的局部剖切的俯视图。
16.图3是图1的iii-iii线剖视图。
17.图4是示意性地表示一个实施方式所涉及的端子的结构的俯视图。
18.图5是示意性地表示一个实施方式所涉及的具备树脂层的端子的结构的俯视图。
19.图6是示意性地表示第1变形例的结构的俯视图。
20.图7是示意性地表示第2变形例的结构的俯视图。
21.附图标记说明
[0022]1…
层压型电池;10
…
外装体;12
…
密封层;14
…
金属层;16
…
保护层;18
…
熔敷部;20
…
电极体;22
…
正极集电箔露出部;24
…
负极集电箔露出部;32
…
正极端子;34
…
负极端子;40
…
树脂层;100
…
端子;110
…
内部端子部;120
…
外部端子部;130
…
板状部;r
…
粗糙化处理部;n
…
切口部;b
…
边界。
具体实施方式
[0023]
以下,边适当地参照附图,边对这里公开的技术的优选的实施方式进行说明。此外,在本说明书中特别提及的事项以外的在实施中所需的事情能够作为该领域中的基于现有技术的本领域技术人员的设计事项来把握。这里公开的技术能够基于在本说明书中公开的内容和该领域中的技术常识来实施。另外,在以下的附图中,存在对起到相同的作用的部件
·
部位标注相同的附图标记并省略或者简化重复的说明的情况。
[0024]
此外,在本说明书中,“层压型电池”是指在层压膜(片)状的外装部件(外装体)的内部容纳有电极体的结构的电池总体。另外,在本说明书中,“电池”是指能够取出电能量的
蓄电设备总体的用语,是包含一次电池和二次电池的概念。另外,在本说明书中,“二次电池”是指能够反复充放电的蓄电设备总体的用语,是包含锂离子二次电池、镍氢电池等所谓的蓄电池(化学电池)、和双电层电容器等电容器(物理电池)的概念。
[0025]
以下,对能够适用这里公开的端子的层压型的锂离子二次电池(以下,也简称为“层压型电池1”)的结构进行说明。此外,由于对这里公开的端子的优选的使用方法的一个例子进行说明,因此图示了具备这里公开的端子作为负极端子34的层压型电池1。在以下的说明中,附图中的附图标记x、y、z分别表示层压型电池1的短边方向、与短边方向正交的长边方向、厚度方向。但是,这些只不过是为了便于说明的方向,并不丝毫限定层压型电池1的配置方式。
[0026]
图1是示意性地表示层压型电池1的俯视图。图2是图1的层压型电池1的局部剖切的俯视图。图3是图1的iii-iii线剖视图。如图1和图2所示,层压型电池1具备外装体10、电极体20、电极端子(正极端子32和负极端子34)以及电解质(未图示)。
[0027]
外装体10典型地由袋状的层压膜构成,将电极体20和电解质容纳于内部。另外,在外装体10的容纳电极体20和电解质的空间的周缘,形成有将层压膜的内侧面(即与电极体20对置的一侧的面)重叠来熔敷的熔敷部18。由此,将电极体20和电解质封装于外装体10的内部。在本实施方式中,通过将2张矩形状的层压膜的宽幅面重叠并将层压型电池1的短边方向x的两端部和长边方向y的两端部热熔敷为带状来形成外装体10。此外,为了形成外装体10,也可以使用对折的矩形状的1张层压膜、圆筒状的层压膜。在该情况下,仅在需要外装体10的封闭的部分形成熔敷部18即可,也可以不在容纳电极体20和电解质的空间的周缘部整体形成熔敷部18。另外,也可以将3张以上的层压膜贴合来形成外装体10。
[0028]
外装体10具有绝缘性、和对使用的电解质的耐性。为了能够热熔敷,外装体10的至少内侧的面(与电极体20对置的一侧的面)具有由树脂构成的密封层。在本实施方式中,如图3所示,外装体10具有从内侧依次层叠有密封层12、金属层14以及保护层16的3层构造。此外,外装体10并不限定于这样的3层构造,例如可以是仅具有密封层的单层构造,或者也可以是双层或者4层以上的多层构造。
[0029]
