干法极片的制备方法与流程
1.本发明涉及极片制备技术领域,尤其涉及一种干法极片的制备方法。
背景技术:
2.随着全球能源短缺和环境保护意识的提高,发展新能源成为当前能源领域最重要的研究方向,而锂离子电池具有高工作电压、无记忆效应、自放电小和循环寿命长等优点,逐渐成为能源行业的发展热点,被广泛应用于各类电子产品中。
3.商用锂离子电池的电极片是通过混料、匀浆、涂布、干燥、辊压等一系列工艺,最终得到合适厚度的正极极片与负极极片,但是在匀浆过程中需要使用大量的溶剂,例如:n-甲基吡咯烷酮(又称为nmp)、去离子水等,后续又需要通过干燥过程来将这部分溶剂干燥除去,这会产生极大的能源浪费,而且这个过程还会存在以下缺点:
4.(1)nmp价格高且具有毒性,需要回收处理;
5.(2)如果电极涂层中的溶剂在干燥后还有残留,可能会降低电池的寿命;
6.(3)粘结剂在电解液中溶解会增加电池的电阻率;
7.(4)电极压实密度低,导致电池的能量密度低且循环寿命短;
8.(5)制备工艺复杂且周期长。
9.与传统的湿法制浆相比,干法电极技术在极片的制备过程中不使用任何溶剂,仅通过干粉的混合即可制备出极片。干法电极技术在超级电容器生产中已经得到广泛的应用,但是在电池领域尚处于起步阶段。
10.现有的干法极片制备技术大多采用粉料直接过辊的方式,这样制备的自支撑极片膜机械性能较差(尤其是磷酸铁锂、三元这类正极材料),在后续的卷绕过程中很容易出现断带、粘辊、均匀性差等一系列工艺问题,而且这种方式对粘结剂的含量要求很高,会降低电池的能量密度。
技术实现要素:
11.本发明提供一种干法极片的制备方法,用以克服干法电极制备过程中的断带、粘辊、均匀性差等问题,实现简化工艺流程,提高自支撑电极膜的机械性能,可连续制得厚度均匀的极片。
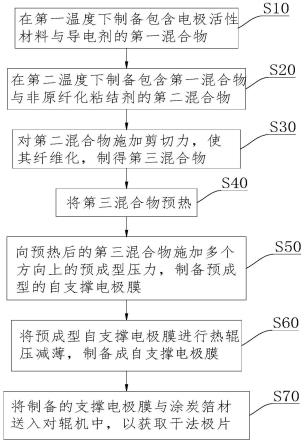
12.本发明提供一种干法极片的制备方法,包括:
13.在第一温度下制备包含电极活性材料与导电剂的第一混合物;
14.在第二温度下制备包含第一混合物与非原纤化粘结剂的第二混合物;
15.对所述第二混合物施加剪切力,使其纤维化,制得第三混合物;
16.将所述第三混合物预热;
17.向预热后的所述第三混合物施加多个方向上的预成型压力,制备预成型自支撑电极膜;
18.将所述预成型自支撑电极膜进行热辊压减薄,制备成自支撑电极膜;
19.将制备的所述自支撑电极膜与涂炭箔材送入对辊机中,以获取干法极片。
20.根据本发明提供的干法极片的制备方法,所述电极活性材料为正极活性材料,所述正极活性材料为磷酸铁锂或镍钴锰酸锂或钴酸锂,所述电极活性材料为负极活性材料,所述负极活性材料为石墨或硅碳或硬碳。
21.根据本发明提供的干法极片的制备方法,所述导电剂为导电炭黑或乙炔黑或碳纳米管或石墨烯。
22.根据本发明提供的干法极片的制备方法,所述非原纤化粘结剂为聚四氟乙烯或羧甲基纤维素钠或聚偏氟乙烯或羟乙基纤维素。
23.根据本发明提供的干法极片的制备方法,在所述第一混合物中,所述电极活性材料的质量占比为60%-99%,所述导电剂的质量占比为1%-20%。
24.根据本发明提供的干法极片的制备方法,在所述第二混合物中,所述非原纤化粘结剂的质量占比为1%-10%。
25.根据本发明提供的干法极片的制备方法,所述在第一温度下制备包含电极活性材料与导电剂的第一混合物的步骤中,所述电极活性材料和所述导电剂的混合速度为100rpm/min-5000rpm/min,和/或,所述电极活性材料和所述导电剂的混合时间为1min-60min。
26.根据本发明提供的干法极片的制备方法,所述在第二温度下制备包含第一混合物与非原纤化粘结剂的第二混合物的步骤中,所述第一混合物与所述非原纤化粘结剂的混合速度为100rpm/min-5000rpm/min,和/或,所述第一混合物与所述非原纤化粘结剂的混合时间为1min-60min。
