连续式饼式线圈的绕制方法及装置与流程
1.本发明涉及变压器类产品制造技术领域,更具体地,涉及一种连续式饼式线圈的绕制方法及装置。
背景技术:
2.变压器的电路部分就是绕组,由电导率较高的铜导线或铝导线绕制而成。绕组应具有足够的绝缘强度、机械强度和耐热能力。绕组通常分为层式和饼式两种。绕组的线匝沿其轴向依次排列连续绕制的,称为层式绕组。绕组的线匝沿其辐向连续绕制而成一饼(段),再由许多饼沿轴向排列组成的绕组,称为饼式绕组,它包括连续式、插入电容式和纠结式等。
3.连续式饼式绕组的线饼分为正饼和反饼,饼式线圈绕制时,所有奇数饼都是反饼,偶数饼都是正饼。在用绕线机绕制时,由于正饼和反饼的绕向不同,现有技术无法通过绕线机直接完成一个包括正饼和反饼的双饼线圈的绕制。
4.申请号为cn202020967811.x,专利名称为一种配合连续式绕组反饼绕制的装置的实用新型专利,其背景技术中指出:对于卧式绕线机来说,正饼是导线由绕组内径侧向外径侧绕制而成,绕制比较简单,随着绕线机旋转,员工扶住导线即可完成正饼的绕制;反饼是导线由绕组外径侧向绕组内径侧绕制而成,现有技术无法通过绕线机直接完成,必须首先绕制临时线饼(临时正饼),再通过翻线的方式将临时线饼(正饼)翻绕成反饼。对于立式绕线机来说,正饼的绕制方法也和卧式绕线机一样,但是由于绕线机立放,反饼没办法直接绕制,必须通过辅助工装配合才能完成反饼的绕制。该专利就设计了一种翻线板作为辅助工装来绕制反饼。
5.申请号为cn201810650919.3,专利名称为整流变压器输入端双饼式线圈绕制方法的中国发明专利,公开了一种双饼式线圈的绕制方法,其将单根线圈原材料分为正饼线圈绕线段和反饼线圈绕线段,在正饼线圈绕线段和反饼线圈绕线段紧邻的位置包裹绝缘材料;将反饼线圈绕线段固定,将正饼线圈绕线段和绝缘材料紧邻的一端作为缠绕起始端,利用绕线装置将正饼线圈绕线段逐圈缠绕在绕线模上,从而将正饼线圈绕线段绕制成第一饼式线圈;将第一饼式线圈水平翻转180
°
然后固定,将反饼线圈绕线段和绝缘材料紧邻的一端作为缠绕起始端,利用绕线装置将反饼线圈绕线段逐圈缠绕在绕线模上,从而将反饼线圈绕线段绕制成第二饼式线圈。这种方式,不需要进行翻线和使用翻线工装,并且进一步地可以在同一个绕线模上完成正饼和反饼线圈的绕制。但是在绕制时,需要中途停下来将已经绕制好的正饼线圈翻转180
°
,降低了生产效率。
6.现有技术也有通过绕线机绕制两个同向的线圈,那么第一个线圈的末端就是第二个线圈的始端,即第一个线圈的末端和第二个线圈的始端连接,将两个线圈的连接处用锯子锯断,将锯断处打磨平整,将第二个线圈翻转180
°
,将第一个线圈的始端和第二个线圈的始端焊接起来,从而形成一个具有正饼和反饼的双饼线圈。但是这种方式,当所述的线圈材料是铜管和铝管等金属管状结构时,这些中空的管状结构中是要加水起到散热作用的。采
用焊接的方式将正饼和反饼连接,要保证不能漏焊,不然冷却水会从焊缝中流出来,使绕组出现严重的质量问题。
技术实现要素:
7.本发明要解决的技术问题是提供一种连续式饼式线圈的绕制方法,该方法在绕制双饼线圈时,全程无需停止绕线机,不需要使用工装,就能连续完成双饼线圈正饼和反饼的一次性绕制。
8.一种连续式饼式线圈的绕制方法,将单根线圈分为正饼线圈绕线段和反饼线圈绕线段;以正饼线圈绕线段和反饼线圈绕线段分界处为起始点,将反饼线圈绕线段弯折至正饼线圈绕线段一侧后,正饼线圈绕线段以速度a缠绕在绕线模上,反饼线圈绕线段以大于速度a反向缠绕在绕线模上,从而完成正饼和反饼的绕线。
