一种电池包及其制作方法与流程
一种电池包及其制作方法
1.技术领域
2.本发明涉及一种电池包及其制作方法,属于电池包技术领域。
背景技术:
3.目前的电动摩托车锂电池包由电池管理系统(battery manage system,bms)、电池箱、电芯模块以及其它电气件构成。
4.需要将电芯模块按照xyz三个方向固定在电池箱内,电芯模块在电池箱内才能够处于紧配合状态,满足机械相关强度要求。实际应用中,紧配合状态安装会导致装配困难,电芯模块和电池箱之间存在装配间隙,若装配间隙过大导致不能在电池箱内将电芯模块完全限位,则具有机械相关强度失效的风险,比如挤压、冲击以及振动等测试失败。
5.电芯模块热处理一般采用热传导方式,将热量导出到外部电池箱。应用中,采用贴附导热垫进行导热,由于导热垫需要零间隙装配才能满足预定效果,实际应用时,电芯模块和电池箱之间存在装配间隙,因此,导热效果无法达到预期效果。
技术实现要素:
6.本发明的目的在于克服现有技术中的不足,提供一种电池包及其制作方法,能够在x轴方向、y轴方向以及z轴方向实现导热电芯模块与电池箱之间零间隙装配,获得机械强度高且导热性好的电池包。
7.为达到上述目的,本发明是采用下述技术方案实现的:一方面,本发明提供一种电池包,包括箱盖、电池箱、两个导热支撑架、挤压柱、导热滑动块以及两个相对设置的导热电芯模块;所述箱盖安装在电池箱上,电池箱内设有两个相对设置的导热支撑架;各导热支撑架z轴方向一侧抵连电池箱底部,导热支撑架z轴方向另一侧抵连箱盖;各导热支撑架y轴方向一侧均安装有一个导热电芯模块,导热电芯模块抵连电池箱内侧;各导热支撑架 y轴方向另一侧均开设有容纳槽,两个导热支撑架的容纳槽相向设置;所述挤压柱一侧嵌入一个导热支撑架的容纳槽内,挤压柱另一侧嵌入另一个导热支撑架的容纳槽内,各容纳槽与挤压柱的间隙均填充有填充剂;所述导热支撑架x轴方向两侧均开设有多个与容纳槽贯通的容纳腔,各容纳腔内活动设有导热滑动块,导热滑动块一侧抵连挤压柱,导热滑动块另一侧抵连电池箱内侧。
8.进一步地,所述导热支撑架包括支撑架本体和两片导热垫ⅰ;所述两片导热垫ⅰ分别设置于支撑架本体z轴方向两侧,其中,一片导热垫ⅰ抵连电
池箱底部,另一片导热垫ⅰ抵连箱盖。
9.进一步地,所述导热滑动块包括导热垫ⅱ和滑动块本体;所述滑动块本体上设有导热垫ⅱ,导热垫ⅱ抵连电池箱内侧。
10.进一步地,所述导热电芯模块包括电芯模块本体和两片导热绝缘垫;所述两片导热绝缘垫分别设置于电芯模块本体y轴方向两侧,其中,一片导热绝缘垫抵连导热支撑架,另一片导热绝缘垫抵连电池箱内侧。
11.进一步地,所述挤压柱数量为2,2个挤压柱相对设置。
12.进一步地,所述电池箱底部和箱盖内侧均设有缓冲垫,缓冲垫抵连导热电芯模块。
13.进一步地,所述的电池包包括导热垫ⅲ、l型安装板以及bms;所述l型安装板一侧设有bms,l型安装板另一侧设有导热垫ⅲ,导热垫ⅲ安装在一个导热支撑架上。
14.另一方面,本发明提供一种电池包的制作方法,包括以下步骤:将两个导热电芯模块分别安装在两个导热支撑架上,获得两个模组;将各导热滑动块嵌入对应的容纳腔内后,将两个模组放入电池箱内,使两个导热支撑架的容纳槽相向设置;将挤压柱插入两个相向设置的容纳槽,挤压柱一侧嵌入一个导热支撑架的容纳槽内,挤压柱另一侧嵌入另一个导热支撑架的容纳槽内,使得各导热滑动块一侧抵连挤压柱,导热滑动块另一侧抵连电池箱内侧,使得导热电芯模块一侧抵连导热支撑架,导热电芯模块另一侧抵连电池箱内侧;用填充剂填充各容纳槽与挤压柱之间的间隙;将箱盖安装在电池箱上,使得导热支撑架z轴方向两侧分别抵连箱盖和电池箱底部。
