一种电池模组装配装置及其装配方法与流程
1.本发明涉及电池组装的技术领域,尤其涉及一种电池模组装配装置及其装配方法。
背景技术:
2.动力电池成组技术是电动汽车产业发展的一项关键技术,锂电池模组是由几颗到数百颗电池芯经由并联及串联所组成的多个pack,除了机构设计部分,再加上电池管理系统和热管理系统就可组成一个较完整的锂电池包系统。
3.而若干个动力电芯在组装成一个电池模组,其基本的方式时通过叠压的方式进行装配,通过将清洗后的电芯表面涂刷胶黏剂,之间相互黏合叠加,即整个压合需要完成清洗、涂胶、叠压三个基本步骤,但是现有工艺的限制,电芯的胶黏剂的涂抹常常导致胶水涂抹不均,压合时胶水容易溢出,工艺步骤之间衔接性较差,其生产率较低。
技术实现要素:
4.本部分的目的在于概述本发明的实施例的一些方面以及简要介绍一些较佳实施例。在本部分以及本技术的说明书摘要和发明名称中可能会做些简化或省略以避免使本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范围。
5.鉴于上述现有一种电池模组装配装置及其装配方法存在的问题,提出了本发明。
6.因此,本发明目的是提供一种电池模组装配装置及其装配方法,其为了提高工艺步骤之间的衔接性,保证电芯表面涂胶的均匀性。
7.为解决上述技术问题,本发明提供如下技术方案:一种电池模组装配装置,包括,主体单元,其包括底板、安装设置于所述底板上的主轴电机、设置于所述底板一侧的固定台、通过连接组件与所述主轴电机输出轴相连接的转台,以及设置在转台上的夹持组件,所述转台的一侧设置有出胶组件,且出胶组件包括出胶空心板、嵌入式穿插在所述出胶空心板内的顶块、固定设置在所述出胶空心板背侧的活塞杆、套设于所述活塞杆上的储胶管,所述储胶管内滑动连接有活塞,所述活塞与活塞杆固定连接,且活塞通过封堵杆进行封堵,所述封堵杆延伸至出胶空心板内的一端固定连接在顶块上,所述活塞杆与封堵杆之间预留有流胶间隙,所述出胶空心板与顶块上均设置有出胶小孔;承压单元,其包括支撑台、设置于所述支撑台上的伸缩气缸、设置于所述伸缩气缸输出端上的成型模;压合单元,其包括设置在固定台底侧的存储筒、设置于所述固定台上侧的支撑架、安装设置于所述支撑架上的液压缸,所述液压缸的输出端固定连接有压杆,所述压杆延伸至存储筒的一侧固定连接有活塞板,所述存储筒与储胶管相连通,所述存储筒的一侧设置有胶水补充口,另一侧设置有清洁液补充口,所述存储筒内固定连接有隔板,且将存储筒分隔为储胶区域与储水区域,且活塞板滑动连接在储胶区域内,所述储水区域内通过输水组件连接喷淋组件。
8.作为本发明所述一种电池模组装配装置及其装配方法的一种优选方案,其中:所述顶块的一侧固定连接有第一弹簧,所述第一弹簧的另一端固定连接在出胶空心板的内壁上,且第一弹簧套设在封堵杆上,用于顶块的压缩后的复位;其中,所述出胶空心板的外侧延边还设置有橡胶层,用于防止胶水在电池芯叠压时从边缘溢出。
9.作为本发明所述一种电池模组装配装置及其装配方法的一种优选方案,其中:所述出胶空心板的上侧固定连接有楔形滑块,所述固定台的一侧固定连接有限位滑台,且楔形滑块与限位滑台滑动配合。
10.作为本发明所述一种电池模组装配装置及其装配方法的一种优选方案,其中:所述夹持组件包括多个固定连接在所述转台上的固定台,且多个固定台呈环形均匀阵列分布,每个所述固定台上均对称开设有凹口槽,且凹口槽内滑动连接有夹板,所述夹板与凹口槽侧壁之间固定连接有多个第二弹簧。
11.作为本发明所述一种电池模组装配装置及其装配方法的一种优选方案,其中:所述连接组件包括固定连接在主轴电机输出端上的转盘、设置于所述转盘上的多个连接杆,多个所述连接杆远离转盘的一端固定连接在转台上,所述转盘上还固定连接有支撑轴,所述支撑轴的上端转动连接在存储筒的底侧。
12.作为本发明所述一种电池模组装配装置及其装配方法的一种优选方案,其中:所述输水组件包括设置在储水区域内的水泵,所述水泵的出口端固定连接有输水管,所述输水管通过接头连接有输水管,所述输水管与喷淋组件配合连接。