27.根据本发明提供的干法极片的制备方法,所述对所述第二混合物施加剪切力,使其纤维化,制得第三混合物的步骤中,采用超高速剪切工艺或气流粉碎工艺对所述第二混合物纤维化。
28.根据本发明提供的干法极片的制备方法,当采用所述超高速剪切工艺时,超高速剪切过程的转速为20000rpm/min-50000rpm/min;和/或,超高速剪切过程的时间为1min-20min。
29.根据本发明提供的干法极片的制备方法,在所述将所述第三混合物预热的步骤中,将所述第三混合物放置于真空干燥箱或箱式炉或马弗炉中进行预热,预热温度为50℃-100℃,预热时间为10min-60min。
30.根据本发明提供的干法极片的制备方法,在所述向预热后的所述第三混合物施加预成型压力,制备预成型自支撑电极膜的步骤中,多方向的所述预成型压力为均匀的外力,所述预成型压力小于等于10t,预成型时的温度为50℃-200℃。
31.根据本发明提供的干法极片的制备方法,所述预成型自支撑电极膜的厚度为10μm-1000μm。
32.根据本发明提供的干法极片的制备方法,所述对辊机的压力小于等于50t,辊缝宽度小于等于1000μm。
33.根据本发明提供的干法极片的制备方法,所述自支撑电极膜的厚度为10μm-500μm。
34.根据本发明提供的干法极片的制备方法,所述第二温度低于所述第一温度,所述
第一温度的取值范围为20℃-30℃,所述第二温度小于19℃。
35.根据本发明实施例的干法极片的制备方法,通过对第二混合物施加剪切力,使其纤维化,以获取第三混合物,然后再将第三混合物预热、预成型,这样纤维化的第三混合物具有粘度,从而无需使用溶剂即可粘黏、包裹粉末,且通过预成型工艺达到防止极片在制备过程中出现断带、粘辊、均匀性差等问题,提高了自支撑电极膜的机械性能,可连续制得厚度均匀的极片。
附图说明
36.为了更清楚地说明本发明或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
37.图1为本发明实施例的干法极片的制备方法工艺流程图。
38.图2为本发明实施例的干法极片的制备方法制得的负极极片的光学图片,其中负极极片卷绕呈筒状。
39.图3为本发明实施例的干法极片的制备方法制得的负极极片的光学图片,其中负极极片处于展开状态。
40.图4为本发明实施例的干法极片的制备方法制得的负极极片的电镜图片。
41.图5为本发明对比例1的干法极片的制备方法制得的负极极片的光学图片。
具体实施方式
42.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明中的附图,对本发明中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
43.下面结合图1-图3描述根据本发明实施例的干法极片的制备方法,其包括如下步骤:
44.s10:在第一温度下制备包含电极活性材料与导电剂的第一混合物。换言之,在第一温度下,制备第一混合物,其中第一混合物包括电极活性材料与导电剂。第一温度可以是常温温度,例如第一温度的取值范围为20℃-30℃。
45.在步骤s10中,电极活性材料可以为正极活性材料或者负极活性材料。其中,正极活性材料可以为磷酸铁锂或镍钴锰酸锂或钴酸锂;负极活性材料可以为石墨或硅碳或硬碳。
46.在步骤s10中,导电剂可以为导电炭黑(又称为super p)或乙炔黑或碳纳米管或石墨烯。在第一混合物中,电极活性材料的质量占比为60%-99%,导电剂的质量占比为1%-20%。
47.在获取第一混合物的过程中,电极活性材料和导电剂的混合速度可以为100rpm/min-5000rpm/min,混合时间可以为1min-60min。