15.进一步地,所述填充剂包括导热胶。
16.进一步地,所述挤压柱一侧通过紧固件安装在一个导热支撑架上,挤压柱另一侧通过紧固件安装在另一个导热支撑架上。
17.与现有技术相比,本发明所达到的有益效果:本发明通过设置导热支撑架、挤压柱和导热滑动块能够在x轴方向、y轴方向以及z轴方向实现导热电芯模块与电池箱之间零间隙装配,能够实现电池箱六个面均匀导热,此外,当电池包受到挤压时,电池箱的六个面均具有强支撑性能;本发明通过价格低廉的材料和简单的工艺实现零装配间隙的电池包制作,获得机械强度高且导热性好的电池包,适宜推广使用。
附图说明
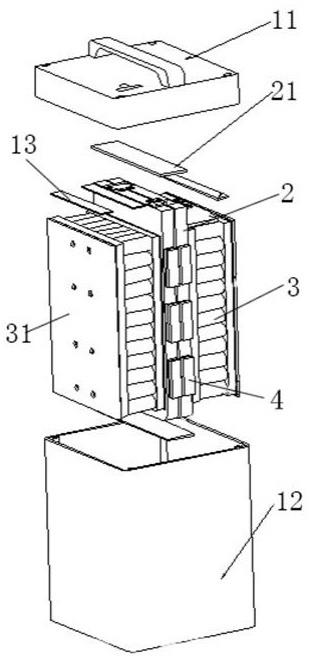
18.图1所示为本发明电池包的一种实施例结构爆炸图;图2所示为本发明电池包的一种实施例结构示意图;图3所示为本发明导热支撑架的一种实施例结构示意图;图中:2、导热支撑架,3、导热电芯模块, 4、导热滑动块,6、挤压柱,11、箱盖,12、电池箱,13、缓冲垫,21、导热垫ⅰ,22、容纳槽, 31、导热绝缘垫,41、导热垫ⅱ, 51、导热垫ⅲ,52、l型安装板,53、bms。
具体实施方式
19.下面结合附图对本发明作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
20.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、
ꢀ“
底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
21.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
22.实施例1本实施例提供一种电池包。
23.电池包包括箱盖11、电池箱12、两个导热支撑架2、挤压柱6、导热滑动块4以及两个相对设置的导热电芯模块3,应用中,挤压柱数量为2,2个挤压柱相对设置。
24.参考图1,箱盖11安装在电池箱12上,电池箱12内设有两个相对设置的导热支撑架2,各导热支撑架z轴方向一侧抵连电池箱底部,导热支撑架z轴方向另一侧抵连箱盖11.应用中,箱盖11、电池箱12和导热支撑架2均为铝合金制成,其中,导热支撑架2的高与电池箱12的高相同,使得两个导热支撑架2能够从z轴方向与电池箱零间隙装配,不仅能够提高电池包的导热性能,还能够提高电池包的机械强度。
25.参考图1,各导热支撑架y轴方向一侧均安装有一个导热电芯模块3,导热电芯模块3抵连电池箱内侧。
26.参考图3,各导热支撑架 y轴方向另一侧均开设有容纳槽22,两个导热支撑架的容纳槽22相向设置,挤压柱一侧嵌入一个导热支撑架的容纳槽22内,挤压柱另一侧嵌入另一个导热支撑架的容纳槽22内,应用中,挤压柱一侧通过紧固件安装在一个导热支撑架上,挤压柱另一侧通过紧固件安装在另一个导热支撑架上;各容纳槽22与挤压柱6的间隙均填充有填充剂,应用中,填充剂为导热胶;导热支撑架x轴方向两侧均开设有多个与容纳槽22贯通的容纳腔,各容纳腔内活动设有导热滑动块4,导热滑动块一侧抵连挤压柱6,导热滑动块另一侧抵连电池箱内侧。
