含金属及塑料的轻量化材料的手机天线制作工艺的制作方法
1.本发明涉及手机天线制作技术领域,尤其涉及含金属及塑料的轻量化材料的手机天线制作工艺。
背景技术:
2.随着消费者对消费产品轻量化需求,传统的天线载体采用不锈钢金属材料与增加可激光铜离子塑胶材料进行insetmolding组合,此组合导致产品重量较重,因信息技术讯速发展需求,目前5g和6g及毫米波技术的快速发展,原有天线载体为高介电常数,高介电损耗,对天线图案面积较大,需要进行改进。
技术实现要素:
3.本发明的目的是为了解决现有技术中存在的缺点,而提出的含金属及塑料的轻量化材料的手机天线制作工艺。
4.为了实现上述目的,本发明采用了如下技术方案:含金属及塑料的轻量化材料的手机天线制作工艺,包括以下步骤:
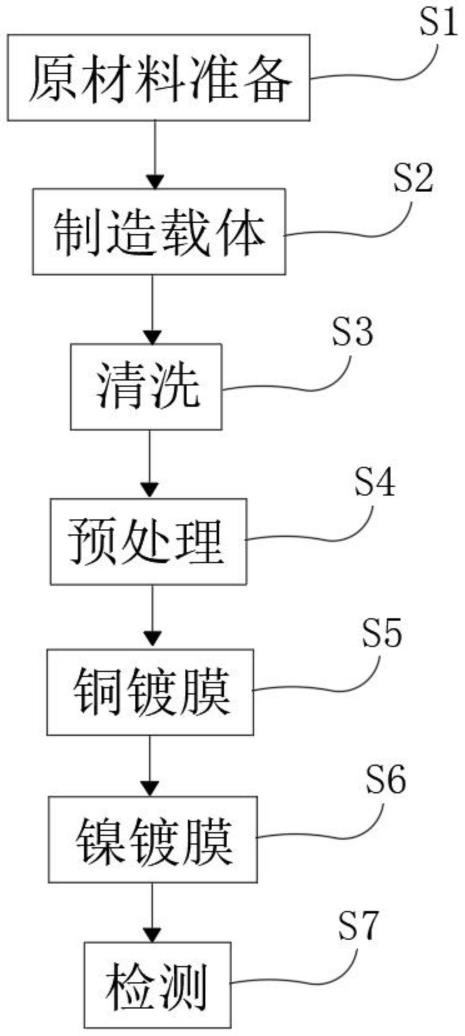
5.s1,原材料准备,首先准备低密度尼龙材料或铝材做为载体的制作材料;
6.a.首先将含金属铝冲压成型后,进行表面电镀镍表面处理;
7.b.在金属铝镀镍后再进行表面电镀铜处理;
8.s2,制造载体,随后通过对低密度尼龙材料与铝材进行嵌入式成型加工,从而制得天线状的载体;
9.c.天线加工:将所需求天线图案通激光镭射设备对天线载体进行激光激活及激光粗化;
10.s3,清洗,然后将所述原材料放入清洗槽内进行化学清洗,从而取出表面杂质,然后通过烘干机进行烘干,随后进入下一步骤进行加工;
11.s4,预处理,然后对所述原材料进行等离子清洗,利用电离气体从物体表面去除所有有机物质,进而保证后续的镀膜操作;
12.s5,铜镀膜,然后将所述原材料放入铜化学池内进行化学沉铜处理;
13.s6,镍镀膜,然后通过化学镀镍设备在所述原材料表面镀覆化学镍层,从而得到镀镍后的原材料;
14.s7,检测,对所述原材料进行介电常数的测试,对检测合格的原材料进行包装,从而得到手机天线成品。
15.为了保证铜镀膜质量,本发明改进有,在s5步骤中,所述铜镀膜的厚度为8-28μm。
16.为了保证镍镀膜质量,本发明改进有,在s6步骤中,所述镍镀膜的厚度为2-10μm。
17.为了提高镀覆效果,本发明改进有,在s5步骤中,所述铜镀膜的镀覆时间为40-70秒。
18.为了提高清洗效果,本发明改进有,在s3步骤中,所述化学清洗采用的为盐酸、硫
酸和水的混合液,所述混合液中的盐酸、硫酸和水的质量比例为1:2:20。
19.为了保证烘干效率,本发明改进有,在s3步骤中,所述烘干机的烘干温度为60-130℃。
20.与现有技术相比,本发明的优点和积极效果在于,
21.本发明中,载体的材质采用的为低密度尼龙材料或铝材,低密度尼龙材料或铝材具有低介电常数,低介电损耗,减小了天线图案的面积,同时通过铜镀膜和镍镀膜解决了传统铝件在化学镀过程对铝表面氧化腐蚀问题,提高了镀膜效果,实用性较高,进步性显著。
附图说明
22.图1为本发明提出含金属及塑料的轻量化材料的手机天线制作工艺的步骤示意图。
具体实施方式
23.为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和实施例对本发明做进一步说明。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
24.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用不同于在此描述的其他方式来实施,因此,本发明并不限于下面公开说明书的具体实施例的限制。
25.实施例一
26.请参阅图1,本发明提供一种技术方案:含金属及塑料的轻量化材料的手机天线制作工艺,包括以下步骤:
27.s1,原材料准备,首先准备低密度尼龙材料或铝材做为载体的制作材料;
