一种废旧18650钢壳锂离子电池的处理方法及系统与流程
1.本发明属于废旧圆柱锂离子电池单体的资源化再生利用领域,具体而言,涉及一种处理废旧18650钢壳锂离子电池的方法及系统。
背景技术:
2.随着经济社会的发展,电子产品更新速率越来越快。以新能源汽车为例,从2009年开始推广至今,在国家的大力支持下,近几年新能源汽车爆发式增长,据中国汽车工业协会数据统计,2016年中国新能源汽车销量达50.7万。动力电池的使用年限一般是5~8年,从2018年开始,我国动力电池将进入大规模的报废期。具有代表性的美国特斯拉电动汽车、比亚迪电动车、江淮汽车、云渡等使用18650钢壳锂离子电池作为汽车供电系统的基本单元。新能源汽车销量大幅增长,18650钢壳锂离子电池即将迎来一个报废高峰,这些废旧18650钢壳锂离子电池应该如何处置已成为一个不容忽视的问题。
3.目前,关于废旧锂电池的回收仍然处于起步阶段,体系很不完善。一方面锂电池中的六氟磷酸锂、有机溶剂、钴镍等重金属物质,若在回收利用或填埋、焚烧等处置过程中进入环境,会对环境造成严重污染,威胁人类身体健康。废旧圆柱锂电池主要依靠人工进行预处理,破碎后使用火法或湿法等措施回收正极流体上的li、co、ni和mn等有价金属元素。圆柱锂电池主要由正极、负极、电芯、外壳等部分组成,电芯位于电池外壳内部,若想回收其中的有价金属,必须进行拆解预处理。废旧圆柱锂电池人工拆解过程中存在电解液腐蚀人手或吸入有害气体、拆解过程中可能发生爆炸、效率低等问题,因此需要智能拆解预处理设备,减少拆解对环境的二次伤害,尽可能消除各种安全隐患。另一方面由于18650钢壳锂离子电池尺寸小,每个约45g左右,钢壳坚硬不易拆解。
4.因此发明人发现开发出安全、环保、高效的机械处理技术来提高回收效率,实现废旧电池资源化再生利用的是需要解决的问题。
技术实现要素:
5.本发明提供一种废旧18650钢壳锂离子电池的处理方法及系统,能实现高效处理、清洁生产,解决现有的废旧锂离子电池资源化再生利用环保以及效率低的问题。
6.本发明的技术方案为:
7.一种废旧18650钢壳锂离子电池的处理方法,包括如下步骤:
8.步骤1:对所处理的废旧18650钢壳锂离子电池进行高温热处理,处理后使有机组分完全溢出,并将溢出的有机组分过滤得到有机气体后收集并高压储存;
9.步骤2:对有机组分完全溢出后得到的废旧18650钢壳锂离子电池进行恒温保温处理;
10.步骤3:对步骤2恒温保温处理后得到的物料进行破碎与筛分,筛分后分别得到正极黑粉与第一混合物,直接收集正极黑粉,第一混合物为钢壳、负极片与铝粒的混合物,对第一混合物进行后续处理;
11.步骤4:对第一混合物冷却后进行磁选处理,通过磁选选出第一混合物中的钢壳,对剩余的负极片与铝粒的第二混合物进行后续处理;
12.步骤5:对步骤4的第二混合物进行细碎脱粉处理,将第二混合物中的负极片上的碳粉进行脱附得到碳粉与铜铝粒混合物,然后经筛分分别得到铜铝粒混合物和碳粉,对铜铝粒混合物通过分选直接分离得到铜与铝,即完成废旧18650钢壳锂离子电池的处理。
13.进一步的,上述方法步骤1中,对废旧18650钢壳锂离子电池进行高温热处理的温度为700-800℃,处理时间为5-10s;
14.所述步骤2中,对废旧18650钢壳锂离子电池进行恒温保温的温度为650-800℃,保温时间为10-20分钟。
15.上述方法的步骤2中,恒温保温的热源所用燃料中添加所述步骤1收集并高压储存的有机气体。
16.进一步的,上述方法步骤1中,在惰性气体保护下对废旧18650钢壳锂离子电池进行高温热处理;
17.所述步骤2中,在惰性气体保护下对废旧18650钢壳锂离子电池进行恒温保温。