48.s20:在第二温度下制备包含第一混合物与非原纤化粘结剂的第二混合物,其中第
二温度低于所述第一温度。换言之,在第二温度下制备第二混合物,其中,第二混合物包括第一混合物与非原纤化粘结剂,第二温度低于所述第一温度。需要说明的是,第二温度可以是低温温度,例如,第二温度小于19℃,优选的,第二温度的范围为-10℃~19℃,也即第一混合物与非原纤化粘结剂的混合时的温度为-10℃~19℃。
49.在步骤s20中,非原纤化粘结剂为聚四氟乙烯(又称为ptfe)或羧甲基纤维素钠(又称为cmc)或聚偏氟乙烯(又称为pvdf)或羟乙基纤维素(又称为hec)。在第二混合物中,非原纤化粘结剂的质量占比为1%-10%。在制备第二混合物的过程中,第一混合物与非原纤化粘结剂混合速度可以为100rpm/min-5000rpm/min,混合时间可以为1min-60min。
50.s30:对第二混合物施加剪切力,使其纤维化,制得第三混合物。需要说明的是,在该步骤中,可以采用超高速剪切工艺或气流粉碎工艺对第二混合物纤维化。在一些示例中,当采用超高速剪切工艺时,超高速剪切过程的转速可以为20000rpm/min-50000rpm/min,超高速剪切过程的时间为1min-20min。
51.在步骤s30中,通过使第二混合物纤维化,这样可以使混合物内部形成纤维结构,增强混合物的粘度,使其可以粘黏、包裹更多的粉末,从而可以提升干法极片的成型效果,降低干法极片出现掉粉现象的概率。
52.s40:将第三混合物预热。在该步骤中,可以将第三混合物放置于真空干燥箱或箱式炉或马弗炉中进行预热,预热温度可以为50℃-100℃,预热时间可以为10min-60min。
53.s50:向预热后的第三混合物施加多个方向上的预成型压力,制备预成型自支撑电极膜,预成型压力小于等于10t,预成型时的温度可以为50℃-200℃。例如,在一些示例中,多方向的预成型压力为均匀的外力。这里,预成型自支撑电极膜的厚度可以为10μm-1000μm。
54.s60:将预成型自支撑电极膜进行热辊压减薄,制备成自支撑电极膜。在该步骤中,可以对预成型自支撑电极膜进行减薄,以获得自支撑电极膜。在一些实施例中,自支撑电极膜的厚度可以为10μm-500μm。
55.s70:将制备的自支撑电极膜与涂炭箔材送入对辊机中,以获取干法极片。对辊机的压力小于等于50t,辊缝宽度小于等于1000μm。
56.根据本发明实施例的干法极片的制备方法,通过对第二混合物施加剪切力,使其纤维化,以获取第三混合物,然后再将第三混合物预热、预成型,这样纤维化的第三混合物具有粘度,从而无需使用溶剂即可粘黏、包裹粉末,且通过预成型工艺达到防止极片在制备过程中出现断带、粘辊、均匀性差等问题,提高了自支撑电极膜的机械性能,可连续制得厚度均匀的极片。
57.下面具体描述根据本发明实施例的干法极片的制备方法,值得理解的是,下述描述仅是示例性说明,而不是对本发明的具体限制。
58.实施例1
59.本实施例提供了一种干法极片的制备方法,所述制备方法包括:
60.(1)将石墨与乙炔黑按照94:5的质量比进行混合,混合速度为500rpm/min,混合时间为20min,得到第一混合物。
61.(2)将第一混合物与聚四氟乙烯(ptfe)按照99:1的质量比进行混合,混合速度为600rpm/min,混合时间为20min,得到第二混合物。
62.(3)将第二混合物加入到超高速剪切机中进行纤维化,纤维化速度为35000rpm/min,纤维化时间为4min,得到第三混合物。
63.(4)将第三混合物放入真空干燥箱中进行预热,预热温度为60℃,预热时间为30min。