9.比如说正饼线圈绕线段以速度a顺时针方向旋转,同时,反饼线圈绕线段反向大于速度a逆时针方向旋转,第一倍速度与正饼线圈绕线段的绕线速度抵消,剩余的速度用于逆时针方向绕线,从而实现正饼和反饼的同时绕线。正饼线圈绕线段和反饼线圈绕线段的长度大于等于一个线饼(正饼或反饼)的导线的长度。优选地,正饼线圈绕线段和反饼线圈绕线段的长度等于一个线饼的导线的长度。
10.优选地,反饼线圈绕线段以速度a的两倍反向缠绕在绕线模上。
11.比如说正饼线圈绕线段以速度a顺时针方向旋转,同时,反饼线圈绕线段反向以两倍速度a逆时针方向旋转,第一倍速度与正饼线圈绕线段的绕线速度抵消,剩余的一倍速度用于逆时针方向绕线,从而同时完成双饼线圈正饼和反饼线圈的一次性绕制。
12.另一方面,由于双饼线圈的形状为跑道型、圆形等。当双饼线圈为跑道型时,即绕线模的绕线部分也相应为跑道型,正饼和反饼的绕线速度一致,才能在同一个跑道型的绕线模上同时绕制正饼和反饼。
13.本发明还提供一种实现以上所述连续式饼式线圈的绕制方法的装置,包括放线机构、固定主轴箱和绕线模,绕线模安装于固定主轴箱,固定主轴箱驱动绕线模旋转将放线机构上的导线缠绕在绕线模上;还包括移动主轴箱和预绕盘,移动主轴箱驱动预绕盘环绕绕线模旋转;绕线模位于固定主轴箱和移动主轴箱之间,放线机构上缠绕有正饼线圈绕线段,预绕盘上缠绕有反饼线圈绕线段;绕线模和预绕盘同轴心、同方向旋转,并且预绕盘转速大于绕线模转速,从而实现正饼线圈绕线段以速度a缠绕在绕线模上,反饼线圈绕线段以大于速度a反向缠绕在绕线模上。
14.本发明需要注意的是:预绕盘的旋转方向与绕线模的旋转方向同方向,但是绕线方向相反。绕线模拉动正饼线圈绕线段使之缠绕在绕线模上,正饼线圈绕线段是被动绕在绕线模上的,如果绕线模是顺时针旋转,被动的正饼线圈绕线段即为逆时针绕在绕线模上。而预绕盘是将反饼线圈绕线段主动绕在绕线模上,预绕盘的转向就是反饼线圈绕线段的绕线方向,即也为顺时针方向。综上所述,虽然绕线模的旋转方向与预绕盘的旋转方向相同,但是绕线方向是相反的。从而实现了以上所述的:正饼线圈绕线段以速度a缠绕在绕线模上,反饼线圈绕线段以大于速度a反向缠绕在绕线模上,从而完成正饼和反饼的绕线。
15.绕线开始前,以正饼线圈绕线段和反饼线圈绕线段分界处为起始点,将反饼线圈绕线段弯折至正饼线圈绕线段一侧后,正饼线圈绕线段与反饼线圈绕线段在绕线模上并排
靠拢。
16.本发明由于能同时进行正饼、反饼线圈绕制,不需要使用工装进行翻边,并且双饼线圈的正饼和反饼本来就为一根完整的导线,本发明不需要人工锯断反向后再进行焊接。
17.进一步地,移动主轴箱包括驱动装置一和转盘一,驱动装置一驱动转盘一旋转,转盘一和绕线模旋转轴心重合,预绕盘安装于转盘一靠近转盘一外缘的位置。
18.绕线模和预绕盘的关系就像地球和月球的关系,绕线模自身在旋转,预绕盘围绕正在旋转的绕线模旋转。预绕盘在旋转时不能对绕线模旋转造成干扰,因此旋转半径更大,转盘一和绕线模旋转同轴心,所以,预绕盘设置于转盘一靠近外缘的位置。
19.本发明,如果转盘一与绕线模的转速相等、转向相同,那么正饼线圈绕线段顺利的绕在绕线模上;由于转盘一与绕线模速度相等,反饼线圈绕线段不会绕在绕线模上,所以说转盘一的第一倍转速与转盘一的转速抵消,大于一倍的速度才会将反饼线圈绕线段绕在绕线模上。