18.进一步的,上述方法步骤1、2中的保护用惰性气体采用氮气或氩气。
19.进一步的,上述方法步骤2中,对恒温保温产生的烟气经过收集、降温、除尘、喷淋处理后达标排放。
20.优选的,上述除尘方式采用布袋除尘、喷淋除尘、活性炭吸附除尘、旋风除尘中的任一种或几种组合。
21.进一步的,上述方法的步骤3中,物料破碎成粒径为10-20mm碎料,碎料后通过80-150目筛网进行筛分。
22.进一步的,上述方法的步骤5中,细碎脱粉处理将负极片与铝粒的混合物细碎成粒径为3-5mm的金属粒,细碎后通过80-120目的筛网进行筛分。
23.一种废旧18650钢壳锂离子电池的处理系统,用于上述的处理方法,包括:
24.高温热处理设备、气体过滤收集装置、高压储存设备、恒温保温设备、初级破碎筛分设备、磁选设备、细碎脱粉处理设备、二级筛分设备和铜铝分选设备;其中,
25.所述高温热处理设备设有物料入口、物料出口和有机气体出口,物料出口与所述恒温保温设备连接,有机气体出口依次与气体过滤收集装置、高压储存设备连接;
26.所述高压储存设备的出气口与所述恒温保温设备的燃料供应口连接;
27.所述恒温保温设备的物料出口与所述初级破碎筛分设备连接,该初级破碎筛分设备的筛上物输出端与所述磁选设备连接;
28.所述磁选设备的剩余物料输出端依次与所述细碎脱粉处理设备、二级筛分设备连接;
29.所述二级筛分设备的筛上物输出端与所述铜铝分选设备连接。
30.进一步的,上述系统中,所述气体过滤收集装置包括:
31.气体过滤器和气体收集器;其中,
32.所述气体过滤器与气体收集器连接,该气体过滤器连接所述高温热处理设备的有机气体出口,该气体收集器与高压储存设备连接。
33.相对于现有技术,本发明提供的废旧18650钢壳锂离子电池的处理方法及系统至
少具有以下有益效果:
34.(1)实现了废旧18650钢壳锂离子电池的高效处理。
35.(2)省去了废旧18650钢壳锂离子电池的放电过程,也避免了电池破碎过程中的起火爆炸的风险。
36.(3)实现了废旧锂离子电池中粘结剂、隔膜的无害化处理。
37.(4)实现了电解液中有机组分高效回收、直接利用,提高了资源的利用率,节约能耗、降低成本。
38.(5)提高了回收材料中正极黑粉的品质,减少了负极碳粉在正极黑粉中的富集,为正极黑粉的湿法浸出萃取工段节约了大量的成本。
附图说明
39.下面对实施例描述中所用附图作简要介绍,这些附图仅是本发明一部分实施例,对于本领域的普通技术人员而言,在不需要付出创造性劳动的情况下,可以根据这些附图获得其他附图。
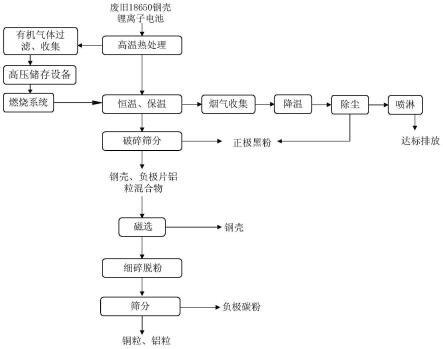
40.图1是本发明的废旧18650钢壳锂离子电池的处理方法的流程图。
41.图2是本发明的废旧18650钢壳锂离子电池的处理系统的构成示意图。
具体实施方式
42.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细说明,使本发明的上述及其他目的、特征和优势更加清晰。在全部附图中相同的附图标记指示相同的部分。并未刻意按比例绘制附图,重点在于示出本发明的主旨。
43.如图1所示,本发明提供一种废旧18650钢壳锂离子电池的处理方法,包括如下步骤:
44.步骤1:对所处理的废旧18650钢壳锂离子电池进行高温热处理,处理后使有机组分完全溢出,并将溢出的有机组分过滤得到有机气体后收集并高压储存;
45.步骤2:对有机组分完全溢出后得到的废旧18650钢壳锂离子电池进行恒温保温处理;
