PIN针装配工艺及设备的制作方法
pin针装配工艺及设备
技术领域
1.本发明涉及一种装配工艺及设备,尤其是涉及一种用于对pin针进行自动化装配的工艺及设备,属于电气自动化技术领域。
背景技术:
2.目前,仪器仪表等各类设备上均会用到pin针起到定位、导电等作用,常规的pin针装配采用人工插接按压等方式进行,效率低下,尤其是对于一些在装配过程中需要对pin进行弯折操作的场景,人工方式不但效率低下,且由于操作人员的手工误差,使得装配一致性较差,导致装配效果不尽如人意,为此,亟需一种自动化设备以解决上述问题。
技术实现要素:
3.本发明的目的在于克服上述不足,提供一种通过自动化方式实现pin针装配的pin针装配工艺及设备,从而极大的提高了pin针的装配效率。
4.本发明的目的是这样实现的:一种pin针装配工艺,其特征在于:所述工艺步骤为:步骤一、供料机构送入pin针至待装配产品的上表面上;步骤二、位于pin针左端上方的推块一在动力机构的作用下向下按压pin针将pin针压斜;步骤三、正对pin针右端的推块二在动力机构的推动下沿pin针长度方向推压pin针,使得pin针的左端插入待装配产品的插孔内;步骤四、推块三在动力机构的推动下沿垂直于pin针长度方向接触pin针右端并继续前进、使得pin针弯折;步骤五、推块四在动力机构的推动下向下将pin针压入pin针安装槽内。
5.优选的,所述动力机构为气缸、油缸或直线电动机构(如电动推杆或电机驱动的丝杆螺母模组等)。
6.优选的,所述步骤二中的推块一的底面为一斜面,一种pin针装配设备,包含分别由四组动力机构驱动的推块一、推块二、推块三和推块四,推块一和推块四位于待装配产品的上方,待装配产品固定设置于工作台板上(具体的讲,可在工作台板上安装定位模具对待装配产品进行定位和固定,以免在后续pin针装配过程中其发生位移而影响装配效率和效果),且推块一和推块四由动力机构驱动做升降运动,推块二位于待装配产品的左侧上方,且推块二由动力机构驱动做左右移动,推块三位于待装配产品的前端上方,且推块三由动力机构驱动做前后移动。
7.优选的,推块二安装于下支撑架上,推块一和推块四安装于上支撑架上,下支撑架和上支撑架均安装于支架上,推块三安装于支架或工作台板上。
8.优选的,所述推块一的底面为一斜面。
9.优选的,推块二的前行路径位于定位导向块和推块一的下方,推块三的前行路径
位于定位导向块和推块四的下方。
10.与现有技术相比,本发明的有益效果是:本发明通过由气缸等动力机构驱动的四个推块(推块一、推块二、推块三和推块四)实现了对pin针的导向、推料、插孔、折弯和入槽操作,整个过程全部实现了机械自动化,从而与人工方式相比,极大的提高了装配作业的效率且机械化操作方式与人工方式相比,一致性更佳,尤其是面对折弯操作,机械方式更为统一,保证了装配效果。
附图说明
11.图1为本发明一种pin针装配设备的俯视图。
12.图2为本发明一种pin针装配设备的图1的正视图。
13.图3为本发明一种pin针装配设备的图1的左视图。
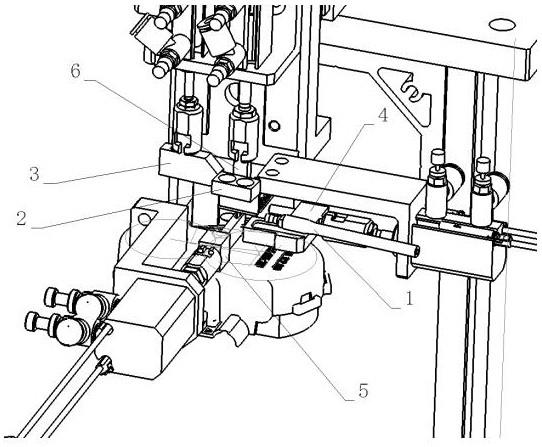
14.图4为本发明一种pin针装配设备的局部放大示意图。
15.图5为本发明一种pin针装配设备的pin针的结构示意图。
16.图6为本发明一种pin针装配设备的待装配产品的示意图。
17.其中:支架101;下支撑架201、上支撑架202;pin针安装槽301;待装配产品401;供料机构1、定位导向块2、推块一3、推块二4、推块三5、推块四6。
具体实施方式