20.进一步地,转盘一的转速为绕线模转速的两倍。当转盘一的转速为绕线模转速的两倍时,能同时完成正饼和反饼的绕制。特别是,当双饼线圈为跑道型时,即绕线模的绕线部分也相应为跑道型,正饼和反饼的绕线速度一致,才能在同一绕线模上同时绕制正饼和反饼。由于跑道型的双饼线圈有四条直线边,如果正饼和反饼的绕线速度不一致,就不能同时在绕线模上绕制,只能分别绕制成型。
21.进一步地,固定主轴箱包括转盘二和驱动装置二,转盘二与绕线模同轴心;驱动装置二驱动绕线模旋转;转盘一和转盘二上分别固定有压轮装置,转盘一和转盘二统称为转盘;压轮装置包括压轮和安装座,压轮通过安装座安装于转盘上,压轮压在绕线模上的导线上;安装座包括压缩装置和压轮连接结构,压缩装置的一端与转盘固定,另一端与压轮连接结构连接,压轮连接结构上固定有压轮;压轮上升、下降时,压缩装置相应的压缩和复位。
22.优选地,压缩装置为弹簧。
23.压轮给导线施加压力,防止绕制的导线松散。压缩装置的伸缩使压轮随着线圈的转动或升层上下移动。由于转盘一是旋转的,在绕线时,转盘一上的压轮随着转盘一一起转动;转盘二不动时,转盘二的压轮是固定不动的。
24.进一步地,绕线前,压轮压在导线进入绕线模的切点上。
25.更进一步地,转盘上、压缩装置与压轮连接结构连接的一端处还设置有固定块,固定块中开有内孔,压轮连接结构包括导杆一,导杆一穿过固定块内孔与压缩装置端部连接,压缩装置压缩和复位时,导杆一沿着固定块内孔上下移动。
26.更进一步地,安装座还包括导轨、滑座、驱动装置三和传感器,压缩装置通过导轨及滑座与转盘固定;导轨安装于转盘上,滑座位于导轨上;驱动装置三驱动滑座沿着导轨上下移动;压缩装置压缩后,传感器得到信号,驱动装置三驱动滑座上下移动,直至压缩装置的压缩量达到设定值时,传感器的信号消失。
27.当双饼线圈为跑道型时,相应的绕线模绕线部分也为跑道型,因此在旋转时,压轮的高低起伏比较大;另一方面,双饼线圈在绕线时,导线一层一层叠加升层时,也会导致压轮上升,但是相对来说旋转时导致的压轮高低起伏幅度要大很多。压轮在最高处和最低处对导线的压力差别很大,因此设置导轨、滑座、驱动装置三和传感器,将压轮、压缩装置整体抬高或放低,保持压轮对导线的压力在一定范围内波动,避免因为双饼线圈的形状变化造
成压紧力过大或过小。压轮弹簧的压缩量由传感器传送至控制装置。
28.进一步地,传感器为接近开关。
29.进一步地,驱动装置三为电机和丝杆丝母副,电机驱动丝杆转动,滑座与丝母固定,丝杆带动滑座沿直线上下移动。
30.进一步地,固定主轴箱还包括驱动装置四,驱动装置四驱动转盘二旋转,转盘二上还固定有推板和驱动装置五,驱动装置五驱动推板移动接触导线,并给导线施加压力;驱动装置五推动推板靠近或远离线圈。
31.本发明还设置有推板,推板也对导线施加压力,使导线围绕绕线模良好定型。在开始绕线时,推板和压轮是同时压在导线上的,其中推板固定于转盘二上,为保证顺利绕线,使绕线稳定,推板要跟随绕线模旋转一定角度,因此设置驱动装置四驱动转盘二转动,使安装在转盘二上的推板能够跟随绕线模旋转,并且在这种情况下,转盘二和绕线模的转速相等。
32.更进一步地,推板的两侧还固定有导向板,导向板垂直安装于转盘二,导向板为推板的移动导向,推板包括平行设置的推板一和推板二,两侧的导向板上分别开有l型导轨,推板沿着l型导轨靠近或远离双饼线圈;推板一与驱动装置五的输出端连接,推板二与推板一在垂直于转盘二的方向活动连接;l型导轨一端与线圈垂直,称为垂直导轨;另一端为倾斜状态,称为倾斜导轨,倾斜导轨向转盘二方向倾斜。
