一种针型电池、针型电池的制备方法及用电设备与流程
1.本发明涉及锂电池技术领域,具体涉及一种针型电池、针型电池的制备方法及用电设备。
背景技术:
2.针型电芯由于其体积小、质量轻、形状特殊,近年来很受消费行业的欢迎,应用场合也越来越多,如智能眼镜、手环、触摸屏用笔等,是未来电芯发展的重要方向。
3.但是针型电芯在生产过程中受固有结构的影响,体积小导致实际生产难度较大,良率低且成本高;常规的电池结构为正极柱和负极柱占用电池内部空间较大,另外,传统的针型结构电芯为俩端引出极耳,通过电芯中心预留孔径,采用电阻焊或者激光与外壳进行焊接,电芯内部空隙预留大导致电池能量密度低,由于针型电芯较长,增加了焊接难度,实际焊接难度大,焊接优率低。
4.有鉴于此,确有必要提供一种解决上述问题的技术方案。
技术实现要素:
5.本发明的目的之一在于:提供一种针型电池,解决现有的针型电池电池能力密度低的问题。
6.为了实现上述目的,本发明采用以下技术方案:
7.一种针型电池,包括:
8.外壳,所述外壳内部设置有开口端;
9.电芯,所述电芯容置在所述外壳内,且所述电芯一端向外引出极性相反的第一电极和第二电极;
10.极柱组合体,所述极柱组合体设置于所述外壳的开口端,所述复合极柱包括第一极柱体和第二极柱体,所述第一极柱体和所述第二极柱体绝缘连接,且所述第一极柱体和所述第一电极电性连接,所述第二极柱体和所述第二电极电性连接。
11.作为本发明所述针型电池的一种改进,还包括两个导电件,两个所述导电件分别从所述第一极柱体和所述第二极柱体顶端沿所述外壳开口方向引出。
12.作为本发明所述针型电池的一种改进,所述极柱组合体和所述外壳之间设置有绝缘件,所述绝缘件用于密封所述极柱组合体和所述外壳之间的间隙,所述第一电极与所述第一极柱体焊接,所述第二电极与所述第二极柱体焊接。
13.作为本发明所述针型电池的一种改进,所述外壳和所述第一电极电性连接,所述第一极柱体与所述外壳焊接,所述第二极柱体和所述第二电极焊接,所述第二极柱体与所述外壳绝缘连接。
14.作为本发明所述针型电池的一种改进,所述第一极柱体和所述第二极柱体均包括基部和由所述基部部分向靠近所述电芯的方向延伸形成的延伸部,两个所述延伸部分别与所述第一电极和所述第二电极电性连接。
15.作为本发明所述针型电池的一种改进,所述基部和所述延伸部均为半柱体结构,所述基部的轴向半径大于所述延伸部的轴向半径。
16.作为本发明所述针型电池的一种改进,所述外壳在靠近开口端的侧壁设置有滚槽,所述极柱组合体与所述滚槽卡接。
17.作为本发明所述针型电池的一种改进,所述绝缘件包括第一绝缘部和第二绝缘部,所述第一绝缘部设置在所述滚槽内,所述第一绝缘部将所述基部的边缘包裹,所述第二绝缘部与所述外壳内壁贴合。
18.本发明的目的之二在于,提供一种针型电池的制备方法,包括以下步骤:
19.s1、将正负极片、隔膜采用卷绕或者叠片的方式组装成电芯;
20.s2、所述电芯同端伸出第一电极和第二电极,所述第一电极与所述第一极柱体电性连接,所述第二电极与所述第二极柱体电性连接,所述第一极柱体和所述第二极柱体绝缘连接;
21.s3、将所述电芯浸泡电解液后,组装进入所述外壳中;
22.s4、对所述外壳进行滚槽处理,将所述外壳向内挤压至与所述极柱组合体卡接配合,再往所述外壳内注入电解液,最后对所述外壳进行密封处理;
23.s5、完成化成和分容后,即得到可使用的的电池。
24.本发明的目的之三在于,提供一种用电设备,所述用电设备包括上述任一项针型电池。
25.相比于现有技术,本发明的有益效果在于:
26.1)本发明的第一极柱体和第二极柱体,为正极柱和负极柱,将正极柱和负极柱绝缘组合为一体,形成极柱组合体,降低了极柱组合体的占用空间,使得极柱组合体与极耳之间的焊接更加便利,还利于极柱组合体在放置进入外壳时的固定安装。