64.(5)向预热后的第三混合物施加多方向且均匀的力,预成型压力为3t,预成型温度为120℃,预成型后得到的预成型自支撑电极膜的厚度为500μm。
65.(6)将该预成型自支撑电极膜送入热压对辊机中进行热辊压减薄,热压对辊机的压力为5t,热压对辊机的辊缝为10μm,热辊压减薄后得到的自支撑电极膜的厚度为90μm。
66.(7)自支撑电极膜与涂炭箔材一同送入对辊机中,在加热加压的作用下,得到干法极片,干法极片的厚度为96μm。
67.制备得到的干法极片表面平整,边缘无开裂情况,机械强度高,可自由收放卷,其微观形貌如图4所示,从图中可以看出纤维化后的粘结剂将电极活性材料与导电剂牢固地包覆起来,大大增加了极片的结合强度。
68.实施例2
69.本实施例提供了一种干法极片的制备方法,包括:
70.(1)将磷酸铁锂与导电炭黑(又称为super p)按照90:5的质量比进行混合,混合速度为300rpm/min,混合时间为15min,得到第一混合物。
71.(2)将第一混合物与聚四氟乙烯(ptfe)按照95:5的质量比进行混合,混合速度为700rpm/min,混合时间为15min,得到第二混合物。
72.(3)将第二混合物加入到超高速剪切机中进行纤维化,纤维化速度为40000rpm/min,纤维化时间为3min,得到第三混合物。
73.(4)将第三混合物放入真空干燥箱中进行预热,预热温度为80℃,预热时间为50min。
74.(5)向预热后的第三混合物施加多方向且均匀的力,预成型压力为4t,预成型温度为110℃,预成型后得到的预成型自支撑电极膜的厚度为700μm。
75.(6)将该预成型自支撑电极膜送入热压对辊机中进行热辊压减薄,热压对辊机的压力为6t,热压对辊机的辊缝为5μm,热辊压减薄后得到的自支撑电极膜的厚度为95μm。
76.(7)自支撑电极膜与涂炭箔材一同送入对辊机中,在加热加压的作用下,得到干法极片,干法极片的厚度为107μm。
77.实施例3
78.本实施例提供了一种干法极片的制备方法,包括:
79.(1)将磷酸铁锂与导电炭黑(又称为super p)按照92:3的质量比进行混合,混合速度为500rpm/min,混合时间为10min,得到第一混合物。
80.(2)将第一混合物与聚四氟乙烯(ptfe)按照95:5的质量比进行混合,混合速度为500rpm/min,混合时间为20min,得到第二混合物。
81.(3)将第二混合物加入到超高速剪切机中进行纤维化,纤维化速度为35000rpm/min,纤维化时间为4min,得到第三混合物。
82.(4)将第三混合物放入真空干燥箱中进行预热,预热温度为80℃,预热时间为30min。
83.(5)向预热后的第三混合物施加多方向且均匀的力,预成型压力为7t,预成型温度为120℃,预成型后得到的预成型自支撑电极膜的厚度为800μm。
84.(6)将该预成型自支撑电极膜送入热压对辊机中进行热辊压减薄,热压对辊机的压力为10t,热压对辊机的辊缝为3μm,热辊压减薄后得到的自支撑电极膜的厚度为130μm。
85.(7)自支撑电极膜与涂炭箔材一同送入对辊机中,在加热加压的作用下,得到干法极片,干法极片的厚度为142μm。
86.实施例4
87.本实施例提供了一种干法极片的制备方法,包括:
88.(1)将镍钴锰酸锂(又称为ncm)与导电炭黑(又称为super p)按照85:5的质量比进行混合,混合速度为400rpm/min,混合时间为20min,得到第一混合物。
89.(2)将第一混合物与聚四氟乙烯(ptfe)按照90:10的质量比进行混合,混合速度为500rpm/min,混合时间为20min,得到第二混合物。
90.(3)将第二混合物加入到超高速剪切机中进行纤维化,纤维化速度为30000rpm/min,纤维化时间为5min,得到第三混合物。