33.推板动作原理:驱动装置五推动推板一沿着倾斜导轨移动,推板二沿着倾斜导轨逐渐从导向板中伸出,进入垂直导轨后,推板一和推板二发生相对移动,推板二进一步从导向板中伸出,对双饼线圈施加压力;推板二伸出的宽度大于等于双饼线圈的宽度。驱动装置五收缩,推板二沿着l型导轨远离双饼线圈,使推板二缩入导向板中。
34.推板结构的设置可以避免推板与导线切线方向发生干扰,推板在伸出和收缩时,轨迹是向转盘二方向弯曲的曲线,不会刮擦到导线。
35.进一步地,推板与压轮位置相差90度~180度。
36.特别对于跑道型的双饼线圈,有四条直线边,开始绕线前,压轮位于正上方,也即一条直线边的中间位置,推板安装于转盘二上,推板与压轮位置相差90度~180度,总之,就是与其他三个直线边接触。推板跟随绕线模一定角度后,比如跟随90度后,推板缩回,同时转盘二停止转动,推板停止跟随,之后绕线模每转动90度,停止,推板伸出压双饼线圈的一条直线边。
37.因为推板和正饼线圈的压轮都固定在转盘二上,因此,推板和转盘二上的压轮不会产生干涉。转盘一上的压轮在随着转盘一旋转,绕线模暂停,压板压线圈,压板压完后随即收回,转盘一旋转过程中,压轮与压板也不会发生干涉。
38.进一步地,转盘一和转盘二上的压轮连接结构包括连接座和驱动装置六;驱动装置六与转盘固定,驱动装置六的输出端与转盘垂直,驱动装置六的输出端与压轮连接,驱动压轮从转盘伸出和复位。
39.更进一步地,转盘二上的压轮与推板位置相差90度。这是因为,开始绕线时,转盘一上的压轮和转盘二上的压轮都在绕线模正上方,位置相同,两个压轮压着各自线饼的导线;转盘二带动其上的压轮与推板跟随绕线模旋转,如果压板旋转180度,转盘一的转速为绕线模转速两倍时,那么转盘一就旋转了360度,转盘一的压轮就会与推板发生碰撞,此时
转盘一上的压轮要缩回。因此,为避免这次不必要的缩回,压轮与推板位置相差90度。
40.更进一步地,转盘二使用环形拖链走线。转盘二的走线也可以使用电气滑环,但是使用电气滑环还得添加一些结构设计,使整体结构更复杂。虽然环形拖链走线受环形拖链长度的影响,旋转角度不能过大,但其实转盘二跟随走线只需要90度至180度即可。因此,优选使用环形拖链走线,使整体结构更简单,也能符合实际应用的需求。
41.压轮连接结构还包括有导杆二,导杆二穿过连接座与压轮固定,为压轮的伸出和复位导向。
42.进一步地,驱动装置五和驱动装置六为气缸。
43.进一步地,驱动装置五通过支架与转盘一固定,并且推板的两侧还固定有导向板,为推板的移动导向。
44.进一步地,放线机构上还设置有导线轮,正饼线圈绕线段经过导线轮,导线轮为正饼线圈绕线段导向。
45.更进一步地,放线机构上还设置有直线轨道,导线轮沿着直线轨道上下移动。
46.进一步地,在放线机构和绕线模之间还设置有校平校直机构,用于将导线校平校直。
47.绕线模相当于地球,在发生自转,预绕盘相当于月球,自转的同时围绕着绕线模公转。本技术中所述的预绕盘转速均是指预绕盘公转速度,预绕盘旋转方向是指公转方向。