作为构成密封层12的树脂,例如由聚烯烃树脂、聚酯树脂、聚苯乙烯树脂、聚氯乙烯树脂等热塑性树脂构成。作为聚烯烃树脂,例如能够举出聚乙烯(pe)、聚丙烯(pp)、马来酸酐-改性聚丙烯(maleic anhydride-modified polypropylene)、马来酸酐-聚酯(maleic anhydride polyester)等酸改性聚烯烃树脂等。作为聚酯树脂,例如能够举出聚对苯二甲酸(pet)等。另外,为了防止由与金属部件(例如电极端子)接触而产生的氧化,密封层12能够包含金属钝化剂。
[0030]
金属层14是用于使外装体10的阻气性和防湿性提高的层。金属层14例如能够由铝、铁、不锈钢等金属材料构成。其中,从成本降低、轻型化的观点出发,优选金属层14由铝构成。
[0031]
保护层16是用于使外装体10的耐久性和耐冲击性提高的层。保护层16例如由双轴拉伸聚酯系树脂、双轴拉伸聚酰胺系树脂等构成。作为双轴拉伸聚酯系树脂,例如能够举出双轴拉伸聚对苯二甲酸等。作为双轴拉伸聚酰胺树脂,例如能够举出尼龙等。此外,典型地保护层16构成外装体10的外表面,但也可以在比保护层16靠外侧的位置还具备其他的层,例如也可以具有打印层、难燃层等。
[0032]
电极体20的结构可以与以往公知的电池相同,并不特别地限定。电极体20具备片状的正极(正极片)和片状的负极(负极片)。这里,电极体20是将方形(典型地为矩形状)的正极片、和方形(典型地为矩形状)的负极片在绝缘的状态下层叠而成的层叠电极体。但是,电极体20例如也可以是将带状的正极片和带状的负极片在绝缘的状态下层叠并在长边方向上卷绕而成的卷绕电极体。
[0033]
正极片具有正极集电箔、和包含正极活性物质的正极活性物质层(未图示)。正极活性物质层形成于正极集电箔的单面或者两面。另外,在正极集电箔的端部(这里为图2的长边方向y的左侧的端部)设置有未形成正极活性物质层的正极集电箔露出部22。正极集电箔例如由铝、镍、钛、不锈钢等金属材料构成。作为正极活性物质,可以与以往公知的电池相同,例如能够使用锂镍钴锰复合氧化物等锂过渡金属复合氧化物等。
[0034]
负极片具有负极集电箔、和包含负极活性物质的负极活性物质层(未图示)。负极活性物质层形成于负极集电箔的单面或者两面。另外,在负极集电箔的端部(这里为图2的长边方向y的右侧的端部)设置有未形成负极活性物质层的负极集电箔露出部24。负极集电箔例如由铜、镍、钛、不锈钢等金属材料构成。作为负极活性物质,可以与以往公知的电池相同,例如能够使用石墨等碳材料。
[0035]
电解质可以与以往公知的电池相同,并不特别地限定。例如,作为电解质,能够使用含有非水溶剂和支持盐的非水电解液。作为非水溶剂,例如能够使用碳酸酯类、醚类、酯类、砜类、内脂类等非质子性溶剂。作为支持盐,例如能够使用lipf6等锂盐。支持盐的浓度并不特别地限制,但例如能够是0.1mol/l~1.2mol/l。此外,电解质并不局限于液状,可以是胶状,也可以是固体状。
[0036]
电极端子(正极端子32和负极端子34)通过在熔敷部18重叠的层压膜之间而插通至外装体10。正极端子32的一端在外装体10的内部与正极集电箔露出部22电连接,正极端子32的另一端向外装体10的外部露出。正极端子32例如是具有矩形状的宽幅面的板状的金属部件。正极端子32可以与用于以往公知的层压型电池的材料相同,例如由铝、以铝为主体的合金等构成。负极端子34的一端在外装体10的内部与负极集电箔露出部24电连接,负极端子34的另一端向外装体10的外部露出。负极端子34例如是具有矩形状的宽幅面的板状的金属部件。负极端子34可以与用于以往公知的层压型电池的材料相同,例如由铜、以铜为主体的合金等构成。此外,在本说明书中,“以金属m为主体的合金”是指具有金属m作为比例最高的构成成分的合金(金属m是任意的金属)。以下,对构成负极端子34的端子100的结构进行说明。此外,端子100也能够作为正极端子32来采用。
[0037]
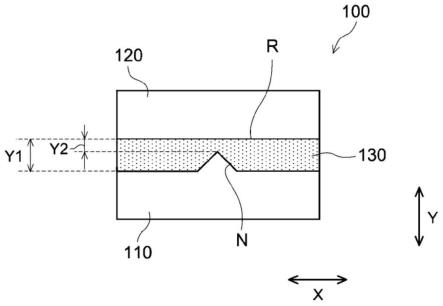
图4是示意性地表示端子100的结构的俯视图。端子100在一端具有内部端子部110,在另一端具有外部端子部120,并在内部端子部110与外部端子部120之间具有板状部130。并且,在板状部130的表面设置有具有切口部n的粗糙化处理部r。在本实施方式中,端子100是具有矩形状的宽幅面的板状,但宽幅面的形状并不特别地限定。另外,只要具有板状部130,内部端子部110和外部端子部120也可以不是板状。