13.作为本发明所述一种电池模组装配装置及其装配方法的一种优选方案,其中:所述喷淋组件包括与输水管相连通的u形喷淋管,且u形喷淋管的上固定连通有直喷管,所述直喷管上等间距设置有多个雾化喷头,两侧所述直喷管之间预留有足够电池芯通过的间隙。
14.作为本发明所述一种电池模组装配装置及其装配方法的一种优选方案,其中:所述底板上固定连接有多个支撑杆,每个所述支撑杆上均转动连接有导向轮,所述转台与导向轮相贴合设置。
15.作为本发明所述一种电池模组装配装置及其装配方法的一种优选方案,其中:所述底板的一侧还设置有烘干室,所述烘干室内开设有用于电池芯通过的弧形烘干腔,且弧形烘干腔内安装设置有电热器,所述烘干室外侧设置有温控器。
16.使用如上所述的电池模组装配装置的装配方法,包括以下步骤:步骤一:通过将电池芯放置在两个夹板之间,并通过第二弹簧进行夹紧,然后启动主轴电机,使得转台进行缓慢的转动;步骤二:电池芯在进行转动过程中经过两侧的直喷管,然后通过水泵往输水管内输送水流,经过直喷管、雾化喷头雾化喷出,清洗电池芯表面的灰尘;步骤三:电池芯继续转动,经过烘干室的烘干区域,温控器控制温度为低温烘干;步骤四:电池芯移动至与承压单元、出胶组件相对应位置,此时液压缸开始进行加压工作,存储筒内胶水顺着储胶管内挤压活塞并推动其移动,此时封堵杆为封死状态,直至出胶空心板推动电池芯向成型模内进行移动,然后顶块挤压接触电池芯,随着叠压的进行,顶块受到压力带动活塞杆向内侧移动,然后活塞打开,胶水由于持续的压力顺着活塞杆与
活塞之间缝隙传递,多余的胶水开始顺着出胶空心板与顶块的小孔内流出,从而让电池芯叠压的同时整块承压面均匀涂压有胶水;步骤五:当上一块电池芯叠压结束后,下一电池芯迅速就位,从容实现涂胶与叠压的完美衔接,从而提高电池芯的装配效率。
17.本发明的有益效果:1、本发明通过将电池芯放置在各个夹持组件上,通过转台的转动作用,使得电池芯经过表面的清洗处理、表面干燥处理、承压面涂胶处理,最后完成相互间的装配叠压工作,工艺之间配合度高,衔接性好,大大提高了电池模组的装配效率;2、随着叠压的进行,出胶空心板推动电池芯向成型模内移动并与上一个电池芯进行叠加装配粘合,顶块受到压力带动活塞杆向内侧移动,然后活塞打开,胶水由于持续的压力顺着活塞杆与活塞之间缝隙传递,多余的胶水开始顺着出胶空心板与顶块的小孔内流出,从而让电池芯叠压的同时整块承压面均匀涂压有胶水,方便快捷。
附图说明
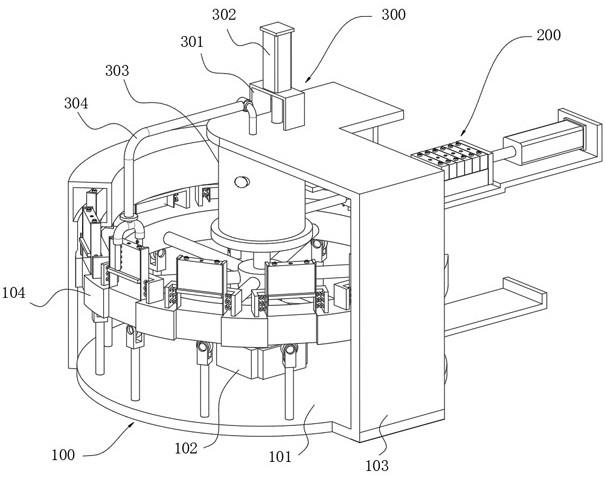
18.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。其中:图1为本发明提出的一种电池模组装配装置的正侧面整体结构示意图;图2为本发明提出的一种电池模组装配装置的背侧面整体结构示意图;图3为本发明提出的一种电池模组装配装置的转台处的结构示意图;图4为本发明提出的一种电池模组装配装置的夹持组件分布结构示意图;图5为本发明提出的一种电池模组装配装置的出胶组件的结构示意图;图6为本发明提出的一种电池模组装配装置的出胶组件的内部结构示意图;图7为本发明提出的一种电池模组装配装置的存储筒的内部结构示意图;图8为本发明提出的一种电池模组装配装置的喷淋组件的结构示意图。
19.图中:100-主体单元、101-底板、102-主轴电机、103-固定台、104-转台、105-出胶组件、105a-出胶板、105b-橡胶圈、105c-顶块、105d-活塞杆、105e-储胶管、105e-1-活塞、105e-2-封堵杆、105f-楔形滑块、105g-第一弹簧、106-支撑轴、107-连接杆、108-固定台、109-夹板、110-第二弹簧、111-温控器、112-烘干室、113-支撑杆、114-导向轮、200-承压单元、201-支撑台、202-伸缩气缸、203-成型模、300-压合单元、301-支撑架、302-液压缸、303-存储筒、303a-胶水补充口、303b-隔板、304-输水管、305-喷淋组件、305a-u形喷淋管、305b-直喷管、305c-雾化喷头、306-限位滑台、307-活塞板、308-压杆、309-水泵、310-输水管。