48.本发明相对现有技术具有以下有益效果:本发明首先提供一种连续式饼式线圈的绕制方法,现有技术绕制双饼线圈不能连续、一次性完成,本发明将双饼线圈的一根整的导线分成两部分,一部分用于绕制正饼,一部分用于绕制反饼,并且两部分绕制方向相反,反饼绕制速度大于正饼绕制速度,利用绕线速度实现连续、一次性完成双饼线圈的绕制。
49.本发明还提供了一种连续式饼式线圈的绕制装置,为实现正饼和反饼的同时绕制,设置移动主轴箱和预绕盘,将反饼线圈的导线缠绕在预绕盘上,移动主轴箱带动预绕盘环绕绕线模、以大于绕线模转速的速度旋转,从而将导线反向缠绕在绕线模上,连续、高效实现了双饼线圈正饼和反饼的同时、一次性绕制。
附图说明
50.构成本技术的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:图1是双饼线圈结构示意图。
51.图2是图1c-c方向剖视图。
52.图3是连续式饼式线圈的绕制装置结构示意图(左视位立体图)。
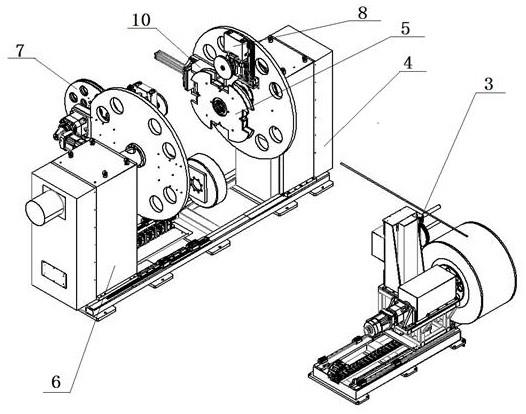
53.图4是连续式饼式线圈的绕制装置结构示意图(右视位立体图)。
54.图5是连续式饼式线圈的绕制装置结构示意图(右视图)。
55.图6是固定主轴箱和移动主轴箱结构示意图。
56.图7是转盘一和压轮装置结构局部示意图。
57.图8是转盘一、绕线模、压轮装置、推板结构示意图。
58.图9是推板结构示意图。
59.正饼线圈-1a,反饼线圈-1b,弯折段-2,放线机构-3,导线轮-31,固定主轴箱-4,转盘二-41,绕线模-5,移动主轴箱-6,转盘一-61,配重块-62,预绕盘-7,压轮装置-8,压轮-81,弹簧-82,导轨-83,滑座-84,接近开关-85,固定块-86,导杆一-87,电机-88,丝杆-89,连接座-90,驱动装置六-91,导杆二-92,推板机构-10,推板-101,推板一-101a,推板二-101b,驱动装置五-102,导向板-103,l型导轨-104,导向条-105,导向槽-106。
具体实施方式
60.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
61.实施例1如图1所示,为双饼线圈,双饼线圈虽然由两层线圈组成,但是两层线圈要求是一根整的线圈,并且两层线圈的绕向相反,一个正饼线圈1a和一个反饼线圈1b。现有技术绕制双饼线圈不能连续、一次性完成。本发明创造性的利用绕线速度实现连续、一次性完成双饼线圈的绕制。
62.一种连续式饼式线圈的绕制方法,具体如下:s1:将单根线圈分为正饼线圈绕线段和反饼线圈绕线段;s2:以正饼线圈绕线段和反饼线圈绕线段分界处为起始点,将反饼线圈绕线段弯折至正饼线圈绕线段一侧,如图2所示,2为弯折段;s3:正饼线圈绕线段以速度a缠绕在绕线模上,反饼线圈绕线段以速度a的两倍反向缠绕在绕线模上,从而同时完成正饼和反饼的绕线。
63.需要注意的是,正饼线圈绕线段的长度等于一个正饼线圈的长度,反饼线圈绕线段的长度等于一个反饼线圈的长度。正饼线圈绕线段和反饼线圈绕线段都来自于绕线机放线机构上的绕线盘,在绕制前,先从绕线盘上拉出一段导线,拉出的导线长度为反饼线圈绕线段的长度。
64.实施例2本实施例提供一种实现实施例1所述方法的连续式饼式线圈的绕制装置,用于绕制如图1所示的跑道型的双饼线圈,如图3和图4所示,包括放线机构3、固定主轴箱4和绕线模5,绕线模5安装于固定主轴箱4,固定主轴箱4驱动绕线模5旋转,放线机构3上缠绕有正饼线圈绕线段,放线机构3的放线方向与绕线模5的位置对应,进行正饼1a的绕线。