[0038]
内部端子部110是在外装体10的内部与电极体20连接的部分。例如,如图2所示,内部端子部110在外装体10的内部与负极集电箔露出部24直接连接。另外,内部端子部110可以间接地与电极体20连接,例如也可以经由导电性部件与电极体20连接。
[0039]
外部端子部120是向外装体10的外部露出的部分。例如,如图2所示,通过以插通外
装体10的方式配置端子100,从而将外部端子部120配置于外装体10的外部。外部端子部120是能够与其他部件连接的部分,例如能够与汇流条等导电性金属部件连接。
[0040]
板状部130在表面具有粗糙化处理部r。粗糙化处理部r设置于将层压膜熔敷的预先决定好的部位。在粗糙化处理部r形成有凹凸。因此,粗糙化处理部r的算术平均高度sa高于端子100的其他的部位。由此,粗糙化处理部r的表面积增大,因此更稳固地熔敷层压膜。
[0041]
在粗糙化处理部r形成有凹凸。粗糙化处理部r的算术平均高度sa并不特别地限定,但优选是0.1μm以上30μm以下。若在该范围内,则不会损害端子100的强度和导电性,层压膜熔敷的表面积适宜地增大。因此,即使在粗糙化处理部r设置有后述的切口部n,也能够较高地维持层压膜的粘合强度。此外,能够通过基于激光显微镜的观察来测定算术平均高度sa。作为激光显微镜,例如能够使用株式会社keyence制的vk-x1000。
[0042]
在粗糙化处理部r的凹凸的凸部的前端附近,能够存在微小的金属粒子。由此,粗糙化处理部r的表面积进一步增大,因此实现与层压膜的更稳固的熔敷。该金属粒子例如是由激光照射等粗糙化处理产生的粒子。在这种情况下,该金属粒子由与设置有粗糙化处理部r的部分相同的金属材料构成。该金属粒子例如能够具有50nm~1000nm的平均直径。该金属粒子能够通过扫描式电子显微镜(sem:scanning electron microscope)来观察。
[0043]
如图4所示,在本实施方式中,粗糙化处理部r从板状部130的表面的一端到另一端设置为带状。另外,在本实施方式中,粗糙化处理部r设置于板状部130的两面。并且,优选粗糙化处理部r设置于板状部130的端面。由此,能够将层压膜与端子100更稳固地熔敷来使外装体10的封闭性提高。因此,能够防止外装体10从切口部n以外的部分意外地开裂。此外,粗糙化处理部r也可以仅设置于板状部130的单面。
[0044]
另外,在粗糙化处理部r设置有切口部n。如图4所示,在本实施方式中,在粗糙化处理部r设置有宽度从设置有内部端子部110的一侧向设置有外部端子部120的一侧(图4的方向y)局部变窄的切口部n。在设置有切口部n的部分存在在粗糙化处理部r的宽度y1中最窄的宽度y2。在切口部n,与其他的部分相比,所实施的粗糙化处理的宽度变窄,因此将层压膜稳固地熔敷的宽度变窄。由此,在外装体10的内部的压力(内压)上升至规定值时,外装体10以切口部n为起点稳定地开裂,从而将内压释放。另外,通过调整上述最窄的宽度y2,能够调整外装体10开裂的外装体10的内压的规定值。虽然并不特别地限定,但上述最窄的宽度y2相对于粗糙化处理部r的宽度y1例如能够是1/4~3/4的宽度。
[0045]
粗糙化处理部r例如能够通过激光照射、蚀刻处理、镀层处理(例如粗糙化镀镍、粗糙化镀铜、粗糙化镀银等)、框架处理、电晕处理、等离子体处理、表面研磨等以往公知的方法来设置。通过粗糙化处理的技术,能够高精度地容易地进行粗糙化处理部r的最窄的宽度y2的调整和切口部的形状的调整。由此,产生熔敷于粗糙化处理部r的层压膜的剥离的外装体10的内压的波动变小。其结果是,能够以切口部n为起点以所希望的外装体10的内压的值稳定地使外装体10开裂。此外,如图4所示,切口部n的形状例如在俯视时是三角状。但是,切口部n的形状并不特别地限定,例如能够是台形状、半圆状、菱形形状、多边形状等。
[0046]