27.应用中,两个导热支撑架2能够从x轴方向和y轴方向挤压固定两个相对设置的导热电芯模块3,以提高电池包的机械强度;挤压柱6能够挤压导热电芯模块的y轴方向与电池箱的装配间隙和导热滑动块4x轴方向与电池箱的装配间隙,实现零间隙装配,以提高电池包的导热性能。
28.本发明通过设置导热支撑架、挤压柱和导热滑动块能够在x轴方向、y轴方向以及z
轴方向实现导热电芯模块与电池箱之间零间隙装配,能够实现电池箱六个面均匀导热,此外,当电池包受到挤压时,电池箱的六个面均具有强支撑性能。
29.实施例2在实施例1的基础上,本实施例详细介绍了一种电池包。
30.本实施例的电池包包括导热垫ⅲ51、l型安装板52以及bms 53。
31.参考图2,l型安装板一侧设有bms 53,l型安装板另一侧设有导热垫ⅲ51,导热垫ⅲ51安装在一个导热支撑架2上,以将bms的热量通过铝制的导热支撑架2导出到电池箱上。
32.参考图2,导热支撑架2包括支撑架本体和两片导热垫ⅰ21。
33.应用中,两片导热垫ⅰ21分别设置于支撑架本体z轴方向两侧,其中,一片导热垫ⅰ21抵连电池箱底部,另一片导热垫ⅰ21抵连箱盖11,以将支撑架本体的热量通过导热垫ⅰ21导出到电池箱底部或者箱盖上。
34.参考图2,导热滑动块4包括导热垫ⅱ41和滑动块本体。
35.应用中,滑动块本体上设有导热垫ⅱ41,导热垫ⅱ41抵连电池箱内侧,以将滑动块本体的热量通过导热垫ⅱ41导出到电池箱侧面。
36.参考图2,导热电芯模块3包括电芯模块本体和两片导热绝缘垫31,其中,电芯模块本体为常规电芯、支架和镍片焊接而成。
37.应用中,两片导热绝缘垫31分别设置于电芯模块本体y轴方向两侧。其中,一片导热绝缘垫31抵连导热支撑架,以将电芯模块本体的热量通过导热支撑架2导出到电池箱上;另一片导热绝缘垫31抵连电池箱内侧,以将电芯模块本体的热量通过导热绝缘垫导出到电池箱侧面。
38.参考图1,电池箱底部和箱盖内侧均设有缓冲垫13,缓冲垫13抵连导热电芯模块3,以填充导热电芯模块3与电池箱底部和箱盖之间的空隙。
39.实施例3本实施例提供一种电池包的制作方法。
40.电池包的制作方法包括以下步骤:s1将两个导热电芯模块分别安装在两个导热支撑架上2,获得两个模组;s2将各导热滑动块4嵌入对应的容纳腔内后,将两个模组放入电池箱内,使两个导热支撑架的容纳槽相向设置;s3将挤压柱6插入两个相向设置的容纳槽22,挤压柱一侧嵌入一个导热支撑架的容纳槽内22,挤压柱另一侧嵌入另一个导热支撑架的容纳槽22内,使得各导热滑动块一侧抵连挤压柱6,导热滑动块另一侧抵连电池箱内侧,使得导热电芯模块一侧抵连导热支撑架2,导热电芯模块另一侧抵连电池箱内侧;应用中,挤压柱一侧通过紧固件安装在一个导热支撑架上,挤压柱另一侧通过紧固件安装在另一个导热支撑架 上。
41.s4用填充剂填充各容纳槽22与挤压柱6之间的间隙,应用中,填充剂包括导热胶s5将箱盖11安装在电池箱12上,使得导热支撑架z轴方向两侧分别抵连箱盖11和电池箱底部。
42.本发明通过价格低廉的材料和简单的工艺实现零装配间隙的电池包制作,获得机械强度高且导热性好的电池包,不需要复杂的工艺和特质设备,适宜推广使用。
43.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1