65.还包括移动主轴箱6和预绕盘7,移动主轴箱6驱动预绕盘7相对绕线模5同方向旋转;预绕盘7上缠绕有反饼线圈绕线段,进行反饼1b的绕线。
66.如图3所示,固定主轴箱4和移动主轴箱6都安装于一个机座上,固定主轴箱4与机座固定,机座上铺设有导向轨道,移动主轴箱6沿着导向轨道靠近或远离固定主轴箱4,双饼线圈绕制前,移动主轴箱6靠近固定主轴箱4,至正饼线圈绕线段和反饼线圈绕线段的线圈平行靠拢;双饼线圈绕制完成后,移动主轴箱6移开,将双饼线圈从绕线模5取出。
67.绕线时,放线机构3的放线方向和预绕盘7的放线方向平行并靠拢;以正饼线圈绕线段和反饼线圈绕线段分界处为起始点,将反饼线圈绕线段弯折至正饼线圈绕线段一侧后,正饼线圈绕线段与反饼线圈绕线段在绕线模5上并排靠拢。
68.预绕盘7的旋转方向与绕线模5的旋转方向相同,并且预绕盘7的转速为绕线模5转
速的两倍,使预绕盘7旋转的速度先抵消绕线模5旋转的速度,多余的绕线速度用于反饼1b的绕制。
69.在绕线时,导线原材料都来自放线机构3的绕线盘上,在绕线前,先拉出一段导线缠绕在预绕盘7上,即反饼线圈绕线段。反饼线圈绕线段的长度至少为一个反饼1b线圈的导线长度,为节省成本,反饼线圈绕线段的长度等于一个反饼1b线圈的导线长度,优选地,反饼线圈绕线段的长度等于一个反饼1b线圈的导线长度加上固定段的长度,其中固定段用于线圈在预绕盘上固定。正饼线圈绕线段由于直接来自于绕线盘,大于或等于一个正饼1a线圈导线的长度都可以。
70.移动主轴箱6包括驱动装置一和转盘一61,驱动装置一驱动转盘一61旋转,预绕盘7固定于转盘一61。
71.固定主轴箱4包括驱动装置四和转盘二41,驱动装置四驱动转盘二41旋转,绕线模5固定于转盘二41。转盘二使用环形拖链走线。在绕线时,转盘二跟随绕线模同向、同速度旋转90度后停止旋转。
72.绕线模5安装于转盘二41的中心位置,转盘二41、转盘一61、绕线模5、预绕盘7为同一旋转轴,预绕盘7安装于转盘一61靠近转盘一61外缘的位置;转盘二41和转盘一61的转向相同,转盘一61的转速为转盘二41转速的两倍。如图4和图6所示,由于预绕盘7安装于转盘一61靠近转盘一61外缘的位置,在转盘一61上还配重块62,用于平衡。
73.通过以上设置,本实施所述的技术方案,由于设置有预绕盘7和移动主轴箱6,移动主轴箱6带动预绕盘7的转速为固定主轴箱4带动绕线模5转速的两倍,预绕盘7的绕线速度,一倍用于与绕线模5的转速相抵消,一倍用于将预绕盘7上的导线绕制在绕线模5上,在绕制双饼线圈时,不需要中途停机翻转正饼1a线圈,提高了生产效率;更加不需要进行翻边操作,也不需要使用工装,也不用将一根完整的导线剪断进行焊接。本实施例技术方案绕制的双饼线圈是一个完整的、没有焊接的线圈,并且正饼线圈1a、反饼线圈1b一次性、同时完成绕制。
74.为保证绕制的线圈优良的质量,进一步进行以下设置:如图4所示,转盘二41和转盘一61上分别固定有压轮装置8,转盘二41和转盘一61均统称为转盘;如图7所示,压轮装置8包括压轮81和安装座,压轮81通过安装座安装于转盘上,压轮81压在导线上转;安装座包括弹簧82和压轮连接结构,压轮81固定于压轮连接结构。