91.(4)将第三混合物放入真空干燥箱中进行预热,预热温度为100℃,预热时间为60min。
92.(5)向预热后的第三混合物施加多方向且均匀的力,预成型压力为5t,预成型温度为110℃,预成型后得到的预成型自支撑电极膜的厚度为800μm。
93.(6)将该预成型自支撑电极膜送入热压对辊机中进行热辊压减薄,热压对辊机的压力为10t,热压对辊机的辊缝为3μm,热辊压减薄后得到的自支撑电极膜的厚度为150μm。
94.(7)自支撑电极膜与涂炭箔材一同送入对辊机中,在加热加压的作用下,得到干法极片,干法极片的厚度为162μm。
95.对比例1
96.该对比例提供了一种干法极片的制备方法,包括:
97.(1)将石墨与乙炔黑按照90:5的质量比进行混合,混合速度为500rpm/min,混合时间为20min,得到第一混合物。
98.(2)将第一混合物与聚四氟乙烯(ptfe)按照95:5的质量比进行混合,混合速度为600rpm/min,混合时间为20min,得到第二混合物。
99.(3)将第二混合物加入到超高速剪切机中进行纤维化,纤维化速度为35000rpm/min,纤维化时间为4min,得到第三混合物。
100.(4)将第三混合物粉末直接送入热压对辊机中进行热辊压成型,热压对辊机的压力为5t,热压对辊机的辊缝为10μm,热辊压成型后得到自支撑电极膜。
101.(5)自支撑电极膜与涂炭箔材一同送入对辊机中,在加热加压的作用下,得到干法极片。
102.制备得到的干法极片无法一次成型,边缘开裂情况严重,机械强度很低,无法自由收放卷,其光学图片如图5所示。
103.对比例2
104.该对比例提供了一种干法极片的制备方法,包括:
105.(1)将磷酸铁锂与导电炭黑(又称为super p)(super p)按照92:3的质量比进行混
合,混合速度为500rpm/min,混合时间为10min,得到第一混合物。
106.(2)将第一混合物与聚四氟乙烯(ptfe)按照95:5的质量比进行混合,混合速度为500rpm/min,混合时间为20min,得到第二混合物。
107.(3)将第二混合物加入到超高速剪切机中进行纤维化,纤维化速度为35000rpm/min,纤维化时间为4min,得到第三混合物。
108.(4)将第三混合物粉末直接送入热压对辊机中进行热辊压成型,热压对辊机的压力为10t,热压对辊机的辊缝为3μm,热辊压成型后得到自支撑电极膜。
109.(5)自支撑电极膜与涂炭箔材一同送入对辊机中,在加热加压的作用下,得到干法极片。
110.制备得到的干法极片无法成型,这是由于磷酸铁锂材料偏硬,单纯的粉末过辊无法将磷酸铁锂与导电剂完全包覆。
111.对比例3
112.该对比例提供了一种干法极片的制备方法,包括:
113.(1)将镍钴锰酸锂与导电炭黑(又称为super p)按照85:5的质量比进行混合,混合速度为400rpm/min,混合时间为20min,得到第一混合物。
114.(2)将第一混合物与聚四氟乙烯(ptfe)按照90:10的质量比进行混合,混合速度为500rpm/min,混合时间为20min,得到第二混合物。
115.(3)将第二混合物加入到超高速剪切机中进行纤维化,纤维化速度为30000rpm/min,纤维化时间为5min,得到第三混合物。
116.(6)将第三混合物粉末直接送入热压对辊机中进行热辊压成型,热压对辊机的压力为10t,热压对辊机的辊缝为3μm,热辊压成型后得到自支撑电极膜。
117.(7)自支撑电极膜与涂炭箔材一同送入对辊机中,在加热加压的作用下,得到干法极片。
118.制备得到的干法极片无法成型,这是由于单纯的粉末过辊无法将镍钴锰酸锂与导电剂完全包覆。
119.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1