切口部n的数量并不特别地限制,可以是一个,也可以是两个以上的多个。另外,切口部n可以仅设置于板状部130的单面,也可以设置于两面。
[0047]
端子100由具有导电性的金属构成,该金属也可以与构成用于以往公知的层压型电池的电极端子的金属相同。例如能够举出铝、以铝为主体的合金、铜、以铜为主体的合金、
镍等。在本实施方式中,端子100由铜构成。此外,构成端子100的金属根据用于正极端子32与负极端子34的哪一个来适当地变更即可。
[0048]
在端子100由铜或者以铜为主体的合金构成的情况下,优选在板状部130的至少熔敷层压膜的位置设置有涂层。通过铜与树脂接触,能够促进树脂的氧化劣化。例如,通过外装体10的密封层12与铜接触,能够促进构成密封层12的树脂的氧化劣化。因此,通过在板状部130的熔敷层压膜的位置设置涂层,能够抑制树脂(例如密封层12)的劣化。涂层例如能够由镍、钼、锆、钛、3价铬化合物、磷化合物、三嗪硫醇、氨基化苯酚聚合物等构成。
[0049]
端子100能够具有以覆盖粗糙化处理部r的至少一部分的方式设置的树脂层40。树脂层40通过热熔敷而与外装体10的密封层12一体化,因此能够使端子100与层压膜的熔敷变得更稳固。此外,树脂层40能够由可以构成上述的密封层12的材料构成。
[0050]
图5是示意性地表示具备树脂层40的端子100的结构的俯视图。如图5所示,这里,在俯视时树脂层40是矩形状。另外,在图5中,树脂层40在端子100的长边方向(图中的方向x)上形成得比端子100的板状部130长。另外,树脂层40在端子100的短边方向(图中的方向y)上具有比粗糙化处理部r的宽度y1宽的宽度。此外,树脂层40的形状和大小并不特别地限定。例如,树脂层40也可以在端子100的短边方向(图中的方向y)上具有比粗糙化处理部r的宽度y1窄的宽度。
[0051]
在图5中,树脂层40以覆盖粗糙化处理部r整体的方式配置,但并不特别地限定。例如,也可以以仅覆盖粗糙化处理部r的一部分的方式配置。另外,可以仅在端子100的单面具备树脂层40,也可以在两面具备树脂层40。虽然并不特别地限定,但树脂层40的厚度例如能够是50μm~250μm。
[0052]
以上,对这里公开的技术的一个实施方式进行了说明。此外,上述的实施方式表示这里公开的端子的一个例子,并不旨在限定这里公开的技术。以下,对这里公开的技术的变形例进行说明。
[0053]
<第1变形例>
[0054]
图6是示意性地表示第1变形例的结构的俯视图。在上述的实施方式中,端子100由1种金属构成,但端子100也可以是不同种类的金属接合而成的复合材料。在第1变形例中,内部端子部110由第1金属构成,外部端子部120由与第1金属不同的第2金属构成。这里,第1金属与第2金属的边界b配置于板状部130。通过使用复合材料,能够使构成内部端子部110的第1金属、与构成与内部端子部110连接的金属部件(例如正极集电箔露出部22、负极集电箔露出部24等)的金属为相同种类的金属,并且能够使构成外部端子部120的第2金属、与构成与外部端子部120连接的金属部件(例如汇流条等)的金属为相同种类的金属。由此,内部端子部110及外部端子部120与其他部件的接合性提高。
[0055]
作为第1金属和第2金属,例如能够使用铝、以铝为主体的合金、铜、以铜为主体的合金、镍等。在第1金属与第2金属的任意一方由铜或者以铜为主体的合金构成的情况下,优选在由铜或者以铜为主体的合金构成的部分的表面设置有上述的涂层。涂层的材料和形成方法可以与上述的实施方式相同。
[0056]
在电解质(例如电解液)侵入的情况、水分从外部空气侵入的情况下,第1金属与第2金属的边界b可能产生电解腐蚀。因此,优选粗糙化处理部r横跨第1金属与第2金属的边界b来设置。由此,将层压膜稳固地熔敷于第1金属与第2金属这两者,因此能够以覆盖第1金属
与第2金属的边界b的方式使层压膜熔敷。另外,优选切口部n设置于第1金属的表面。由此,能够防止电解质(例如电解液)从切口部n侵入至第1金属与第2金属的边界b。
[0057]
<第2变形例>
[0058]