27.2)本发明通过电芯同端引出第一电极和第二电极,与极柱组合体的第一极柱体和第二极柱体电性连接,不需要预留较大的电芯中间孔径,电芯和电解液的空间增大,提高了电芯结构的能量密度,避免使用激光对极耳和外壳内侧底部进行焊接时出现偏差,激光直接打到电芯上,提高了焊接优率。
附图说明
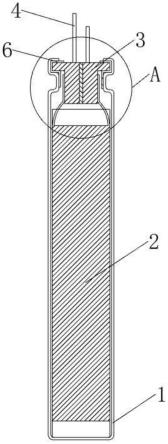
28.图1为本发明提供的一种针型电池的结构示意图。
29.图2为图1的a处放大图。
30.图3为本发明提供的一种针型电池的俯视图。
31.图4为本发明提供的一种针型电池的极柱组合体结构示意图。
32.图5为本发明提供的一种针型电池的外壳结构示意图。
33.图中:1-外壳,2-电芯,201-第一电极,202-第二电极,3-极柱组合体,301-第一极柱体,302-第二极柱体,3001-基部,3002-延伸部,4-导电件,5-滚槽,6-绝缘件,601-第一绝缘部,602-第二绝缘部。
具体实施方式
34.为使本发明的技术方案和优点更加清楚,下面将结合具体实施方式和说明书附
图,对本发明及其有益效果作进一步详细的描述,但本发明的实施方式不限于此。
35.在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
36.本发明使用到的标准零件均可以从市场上购买,异形件根据说明书的和附图的记载均可以进行订制,各个零件的具体连接方式均采用现有技术中成熟的螺栓、铆钉、焊接等常规手段,机械、零件和设备均采用现有技术中,常规的型号,加上电路连接采用现有技术中常规的连接方式,在此不再详述。
37.实施例1
38.如图1-5所示,一种针型电池,包括外壳1、电芯2和极柱组合体3,外壳1内部设置有开口端,电芯2容置在外壳1内,且电芯2一端向外引出极性相反的第一电极201和第二电极202,极柱组合体3包括第一极柱体301和第二极柱体302,第一极柱体301和第二极柱体302绝缘连接,且第一极柱体301和第一电极201电性连接,第二极柱体302和第二电极202电性连接。本发明第一极柱体301和第二极柱体302,为正极柱和负极柱,第一电极201和第二电极202为正极耳和负极耳,将正极柱和负极柱通过绝缘层组合为一体,形成极柱组合体3,降低了极柱组合体3的占用空间,使得极柱组合体3与极耳之间的焊接更加便利,还利于极柱组合体3在放置进入外壳1时的固定安装。且电芯2同端引出第一电极201和第二电极202,与极柱组合体3的第一极柱体301和第二极柱体302电性连接,不需要预留较大的电芯2中间孔径,从而采用激光焊接通过孔径对极耳和外壳1内侧底部点位焊接,减少了电芯2能量密度的损失,避免使用激光对极耳和外壳1内侧底部进行焊接时出现偏差,激光直接打到电芯2上,提高了焊接优率。
39.更为优选的是,还包括两个导电件4,两个导电件4分别从第一极柱体301顶部和第二极柱体302顶部沿外壳1开口方向引出,以便于后面电芯2的包装和焊线。
40.更为优选的是,极柱组合体3和外壳1之间设置有绝缘件6,绝缘件6用于密封极柱组合体3和外壳1之间的间隙,第一电极201与第一极柱体301焊接,第二电极202与第二极柱体302焊接。
41.更为优选的是,外壳1和第一电极201电性连接,第一极柱体301与外壳1焊接,第二极柱体302和第二电极202焊接,第二极柱体302与外壳1绝缘连接。此结构外壳1与第一极柱体301进行导通,与第二极柱体302进行绝缘,这样外壳1可充当其中一个电极,第一极柱体301上端引出的导电件4,还可以转移到外壳1上;另外外壳1还可以在底部和侧边中间隔开,分成两半外壳1,中间采用绝缘层进行连接密封,一半外壳1与第一极柱体301焊接,另一半外壳1与第二极柱体302焊接,即两半外壳1分别充当正负两极,导电件4也可以分别从极柱组合体3和外壳1上引出,降低了焊接难度,提高了焊接优率。