46.步骤3:对步骤2处理后得到的物料进行破碎与筛分,筛分后分别得到正极黑粉与第一混合物,直接收集正极黑粉,回收利用,第一混合物为钢壳、负极片与铝粒的混合物,对第一混合物进行后续处理;具体的,筛下物为正极黑粉,筛上物为钢壳、负极片与铝粒的混合物;
47.步骤4:对第一混合物冷却后进行磁选处理,通过磁选选出第一混合物中的钢壳,对剩余的负极片与铝粒的第二混合物进行后续处理;
48.步骤5:对步骤4的第二混合物进行细碎脱粉处理,将第二混合物中的负极片上的碳粉进行脱附得到碳粉与铜铝粒混合物,然后经筛分分别得到铜铝粒混合物和碳粉,对铜铝粒混合物通过分选直接分离得到铜与铝,即完成废旧18650钢壳锂离子电池处理。
49.上述处理方法的步骤1中,对废旧18650钢壳锂离子电池进行高温热处理的温度为700-800℃,处理时间为5-10s;本步骤通过700-800℃的高温加热处理,使被处理的废旧
18650钢壳锂离子电池在5-10s内温度达到600℃以上,电池内部电解液中的有机组分体积急剧膨胀溢出,溢出后电池残余电量快速释放;这种处理方式省去了废旧18650钢壳锂离子电池的放电过程,也避免了电池破碎过程中的起火爆炸的风险,同时能收集电池释放的有机气体,能后续作为燃料,提升了有价物质的回用。
50.所述步骤2中,对废旧18650钢壳锂离子电池进行恒温保温的温度为650-800℃,保温时间为10-20分钟。本步骤采用650-800℃对高温处理后的废旧18650钢壳锂离子电池进行恒温保温,能使电池内部的正极集流体铝箔完全融化,正极材料与铝箔完全分离,实现正极材料的高效分离;并且,电池内部的隔膜在无氧高温环境下炭化,实现隔膜的无害化处理。
51.上述方法的步骤2中,恒温保温处理的热源所用燃料中添加所述步骤1收集并高压储存的有机气体。通过将步骤1收集的有机气体用于步骤2的恒温保温处理,提升了有价物质的回用率,也避免了直接排放的污染。
52.上述方法的步骤1中,在惰性气体保护下对废旧18650钢壳锂离子电池进行高温热处理;
53.所述步骤2中,在惰性气体保护下对废旧18650钢壳锂离子电池进行恒温保温。
54.步骤1、2通过采用惰性气体保护能实现有机组分的无害化处理,同时避免铜铝箔氧化;优选的,上述步骤1、2中的保护用惰性气体采用氮气或氩气。也可以采用其他惰性气体,只要能实现有机组分的无害化处理,同时避免铜铝箔氧化即可。
55.上述方法的步骤2中,对恒温保温产生的烟气经过收集、降温、除尘、喷淋处理后达标排放。优选的,所述除尘方式采用布袋除尘、喷淋除尘、活性炭吸附除尘、旋风除尘中的任一种或几种组合。以布袋除尘器进行除尘为例,回收布袋除尘器得到的粉尘,即正极黑粉,直接与正极黑粉混装,可作为高价值成分回收再利用。
56.上述方法的步骤3中,物料破碎成粒径为10-20mm碎料,碎料后通过80-150目筛网进行筛分。筛下物为所述正极粉料,截留物为所述负极片、铝粒的混合物碎料。
57.上述方法的步骤5中,细碎脱粉处理将负极片与铝粒的混合物细碎成粒径为3-5mm的金属粒,细碎后通过80-120目的筛网进行筛分。筛上物为铜铝粒混合物,筛下物为负极粉。
58.参见图2,本发明还提供一种废旧18650钢壳锂离子电池的处理系统,用于实现上述的处理方法,包括:
59.高温热处理设备、气体过滤收集装置、高压储存设备、恒温保温设备、初级破碎筛分设备、磁选设备、细碎脱粉处理设备、二级筛分设备和铜铝分选设备;其中,
60.所述高温热处理设备设有物料入口、物料出口和有机气体出口,物料出口与所述恒温保温设备连接,有机气体出口依次与气体过滤收集装置、高压储存设备连接;
61.所述高压储存设备的出气口与所述恒温保温设备的燃料供应口连接;
62.所述恒温保温设备的物料出口与所述初级破碎筛分设备连接,该初级破碎筛分设备的筛上物输出端与所述磁选设备连接;
