一种基于自适应插针方式的全自动插针机的制作方法
1.本发明涉及全自动插针机构技术领域,ipc分类号为:h01f41/00,具体为一种基于自适应插针方式的全自动插针机。
背景技术:
2.插针机通常应用于电子行业,用以进行连接器,3c电子产品等高精度电子元器件的加工与组装使用,但是现阶段投入生产的插针机自动化程度不高,同时插针精度有限,从而导致生产的电子产品的使用寿命交底,甚至之间影响电子产品生产的成品率。
3.专利cn201310065251提供了一种全自动插针机,搭建了送料装置用以将组装完成的插件送出,从而提高插针机整体的工作效率,专利cn201910212127提供了一种全全自动插针机,通过改进了插针机的机构,简化了插针机的工艺流程,从而提高插针机的生产效率。
4.但是上述专利并未着眼于插针机在插针过程中的精度与插针质量的问题,从而依然无法保证生产出的产品具有更高的可靠性与使用寿命,针对现有的插针机中存在的问题,急需推出一种基于自适应插针方式的全自动插针机。
技术实现要素:
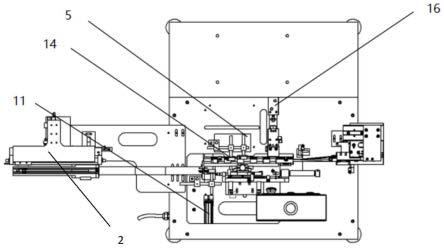
5.针对上述存在的问题,本发明提供了一种基于自适应插针方式的全自动插针机,具体包括入料对接轨道组机构1,上游机构2,错位机构3,拨爪移栽机构4,预插机构5,出料机构6;其中所述的入料对接轨道组机构1,上游机构2,错位机构3,拨爪移栽机构4,从右至左依次连接,所述的预插机构5设置于拨爪移栽机构4对侧,所述的出料机构6设置于预插机构5左侧;所述的自适应插针方式采用预插压入气缸7与压入压头8联合控制模式,进行pin针压紧位置与压头深度的组合控制。
6.优选的,所述的上游机构2,具体包括进料拨料机构9与进料轨道10。
7.优选的,所述的进料拨料机构9将产品放入进料口,通过进料口中的进料轨道10将产品输送至错位机构3中。
8.优选的,所述的错位机构3,具体包括进料错位气缸11。
9.具体的,所述的进料错位气缸11将产品错位输送至拨爪移栽机构4。
10.优选的,所述的拨爪移栽机构4,具体包括拨爪移栽气缸12与拨爪上下气缸13。
11.具体的,通过拨爪移栽机构4中的拨爪循环输送与定位,将产品输送至预插机构5中进行产品插针操作。
12.优选的,所述的预插机构5,具体包括pin针浮升机构14,预插针机构15与压入机构16。
13.具体的,所述的预插针机构15中包括预插压入气缸7,所述的压入机构16中包括压入压头8。
14.优选的,所述的pin针浮升机构1814包括pin针浮升小轨道17,浮升机构18与浮升
气缸19。
15.具体的,使得pin针通过振动盘和直振轨道21插入到产品中。
16.优选的,所述的全自动插针机还包括振动盘,直振轨道21,控制柜22与人机界面盒23。
17.具体的,所述的控制柜22中安装有气动三联件。
18.优选的,所述的入料对接轨道组机构1,具体包括入料轨道24,拨料块25,盖板固定底板26,拨料气缸27。
19.优选的,所述的出料机构6,具体包括出料错位气缸28,出料错位盖板29,感应光线传感器30,出料轨道20。
20.具体的,所述的出料机构6,对组装完成的产品进行依次定位,在定位后对接下游四轴机械手取料。
21.与现有技术相比,本发明的有益效果在于:
22.本发明所述的基于自适应插针方式的全自动插针机,核心部件在于预插机构5,入料对接轨道组以及出料轨道20,通过进行结构设计与自适应控制,使得插针机以合适的力度将pin针插入产品中,本发明所述的全自动插针机的插针方式成品率高,且经过pin针插入后组合得到的3c产品更加牢固,不易发生损坏,使用寿命长。
附图说明
23.图1为基于自适应插针方式的全自动插针机整体结构俯视图;
24.图2为基于自适应插针方式的全自动插针机整体结构斜二测视图;
25.图3为基于自适应插针方式的全自动插针机整体结构正视图;
26.图4为全自动插针机中出料机构斜二测视图;
27.图5为全自动插针机中入料对接轨道组机构斜二测视图;
28.图6为全自动插针机中预插机构正视图;
29.图7为全自动插针机中预插机构俯视图;