42.更为优选的是,第一极柱体301和第二极柱体302均包括基部3001和由基部部分向靠近电芯的方向延伸形成的延伸部3002,两个延伸部3002分别与第一电极201和第二电极202电性连接。延伸部3002与电芯2之间存在间隙。极柱组合体3位于电芯2的正上方,延伸部3002与电芯2之间存在间隙,保留有一定的空间,达到有效防止极柱组合体3对电芯2造成挤
压,从而导致电芯2的极耳断裂,或者接触不良和电芯2极片损坏的问题,提高了电芯2的安全性和电池的质量。
43.更为优选的是,基部3001和延伸部3002均为半柱体结构,基部3001的轴向半径大于延伸部3002的轴向半径。
44.更为优选的是,外壳1在靠近开口端的侧壁设置有滚槽5,极柱组合体3与滚槽5卡接。滚槽5用于支撑极柱组合体3;滚槽5的直径大于基部3001的直径,使得电池在组装过程中,将极柱组合体3嵌入外壳1内,避免极柱组合体3直径与滚槽直径对比相同或者大于,导致极柱组合体3嵌入外壳1困难,进而对极柱组合体3造成损坏或极耳焊接处破裂,有效的保证组装时极柱组合体3能良好的嵌入外壳1,提高了电芯2的密封性。
45.更为优选的是,绝缘件6包括第一绝缘部601和由第一绝缘部601折弯而成的第二绝缘部602,第一绝缘部601设置在滚槽5内,第一绝缘部601将基部3001的边缘包裹,第二绝缘部602与外壳1内壁贴合。
46.其中,极柱组合体3与外壳1绝缘连接时,绝缘件6将两侧的基部3001边缘全包裹,使得极柱组合体3与外壳1之间绝缘;在外壳1做成与极柱组合体3其中一导电基部进行导通,另外一导电基部进行绝缘,充当其中一个电极时,通过绝缘件6将与外壳1绝缘的导电基部的基部3001包裹进行绝缘,避免电芯2发生短路的情况,提高了电芯2的安全性。
47.实施例2
48.实施例2提供一种针型电池的制备方法,包括以下步骤:
49.s1、将正负极片、隔膜采用卷绕或者叠片的方式组装成电芯2;
50.s2、电芯2同端伸出第一电极201和第二电极202,第一电极201与第一极柱体301电性连接,第二电极202与第二极柱体302电性连接,第一极柱体301和第二极柱体302绝缘连接;;
51.s3、将电芯2浸泡电解液后,组装进入外壳1中;
52.s4、对外壳1进行滚槽处理,将外壳1向内挤压至与极柱组合体3卡接配合,再往外壳1内注入电解液,最后对外壳1进行密封处理;
53.s5、完成化成和分容后,即得到可使用的的电池。
54.常规针型电池在制造过程中,一般先将电芯2安装在电池外壳1内,然后再注入电解液,这样注液方式易出现渗液困难且极片吸液性能较差,导致电池循环寿命较差,由于针型电池的外壳1内部空间较小,电芯2中的活性物质碾压密度大,使得电解液不易渗透电极片,从而降低生产效率和注液合格率。本制备方法先将电芯2浸泡电解液后再安装在外壳1内,然后再注入电解液,加强电解液对电芯2内部的渗透,进而改善针型电池循环寿命的作用。
55.实施例3
56.实施例3提供一种用电设备,所述用电设备包括上述任一项针型电池。所述用电设备的电池采用上述任一项针型电池的制备方法制得。该用电设备包括电子发光浮漂、感应手写笔、微型指示灯、微型数字设备及医疗用的微型照明设备。
57.根据上述说明书的揭示和教导,本发明所属领域的技术人员还能够对上述实施方式进行变更和修改。因此,本发明并不局限于上述的具体实施方式,凡是本领域技术人员在本发明的基础上所作出的任何显而易见的改进、替换或变型均属于本发明的保护范围。此
外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对本发明构成任何限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1