63.所述磁选设备的剩余物料输出端依次与所述细碎脱粉处理设备、二级筛分设备连接;
64.所述二级筛分设备的筛上物输出端与所述铜铝分选设备连接。
65.上述处理系统中,所述气体过滤收集装置包括:
66.气体过滤器和气体收集器;其中,
67.所述气体过滤器与气体收集器连接,该气体过滤器连接所述高温热处理设备的有机气体出口,该气体收集器与高压储存设备连接。
68.本发明提供的处理方法及系统,通过高温热处理,能在无需放电情况下处理废旧18650钢壳锂离子电池,极大的提高废旧电池的处理效率,也避免了放电带来的废水废气废渣等环保问题;在高温热处理的过程中电解液中的有机组分会有大量的挥发,电解液中的有机组分主要有ec、dec、dmc等等,有报道称酯类化合物被认为是化石燃料的理想添加剂或替代物;在本发明中将挥发的酯类有机组分收集,通过燃烧系统,将高温热处理步骤收集的酯类有机组分燃烧,用于物料的加热,实现有价组分的高效利用。很好的解决了现有的废旧锂离子电池资源化再生利用环保以及效率低的问题,进而实现高效处理、清洁生产等目的。
69.下面将结合本发明的附图对本发明实施方案作进一步描述。同时要说明以下部分未详细说明的部分应理解为是本领域所公知的。
70.实施例
71.参见图1,一种废旧18650钢壳锂离子电池的处理方法,包括以下步骤:
72.步骤1:将收集到的废旧18650钢壳锂离子电池送直接进入高温热处理工段,加热温度控制在750℃,废旧锂离子电池在5s内达到650℃,电池内部电解液中的有机组分体积急剧膨胀溢出,溢出后电池残余电量快速释放;收集溢出的有机组分经过过滤得到有机气体,将有机气体收集至高压储存装置中;
73.步骤2:带有机组分完全溢出后进入恒温保温处理,温度控制在700℃;本步骤中,向恒温保温的燃烧系统中添加步骤1的高压储存装置中的有机气体;
74.步骤3:经过上述步骤后,物料直接进入破碎与筛分,将物料破碎成15mm左右的碎料,随后进入120目的筛网进行筛分,筛下物直接收集,筛下物主要成分为正极黑粉,筛上物为钢壳、负极片、铝粒的混合物;
75.步骤4:钢壳、负极片、铝粒的混合物进入磁选工段,通过磁选选出混合物的磁性物质钢壳,剩余为负极片、铝粒的混合物;
76.步骤5:将步骤4产生的负极片与铝粒的混合物送入细碎脱粉工段,将铜铝细碎至3mm,此时铜箔上的碳粉脱附,然后再经过100目筛网进行筛分得到碳粉、铜铝粒混合物;铜铝混合物经铜铝分选设备直接分离。
77.对步骤2的烟气依次进行收集、降温、除尘和喷淋处理后达标排放,并回收除尘处理得到的正极黑粉。
78.采用本发明的废旧18650钢壳锂离子电池的处理方法,在步骤3得到的正极黑粉中杂质成分以及含量分别为:铝含量≤0.5%,负极碳粉含量≤6%;在步骤5中得到负极碳粉中杂质成分以及含量分别为:铜含量≤0.5%、铝含量≤0.5%;
79.上述方法处理,可实现正极粉总回收率≥99%,负极粉总回收率≥93%;钢壳回收率≥99%;铜、铝回收率≥98%。
80.上述实施例中未详细说明的部分,可以理解为本领域技术人员公知的知识。本发明实施例方法所涉及的部分步骤或全部步骤,可以是程序指令对应的硬件实现,程序是指存储在可读取存储介质中能按特定次序执行的指令集合。
81.本领域技术人员能够知道,本发明保护范围不局限于上述这些优选的实施例,对本领域技术的技术人员而言,根据本发明披露的技术内容,能够轻易想到的变化和替换,都应该属于本发明的保护范围。因而,本发明保护范围应以权利要求书的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1