一种抑制扣式电池极片弯折的方法与流程
1.本发明涉及锂离子电池技术领域,特别是涉及一种抑制扣式电池极片弯折的方法。
背景技术:
2.目前,清洁能源的储存与利用得到了快速的发展与进步,其中,近几年锂离子电池在各种领域得到了广泛的应用。扣式电池由于其制备简单,测试方便等特点,使其在电极材料电化学初步表征以及极片失效原因分析等方面,具备得天独厚的优势。
3.利用扣式电池对方型电池等大电池极片进行失效分析时,需要将双面涂敷的极片人工手动擦拭成单面的极片并进行烘干操作,但是,由于极片在人工手动擦拭过程中会不可避免地出现受力不均的情况,擦拭过后的极片会在短时间内出现严重弯曲的现象,且在烘干之后极片弯曲的现象更为严重,这对后续扣式电池的制备与质量造成极大的不便与影响。
4.需要说明的是,之所以要将双面涂敷的极片人工手动擦拭成单面的极片并进行烘干操作,原因为:对于扣式半电池而言,电池只有一个极片,发挥电池作用的部分为极片朝向锂片的面,而背向锂片的面则承担着导通电子的作用,若背向锂片的一面涂覆着电极浆料,会增大扣式电池的电阻,甚至于造成电池内部电子无法导通导致电池断路。烘干的主要目的为去除极片中残存的水分,对于对锂扣式半电池而言,极片中痕量水会与电解液反应,产生对电池性能不利的物质,造成电池性能下降。
5.通常为了抑制极片弯折,所采用的方式为:在简单地夹紧后进行烘干,例如木制夹板与燕尾夹的组合,这种夹紧方法不仅由于夹紧力不足难以抑制极片弯曲,而且由于燕尾夹等夹紧工具的个体差异性,在夹紧过程中也会造成受力不均匀的问题,进而导致极片弯曲情况加剧。
6.因此,目前迫切需要开发出一种技术,能够解决以上技术问题。
技术实现要素:
7.本发明的目的是针对现有技术存在的技术缺陷,提供一种抑制扣式电池极片弯折的方法。
8.为此,本发明提供了一种抑制扣式电池极片弯折的方法,包括以下步骤:
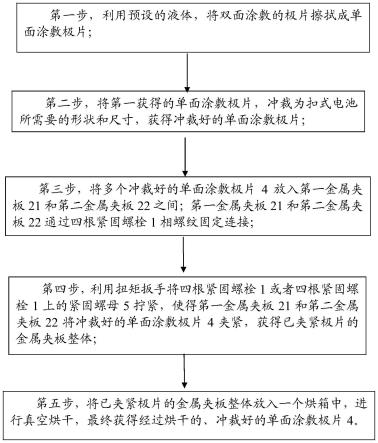
9.第一步,利用预设的液体,将双面涂敷的极片擦拭成单面涂敷极片;
10.第二步,将第一获得的单面涂敷极片,冲裁为扣式电池所需要的形状和尺寸,获得冲裁好的单面涂敷极片;
11.第三步,将多个冲裁好的单面涂敷极片放入第一金属夹板和第二金属夹板之间;
12.所述第一金属夹板和第二金属夹板为水平分布,第一金属夹板位于第二金属夹板的正上方;
13.所述第一金属夹板的四角位置分别设置有一个第一螺纹通孔;
14.所述第二金属夹板在与每个第一螺纹通孔相对应的位置上分别设置有一个第二螺纹通孔;
15.所述第一金属夹板和第二金属夹板通过四根紧固螺栓相螺纹固定连接,每根紧固螺栓从下往上依次贯穿通过位置对应的一个第二螺纹通孔和一个第一螺纹通孔后与一个紧固螺母相连接;
16.第四步,利用扭矩扳手将四根紧固螺栓或者四根紧固螺栓上的紧固螺母拧紧,使得第一金属夹板和第二金属夹板将冲裁好的单面涂敷极片夹紧,获得已夹紧极片的金属夹板整体;
17.其中,通过扭矩扳手使得四根紧固螺栓或者四根紧固螺栓上的紧固螺母具有相同的预紧力;
18.第五步,将已夹紧极片的金属夹板整体放入一个烘箱中,进行真空烘干,最终获得经过烘干的、冲裁好的单面涂敷极片。
19.优选地,在第一步中,利用预设的液体,对极片集流体上侧或者下侧表面涂敷的活性物质材料层进行擦拭,从而获得单面涂敷的极片。
20.优选地,在第一步中,擦拭的方法是:利用蘸有预设的液体的无纺布进行手动擦拭,在擦拭时将极片固定住,然后向同样的方向进行不断擦拭,直至极片露出光亮的箔材。
21.优选地,在第一步中,预设的液体,包括去离子水、酒精、碳酸二甲酯和n-甲基吡咯烷酮中的任意一种。
22.优选地,在第三步中,将多个冲裁好的单面涂敷极片放入第一金属夹板和第二金属夹板之间,具体包括以下操作:
23.首先,预先在第二垫纸水平放置在第一金属夹板的顶面;
24.然后,将多个冲裁好的单面涂敷极片放置在第二垫纸的顶面;
25.然后,将第一垫纸覆盖放置在多个冲裁好的单面涂敷极片顶部,并且第一垫纸和第二垫纸上下对齐。
26.由以上本发明提供的技术方案可见,与现有技术相比较,本发明提供了一种抑制扣式电池极片弯折的方法,其设计科学,能够抑制极片由于擦拭过程中产生的应力而导致的极片弯卷(弯折)情况,提高制备扣式电池的成品率,具有重大的实践意义。
27.本发明引用带螺栓的金属夹板以及扭矩扳手,通过金属夹板上的螺栓螺母可以提高夹紧力,另外也可以利用扭矩扳手控制每个螺栓的预紧力,进而减小极片受力不均匀的情况,提高扣式电池制备效率以及成品率。
附图说明
28.图1为本发明提供的一种抑制扣式电池极片弯折的方法的流程图;
29.图2为本发明提供的一种抑制扣式电池极片弯折的方法中,所使用的第一金属夹板、第二金属夹板、紧固螺栓、紧固螺母以及第一垫纸和第二垫纸等夹紧工具的位置关系示意图。
具体实施方式
30.为了使本技术领域的人员更好地理解本发明方案,下面结合附图和实施方式对本
发明作进一步的详细说明。
31.参见图1,本发明提供了一种抑制扣式电池极片弯折的方法,包括以下步骤:
32.第一步,利用预设的液体,将双面涂敷的极片擦拭成单面涂敷极片;
33.需要说明的是,双面涂敷的极片,即在极片集流体的上下两侧表面均涂敷有活性物质材料层的极片,包括正极极片以及负极极片。
34.在第一步中,具体实现上,利用预设的液体,对极片集流体上侧或者下侧表面涂敷的活性物质材料层进行擦拭,从而获得单面涂敷的极片。
35.在第一步中,具体实现上,擦拭的方法是:利用蘸有预设的液体的无纺布进行手动擦拭,在擦拭时将极片固定住,然后向同样的方向进行不断擦拭,直至极片露出光亮的箔材(即极片集流体)。需要说明的是,如果是不同方向的擦拭,会由于受力不均情况的加剧,而进一步加剧极片的弯折程度。
36.在第一步中,具体实现上,预设的液体,包括去离子水、酒精、碳酸二甲酯和n-甲基吡咯烷酮中的任意一种,并且不局限于这些液体。
37.第二步,将第一获得的单面涂敷极片,冲裁为扣式电池所需要的形状(具体为圆形)和尺寸,获得冲裁好的单面涂敷极片;
38.第三步,参见图2所示,将多个冲裁好的单面涂敷极片4放入第一金属夹板21和第二金属夹板22之间;
39.所述第一金属夹板21和第二金属夹板22为水平分布,第一金属夹板21位于第二金属夹板22的正上方;
40.所述第一金属夹板21的四角位置分别设置有一个第一螺纹通孔;
41.所述第二金属夹板22在与每个第一螺纹通孔相对应的位置上分别设置有一个第二螺纹通孔;
42.所述第一金属夹板21和第二金属夹板22通过四根紧固螺栓1相螺纹固定连接,每根紧固螺栓1从下往上依次贯穿通过位置对应的一个第二螺纹通孔和一个第一螺纹通孔后与一个紧固螺母5相连接;
43.需要说明的是,紧固螺母5位于第二金属夹板22顶部。
44.在第三步中,具体实现上,将多个冲裁好的单面涂敷极片4放入第一金属夹板21和第二金属夹板22之间,具体包括以下操作:
45.首先,预先在第二垫纸32水平放置在第一金属夹板21的顶面;
46.然后,将多个冲裁好的单面涂敷极片4放置在第二垫纸32的顶面;
47.然后,将第一垫纸31覆盖放置在多个冲裁好的单面涂敷极片4顶部,并且第一垫纸31和第二垫纸32上下对齐;
48.需要说明的是,第一垫纸31和第二垫纸32的形状大小相同。
49.需要说明的是,在本发明中,对于厚度与硬度无一定要求,但是为了保证极片的烘干工序顺利进行,第一垫纸31和第二垫纸32要求其在200℃以下的温度条件下,无明显的理化性质(包括物理性质和化学性质)变化。