图7是示意性地表示第2变形例的结构的俯视图。在上述的实施方式中,切口部n通过使粗糙化处理部r的宽度从设置有内部端子部110的一侧朝向设置有外部端子部120的一侧(图4的长边方向y)局部变窄来设置,但并不限定于此。如图7所示,在粗糙化处理部r中,也可以具有设置有内部端子部110的一侧与设置有外部端子部120的一侧通过未进行粗糙化处理的部分连通那样的切口部n。由此,在使层压膜熔敷于粗糙化处理部r时,未进行粗糙化处理的部分的粘合强度变弱。其结果是,在外装体10的内压上升至规定值时,未进行粗糙化处理的部分的层压膜剥离,从而能够将内压释放。另外,通过树脂层40,能够适当地调整使外装体10的内压释放的规定值。
[0059]
以下,对这里公开的端子的制造方法的优选例进行说明。但是,这里公开的端子的制造方法并不限定于以下内容。
[0060]
这里公开的端子的制造方法包含:(a)准备至少在一端与另一端之间具有板状部的金属部件(以下,也称为“金属部件准备工序”);和(b)在该金属部件的板状部设置具有切口部的粗糙化处理部(以下,也称为“粗糙化处理工序”)。并且,这里公开的端子的制造方法能够包括:(c)在金属部件的规定的部位形成涂层(以下,也称为“涂层形成工序”);和/或(d)以覆盖粗糙化处理部的至少一部分的方式设置树脂层(以下,也称为“树脂层形成工序”)。此外,上述(a)、(b)、(c)以及(d)的顺序能够适当地变更。例如可以是(a)、(b)、(c)、(d)的顺序、(a)、(c)、(b)、(d)的顺序。
[0061]
(a)金属部件准备工序
[0062]
在金属部件准备工序中,准备至少在一端与另一端之间具有板状部的金属部件。作为该金属部件,能够适用整体是板状的金属部件。此时,可以准备制造的一个端子的量的大小的金属部件,也可以准备能够制造两个以上的多个端子的长条的金属部件。通过使用长条的金属部件,能够更简便并且高效地制造多个端子。
[0063]
(b)粗糙化处理工序
[0064]
在准备的金属部件的一端与另一端之间的板状部的规定的位置设置具有切口部的粗糙化处理部。此外,粗糙化处理方法如上所述。其中,优选实施激光照射、镀层处理。
[0065]
作为激光照射的一个例子,在金属部件是铝的情况下,例如,通过设为照射波长为1060nm、脉冲能量为0.8mj/pulse、扫描速度为7500mm/sec的条件,能够适宜地设置粗糙化处理部。作为激光装置,例如能够适用panasonic株式会社制的lp-z250-be1、lp-adp40等。此外,上述激光照射的条件是一个例子,并不特别地限定这里公开的技术。另外,激光照射的条件能够根据粗糙化处理的金属部件的种类而适当地变更。
[0066]
在实施镀层处理的情况下,优选在镀层处理前对不进行粗糙化处理的部分实施遮盖(masking)处理。另外也可以构成为:在进行基于镀层处理的粗糙化处理后,通过激光等破坏粗糙化部分的凹凸来设置切口部。另外,也可以通过激光等适当地调整粗糙化处理部的算术平均高度。
[0067]
(c)涂层形成工序
[0068]
在制造具有上述的涂层的端子的情况下,在粗糙化处理工序前或者后实施涂层形
成工序。优选在粗糙化处理工序前实施涂层形成工序。由此,能够从涂层的表面进行粗糙化处理,因此能够适宜地制造这里公开的端子。作为涂层的形成方法,根据涂层的构成材料适当地变更即可,例如能够举出镀层处理(镀镍等)、溶液处理(磷酸铬酸盐处理、三嗪硫醇处理等)等。
[0069]
(d)树脂层形成工序
[0070]
在制造具有上述的树脂层40的端子的情况下,在上述(a)、(b)以及(c)后形成树脂层。树脂层的形成方法并不特别地限制,但例如能够通过薄片状树脂(密封膜)的熔敷、树脂材料的涂覆、嵌件成型等来形成。
[0071]
如以上那样,能够制造这里公开的端子。此外,在使用了能够制造多个端子的长条的金属部件的情况下,适当地切出所希望的大小即可。另外,也可以根据需要在切剖面进行粗糙化处理和涂层的形成。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1