具体实施方式
20.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合说明书附图对本发明的具体实施方式做详细的说明。
21.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是本发明还可以采用其他不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的
情况下做类似推广,因此本发明不受下面公开的具体实施例的限制。
22.其次,此处所称的“一个实施例”或“实施例”是指可包含于本发明至少一个实现方式中的特定特征、结构或特性。在本说明书中不同地方出现的“在一个实施例中”并非均指同一个实施例,也不是单独的或选择性的与其他实施例互相排斥的实施例。
23.再其次,本发明结合示意图进行详细描述,在详述本发明实施例时,为便于说明,表示器件结构的剖面图会不依一般比例作局部放大,而且所述示意图只是示例,其在此不应限制本发明保护的范围。此外,在实际制作中应包含长度、宽度及深度的三维空间尺寸。
24.实施例1参照图1-8,为本发明的一个实施例,提供了一种电池模组装配装置,此装置包括主体单元100、承压单元200以及压合单元300。
25.其中,主体单元100包括底板101、安装设置于底板101上的主轴电机102、设置于底板101一侧的固定台103、通过连接组件与主轴电机102输出轴相连接的转台104,以及设置在转台104上的夹持组件,夹持组件包括多个固定连接在转台104上的固定台108,且多个固定台108呈环形均匀阵列分布,每个固定台108上均对称开设有凹口槽,且凹口槽内滑动连接有夹板109,夹板109与凹口槽侧壁之间固定连接有多个第二弹簧110,借助两侧第二弹簧110的弹力可使得夹板109夹住电池芯侧面,而连接组件包括固定连接在主轴电机102输出端上的转盘、设置于转盘上的多个连接杆107,多个连接杆107远离转盘的一端固定连接在转台104上,转盘上还固定连接有支撑轴106,支撑轴106的上端转动连接在存储筒303的底侧,通过连接杆107进行传动,带动转台104转动。
26.转台104的一侧设置有出胶组件105,且出胶组件105包括出胶空心板105a、嵌入式穿插在出胶空心板105a内的顶块105c、固定设置在出胶空心板105a背侧的活塞杆105d、套设于活塞杆105d上的储胶管105e,储胶管105e内滑动连接有活塞105e-1,活塞105e-1与活塞杆105d固定连接,且活塞105e-1通过封堵杆105e-2进行封堵,封堵杆105e-2延伸至出胶空心板105a内的一端固定连接在顶块105c上,活塞杆105d与封堵杆105e-2之间预留有流胶间隙,顶块105c的一侧固定连接有第一弹簧105g,第一弹簧105g的另一端固定连接在出胶空心板105a的内壁上,且第一弹簧105g套设在封堵杆105e-2上,用于顶块105c的压缩后的复位;其中,出胶空心板105a的外侧延边还设置有橡胶层105b,用于防止胶水在电池芯叠压时从边缘溢出,出胶空心板105a时刻处于满胶状态,但是由于胶水表面粘度张力,在不挤压的前提下,难以从出胶小孔渗出,橡胶层105b在与电池芯表面柔性接触,同步顶块105c受到的压力也会越来越大,出胶空心板105a与顶块105c上均设置有出胶小孔,出胶空心板105a的上侧固定连接有楔形滑块105f,固定台103的一侧固定连接有限位滑台306,且楔形滑块105f与限位滑台306滑动配合,具体的储胶管105e及相关的活塞杆105d、封堵杆105e-2、楔形滑块105f的实际长度根据所要装配电池芯的数量决定,数量越多,成型模203的压合腔深度越长,则储胶管105e及相关的活塞杆105d、封堵杆105e-2、楔形滑块105f实际长度越长,以使得满足长度的伸缩需求;底板101上固定连接有多个支撑杆113,每个支撑杆113上均转动连接有导向轮114,转台104与导向轮114相贴合设置。起到支撑,维持转动稳定工作,承压单元200包括支撑台201、设置于支撑台201上的伸缩气缸202、设置于伸缩气缸202输出端上的成型模203,