50.在第三步中,具体实现上,所述第一金属夹板21和第二金属夹板22的形状相同,均为长方体形状;
51.第四步,利用扭矩扳手将四根紧固螺栓1或者四根紧固螺栓1上的紧固螺母5拧紧,
使得第一金属夹板21和第二金属夹板22将冲裁好的单面涂敷极片4夹紧,获得已夹紧极片的金属夹板整体;
52.其中,通过扭矩扳手使得四根紧固螺栓1或者四根紧固螺栓1上的紧固螺母5具有相同的预紧力;
53.需要说明是,在本发明中,扭矩扳手可以是调节四根紧固螺栓1具有相同的预紧力,也可以是调节四根紧固螺栓1顶部的紧固螺母5具有相同的预紧力。因为四根紧固螺栓1和紧固螺母5二者力的大小相同,均可以起到均匀夹紧的作用。
54.具体实现上,扭矩扳手通过相同的扭矩,来拧紧四根紧固螺栓1或者四根紧固螺栓1上的紧固螺母5;
55.在第四步中,具体实现上,需要说明的是,紧固螺栓的预紧方式,为扭矩扳手控制预紧力;预紧力大小包括但不局限于0.5n/m~1.3n/m之间。
56.第五步,将已夹紧极片的金属夹板整体放入一个烘箱中,进行真空烘干,最终获得经过烘干的、冲裁好的单面涂敷极片4。
57.需要说明的是,在冲裁好的单面涂敷极片4进行真空烘干后,通过拧松四根紧固螺栓1,使得第一金属夹板21和第二金属夹板22分离开一定的距离,才能将单面涂敷极片4取出。
58.在第五步中,具体实现上,烘箱的烘干温度包括但不局限于80℃~150℃之间。
59.在第五步中,具体实现上,烘箱的烘干时长是12小时,目的是去除极片中残存的水分,保证电池的测试性能。
60.为了更加清楚地理解本发明的技术方案,下面通过具体实施例来说明本发明的技术方案。
61.实施例1。
62.基于本发明提供的抑制扣式电池极片弯折的方法,具体包括以下操作步骤:
63.首先,利用液体(例如去离子水)辅助将双面涂敷的极片擦拭成单面涂敷的极片;
64.然后,将极片冲裁成扣式电池所需要的尺寸,形状为圆片,直径为11mm;
65.然后,将冲裁好的单面涂敷极片用第一垫纸31和第二垫纸32(具体采用白纸)垫好,夹在带有紧固螺栓的两块金属夹板(即第一金属夹板21和第二金属夹板22)中,用扭矩扳手将四根紧固螺栓1拧紧并且保持相同的预紧力;
66.最后,将固定好极片的夹板放置于烘箱内烘干,最终获得经过烘干后的、冲裁好的单面涂敷极片。
67.对比例1。
68.现有的抑制扣式电池极片弯折的方法,具体包括以下操作步骤:
69.首先,利用液体(例如去离子水)辅助将双面涂敷的极片擦拭成单面涂敷的极片;
70.然后,将涂敷的极片冲裁成扣式电池所需要的尺寸,形状为圆片,直径为11mm。
71.然后,将冲裁好的单面涂敷极片用白纸垫好,放置在木制夹板中间,两端用燕尾夹固定。
72.最后,将固定好的夹板放置于烘箱内烘干,最终获得经过烘干后的、冲裁好的单面涂敷极片。
73.经过检验,采用本发明的方法,通过实施例1获得的经过烘干后的、冲裁好的单面
涂敷极片,圆形的极片没有出现弯折、弯卷的情况。而采用现有的抑制扣式电池极片弯折的方法,在对比例1获得的经过烘干后的、冲裁好的单面涂敷极片,圆形的极片具有弯卷的问题。
74.综上所述,与现有技术相比较,本发明提供的一种抑制扣式电池极片弯折的方法,其设计科学,能够抑制极片由于擦拭过程中产生的应力而导致的极片弯卷(弯折)情况,提高制备扣式电池的成品率,具有重大的实践意义。
75.本发明引用带螺栓的金属夹板以及扭矩扳手,通过金属夹板上的螺栓螺母可以提高夹紧力,另外也可以利用扭矩扳手控制每个螺栓的预紧力,进而减小极片受力不均匀的情况,提高扣式电池制备效率以及成品率。
76.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1