28.a.首先将含金属铝冲压成型后,进行表面电镀镍表面处理;
29.b.在金属铝镀镍后再进行表面电镀铜处理;
30.s2,制造载体,随后通过对低密度尼龙材料与铝材进行嵌入式成型加工,从而制得天线状的载体;
31.c.天线加工:将所需求天线图案通激光镭射设备对天线载体进行激光激活及激光粗化;
32.s3,清洗,然后将所述原材料放入清洗槽内进行化学清洗,从而取出表面杂质,然后通过烘干机进行烘干,随后进入下一步骤进行加工;
33.s4,预处理,然后对所述原材料进行等离子清洗,利用电离气体从物体表面去除所有有机物质,进而保证后续的镀膜操作;
34.s5,铜镀膜,然后将所述原材料放入铜化学池内进行化学沉铜处理;
35.s6,镍镀膜,然后通过化学镀镍设备在所述原材料表面镀覆化学镍层,从而得到镀镍后的原材料;
36.s7,检测,对所述原材料进行介电常数的测试,对检测合格的原材料进行包装,从而得到手机天线成品。
37.本实施例中,在s5步骤中,所述铜镀膜的厚度为28μm,这样可以保证铜镀膜的正常
使用。
38.本实施例中,在s6步骤中,所述镍镀膜的厚度为10μm。
39.本实施例中,在s5步骤中,所述铜镀膜的镀覆时间为70秒,为了确保铜镀膜的正常镀覆。
40.本实施例中,在s3步骤中,所述化学清洗采用的为盐酸、硫酸和水的混合液,所述混合液中的盐酸、硫酸和水的质量比例为1:2:20,为了提高清洗效果。
41.本实施例中,在s3步骤中,所述烘干机的烘干温度为130℃,为了提高烘干效率。
42.实施例二
43.请参阅图1,本发明提供一种技术方案:含金属及塑料的轻量化材料的手机天线制作工艺,包括以下步骤:
44.s1,原材料准备,首先准备低密度尼龙材料或铝材做为载体的制作材料;
45.a.首先将含金属铝冲压成型后,进行表面电镀镍表面处理;
46.b.在金属铝镀镍后再进行表面电镀铜处理;
47.s2,制造载体,随后通过对低密度尼龙材料与铝材进行嵌入式成型加工,从而制得天线状的载体;
48.c.天线加工:将所需求天线图案通激光镭射设备对天线载体进行激光激活及激光粗化;
49.s3,清洗,然后将所述原材料放入清洗槽内进行化学清洗,从而取出表面杂质,然后通过烘干机进行烘干,随后进入下一步骤进行加工;
50.s4,预处理,然后对所述原材料进行等离子清洗,利用电离气体从物体表面去除所有有机物质,进而保证后续的镀膜操作;
51.s5,铜镀膜,然后将所述原材料放入铜化学池内进行化学沉铜处理;
52.s6,镍镀膜,然后通过化学镀镍设备在所述原材料表面镀覆化学镍层,从而得到镀镍后的原材料;
53.s7,检测,对所述原材料进行介电常数的测试,对检测合格的原材料进行包装,从而得到手机天线成品。
54.本实施例中,在s5步骤中,所述铜镀膜的厚度为8μm,这样可以保证铜镀膜的正常使用。
55.本实施例中,在s6步骤中,所述镍镀膜的厚度为2μm。
56.本实施例中,在s5步骤中,所述铜镀膜的镀覆时间为40秒,为了确保铜镀膜的正常镀覆。
57.本实施例中,在s3步骤中,所述化学清洗采用的为盐酸、硫酸和水的混合液,所述混合液中的盐酸、硫酸和水的质量比例为1:2:20,为了提高清洗效果。
58.本实施例中,在s3步骤中,所述烘干机的烘干温度为60℃,为了提高烘干效率。
59.工作原理:载体的材质采用的为低密度尼龙材料或铝材,低密度尼龙材料或铝材具有低介电常数,低介电损耗,减小了天线图案的面积,同时通过铜镀膜和镍镀膜解决了传统铝件在化学镀过程对铝表面氧化腐蚀问题,提高了镀膜效果,进步性显著。
60.以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等
效实施例应用于其它领域,但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1