伸缩气缸202用于控制成型模203靠近或背离出胶组件105的一侧进行移动;压合单元300包括设置在固定台103底侧的存储筒303、设置于固定台103上侧的支撑架301、安装设置于支撑架301上的液压缸302,液压缸302的输出端固定连接有压杆308,压杆308延伸至存储筒303的一侧固定连接有活塞板307,存储筒303与储胶管105e相连通,存储筒303的一侧设置有胶水补充口303a,另一侧设置有清洁液补充口,两个补充口日常均处于封死状态,存储筒303内固定连接有隔板303b,且将存储筒303分隔为储胶区域与储水区域,且活塞板307滑动连接在储胶区域内,储水区域内通过输水组件连接喷淋组件305,输水组件包括设置在储水区域内的水泵309,水泵309的出口端固定连接有输水管310,输水管310通过接头连接有输水管304,输水管304与喷淋组件305配合连接,输水管304、输水管310均为不锈钢金属管,喷淋组件305包括与输水管304相连通的u形喷淋管305a,且u形喷淋管305a的上固定连通有直喷管305b,直喷管305b上等间距设置有多个雾化喷头305c,两侧直喷管305b之间预留有足够电池芯通过的间隙,雾化喷头305c将输出的水以雾化的状态喷出,从而对电池芯进行两侧表面快速清洁工作。
27.进一步的说明,底板101的一侧还设置有烘干室112,烘干室112内开设有用于电池芯通过的弧形烘干腔,且弧形烘干腔内安装设置有电热器,烘干室112外侧设置有温控器111,清洗后的电池芯穿过烘干室112的弧形烘干腔区域后,可对表面进行快速低温干燥处理。
28.使用如上的电池模组装配装置的装配方法,包括以下步骤:步骤一:通过将电池芯放置在两个夹板109之间,并通过第二弹簧110进行夹紧,然后启动主轴电机102,使得转台104进行缓慢的转动;步骤二:电池芯在进行转动过程中经过两侧的直喷管305b,然后通过水泵309往输水管304内输送水流,经过直喷管305b、雾化喷头305c雾化喷出,清洗电池芯表面的灰尘;步骤三:电池芯继续转动,经过烘干室112的烘干区域,温控器111控制温度为低温烘干;步骤四:电池芯移动至与承压单元200、出胶组件105相对应位置,此时液压缸302开始进行加压工作,存储筒303内胶水顺着储胶管105e内挤压活塞105e-1并推动其移动,此时封堵杆105e-2为封死状态,直至出胶空心板105a推动电池芯向成型模203内进行移动,然后顶块105c挤压接触电池芯,随着叠压的进行,顶块105c受到压力带动活塞杆105d向内侧移动,然后活塞105e-1打开,胶水由于持续的压力顺着活塞杆105d与活塞105e-1之间缝隙传递,多余的胶水开始顺着出胶空心板105a与顶块105c的小孔内流出,从而让电池芯叠压的同时整块承压面均匀涂压有胶水,方便而快捷;步骤五:当上一块电池芯叠压结束后,下一电池芯可迅速就位,从容实现涂胶与叠压的完美衔接,从而提高电池芯的装配效率。
29.本发明电池芯放置在各个夹持组件上,通过转台104的转动作用,使得电池芯经过表面的清洗处理、表面干燥处理、承压面涂胶处理,最后完成相互间的装配叠压工作,工艺之间配合度高,衔接性好,大大提高了电池模组的装配效率。
30.应说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发
明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1