30.图8为全自动插针机中预插机构局部放大图;
31.图中1、入料对接轨道组机构;2、上游机构;3、错位机构;4、拨爪移栽机构;5、预插机构;6、出料机构;7、预插压入气缸;8、压入压头;9、进料拨料机构;10、进料轨道;11、进料错位气缸;12、拨爪移栽气缸;13、拨爪上下气缸;14、pin针浮升机构;15、预插针机构;16、压入机构;17、pin针浮升小轨道;18、浮升机构;19、浮升气缸;20、出料轨道;21、直振轨道;22、控制柜;23、人机界面盒;24、入料轨道;25、拨料块;26、盖板固定底板;27、拨料气缸;28、出料错位气缸;29、出料错位盖板;30、感应光线传感器。
具体实施方式
32.实施例
33.本实施例中所述的一种基于自适应插针方式的全自动插针机,具体包括具体包括上游机构2,错位机构3,拨爪移栽机构4,预插机构5,入料对接轨道组机构1,出料机构6。
34.所述的全自动插针机的具体连接方式为,所述的进料拨料结构中包括进料凹槽与拨料块25,所述的拨料块25安装于进料拨料机构9右侧终端,同时可在进料凹槽左右移动,
所述的进料轨道10安装于进料凹槽左侧终端,产品放入进料凹槽后,通过拨料快波动传送至进料轨道10中,所述的进料轨道10为倾斜放置,所述的进料轨道10尾部连接有错位机构3,所述的错位机构3前端为止推杆,止推杆后端连接有错位气缸11,所述的止推杆将产品推向输送装置,并通过输送装置将产品传送至拨爪移栽机构4,所述的拨爪移栽机构4中拨爪移栽气缸12为横向往复运动,并安装于拨爪移栽机构4左侧,所述的拨爪上下气缸13为纵向往复运动,并安装于拨爪移栽机构4上方,所述的预插机构5中,所述的预插压入气缸7连接移动块,所述的移动块上设置有勾板,所述勾板前端安装有第一嵌合块,所述的第一嵌合块后端连接有pin针浮升小轨道17,所述的第一嵌合块前端连接有第二嵌合块,所述的第二嵌合块上方设置有压入压头8,通过将产品通过pin针浮升小轨道17与压入压头8对齐,并启动预插压入气缸7带动勾板运动,将pin针压入产品中。
35.其中所述的预插压入气缸7与压入压头8联合控制模式,通过在pin针浮升小轨道17端设置有基于光纤的位置感应传感器,所述的位置感应传感器用以感应pin针是否与产品对齐,以及其插入位置深度,当检测到插入深度不符合设置阈值时,将通过控制预插压入气缸7中的控制电机自动调节插入力度,保证pin针插如产品的深度与牢固性。
36.所述的全自动插针机整体结构的工作原理为:首先通过上游机构2将待插针的产品通过进料拨料机构9拨到进料轨道10中,并通过进料轨道10传送至错位机构3中,在错位机构3中通过错位电机将产品以一定时间间隔将产品间序推送至拨爪移栽机构4中,所述的拨爪移栽机构4中的波爪为多个,所述的拨爪为通过横向往复运动夹持产品,将产品输送至预插结构中,所述的预插机构5前端接收振动盘和直振轨道21筛选并输送的pin针,并将pin针插入产品中,在插入过程中,通过拨抓机构调整pin针位置并精准压入到产品中,将压入完成的pin针输送至出料机构6,在出料机构6中对压入完成的pin针依次定位,并对接下游四轴机械手取料。
37.其中所述的预插机构5的具体工作原理为,首先通过振动盘将pin针输送至直振动轨道,在直振动轨道中将pin针输送至pin针浮升小轨道17,pin针浮升小轨道17浮升后,将pin针在压入压头8中定位对准,并将预插压入气缸7工作将pin针插入到产品中。
38.所述的入料对接轨道组的具体工作原理为,通过上游机构2,将加工过的产品放置于入料轨道24中,通过拨料气缸27与拨料块25进行拨料操作,将产品拨入连接有插针机的轨道里,并输送至插针机。
39.所述的出料机构6的具体工作原理为:所述的出料错位盖板29处于关闭状态,当产品输送至出料轨道20中过后,通过感应光线传感器30感应到产品经过后,将出料机构6中的定位销升起用以定位产品,将出料错位盖板29打开,并等待四轴机械臂取料。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1