18.参见图1~6,本发明涉及的一种pin针装配设备,包含有提供pin针的供料机构1,前置的振动送料盘(振动送料盘为常规机构,说明书附图中并未示意其整体,仅仅示意了其出料段)作为供料机构1将pin针输入,此时pin针贴着定位导向块2导入,呈倒置的“l”形结构的定位导向块2固定于下支撑架201上,pin针到位后中部搁置在待装配产品401的中间凸起上,随后推块一3下压,推块一3的底部为一斜面,从而当推块一3压住pin针的左端将pin针压斜,即使得pin针的右端翘起;此时,推块二4在气动的推动下向左推动接触pin针,从而将向下倾斜的pin针的左端在推块一3底部斜面的引导下、使得pin针的左端插入待装配产品401上的a点插孔内。
19.随后,推块三5在气缸的作用下向前推进,从pin针侧面接触pin针后继续向前将pin针弯折,并将弯折部分推送至pin针安装槽301的上方,此时推块四6在气动作用下向下将pin针压入pin针安装槽301内,从而完整对pin针的装配。
20.另外:需要注意的是,上述具体实施方式仅为本专利的一个优化方案,本领域的技术人员根据上述构思所做的任何改动或改进,均在本专利的保护范围之内。
技术特征:
1.一种pin针装配工艺,其特征在于:所述工艺步骤为:步骤一、供料机构送入pin针至待装配产品的上表面上;步骤二、位于pin针左端上方的推块一在动力机构的作用下向下按压pin针将pin针压斜;步骤三、正对pin针右端的推块二在动力机构的推动下沿pin针长度方向推压pin针,使得pin针的左端插入待装配产品的插孔内;步骤四、推块三在动力机构的推动下沿垂直于pin针长度方向接触pin针右端并继续前进、使得pin针弯折;步骤五、推块四在动力机构的推动下向下将pin针压入pin针安装槽内。2.根据权利要求1所述一种pin针装配工艺,其特征在于:所述动力机构为气缸、油缸或直线电动机构。3.根据权利要求1或2所述一种pin针装配工艺,其特征在于:所述步骤二中的推块一的底面为一斜面。4.一种pin针装配设备,其特征在于:包含分别由四组动力机构驱动的推块一(3)、推块二(4)、推块三(5)和推块四(6),推块一(3)和推块四(6)位于待装配产品(401)的上方,且推块一(3)和推块四(6)由动力机构驱动做升降运动,推块二(4)位于待装配产品(401)的左侧上方,且推块二(4)由动力机构驱动做左右移动,推块三(5)位于待装配产品(401)的前端上方,且推块三(5)由动力机构驱动做前后移动。5.根据权利要求4所述一种pin针装配设备,其特征在于:推块二(4)安装于下支撑架(201)上,推块一(3)和推块四(6)安装于上支撑架(202)上,下支撑架(201)和上支撑架(202)均安装于支架(101)上,推块三(5)安装于支架(101)上。6.根据权利要求4所述一种pin针装配设备,其特征在于:所述推块一(3)的底面为一斜面。7.根据权利要求4所述一种pin针装配设备,其特征在于:推块二(4)的前行路径位于定位导向块(2)和推块一(3)的下方,推块三(5)的前行路径位于定位导向块(2)和推块四(6)的下方。
技术总结
本发明一种PIN针装配工艺,所述工艺步骤为:步骤一、供料机构送入PIN针至待装配产品的上表面上;步骤二、位于PIN针左端上方的推块一在动力机构的作用下向下按压PIN针将PIN针压斜;步骤三、正对PIN针右端的推块二在动力机构的推动下沿PIN针长度方向推压PIN针,使得PIN针的左端插入待装配产品的插孔内;步骤四、推块三在动力机构的推动下沿垂直于PIN针长度方向接触PIN针右端并继续前进、使得PIN针弯折;步骤五、推块四在动力机构的推动下向下将PIN针压入PIN针安装槽内。本发明一种PIN针装配工艺,极大的提高了PIN针的装配效率。极大的提高了PIN针的装配效率。极大的提高了PIN针的装配效率。
技术研发人员:林德志
受保护的技术使用者:上海托展智能科技股份有限公司
技术研发日:2022.05.26
技术公布日:2022/9/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1