75.安装座还包括导轨83、滑座84、驱动装置三和接近开关85,弹簧82的一端与滑座84固定,另一端与压轮连接结构连接,压轮连接结构上固定有压轮81;如图7所示,滑座84上安装有两个弹簧82;压轮81上升、下降时,弹簧82相应的压缩和复位。导轨83安装于转盘上,滑座84位于导轨83上;驱动装置三驱动滑座84沿着导轨83上下移动;弹簧82压缩后,传感器得到信号,驱动装置三驱动滑座84上下移动,直至弹簧82的压缩量达到设定值时,接近开关85的信号消失。
76.转盘上、弹簧82与压轮连接结构连接的一端处还设置有固定块86,固定块86中开有内孔,压轮连接结构包括导杆一87,导杆一87穿过固定块86内孔与弹簧82端部连接,弹簧82压缩和复位时,导杆一87沿着固定块86内孔上下移动。
77.驱动装置三为电机88和丝杆丝母副,电机88驱动丝杆89转动,滑座84与丝母固定,
丝杆89带动滑座84沿直线上下移动。如图7所示,转盘上安装有两个导轨83,丝杆89安装于两个导轨83之间。
78.如图1所示,为本实施例所述的双饼线圈的形状,为跑道型,绕线模5绕线部分相应的为跑道型,跑道型的绕线模5并不同于圆柱形,在绕线模5旋转时,导致压轮81的起伏较大,在这种情况下,压轮81对导线的压力变化大;如图7所示,在两个弹簧82之间安装有接近开关85,弹簧82压缩后,接近开关85得到信号,电机88驱动丝杆89带动滑座84座上下移动,直到接近开关85的信号消失,接近开关85直至弹簧82的压缩量达到设定值就会信号消失。
79.如图8所示,转盘二41上还固定有推板机构10,推板机构10包括推板101和驱动装置五102,驱动装置五102驱动推板101移动接触导线,并给导线施加压力;驱动装置五102推动推板101靠近或远离线圈;压轮连接结构还包括连接座90和驱动装置六91;驱动装置六91与转盘固定,驱动装置六91的输出端与转盘垂直,驱动装置六91的输出端与压轮81连接,驱动压轮81从转盘伸出和复位。
80.如图3所示,压轮位于正上方,推板与压轮位置相差90度,驱动装置五102驱动推板101来回移动,以保证推板101对导线的压力恒定。当压轮81遇到推板101时,驱动装置六91驱动压轮81收缩复位,待压轮81路过推板101后,驱动装置六91驱动压轮81伸出继续给导线施加压力。
81.压轮连接结构还包括有导杆二92,如图7所示,包括两根导杆二92,分别位于驱动装置六91输出端的两侧,导杆二92穿过连接座90与压轮81固定,为压轮81的伸出和复位导向。
82.驱动装置五102和驱动装置六91为气缸。
83.驱动装置五102通过支架与转盘二41固定,并且推板101的两侧还固定有导向板103,为推板101的移动导向。
84.如图9所示,推板101的两侧还固定有导向板103,为推板101的移动导向,推板101包括平行设置的推板一101a和推板二101b,两侧的导向板103上分别开有l型导轨104;l型导轨104一端与线圈垂直,称为垂直导轨;另一端为倾斜状态,称为倾斜导轨,倾斜导轨向转盘二41方向倾斜。推板二101b上固定有导向条105,导向条105长度小于等于推板二101b的宽度,推板一101a上固定有导向槽106。
85.驱动装置五102推动推板一101a沿着倾斜导轨移动,推板二101b沿着倾斜导轨逐渐从导向板103中伸出,进入垂直导轨后,推板一101a和推板二101b发生相对移动,即推板一101a的导向条105沿着导向槽106移动,推板二101b进一步从导向板103中伸出,对双饼线圈施加压力;推板二101b伸出的宽度大于等于双饼线圈的宽度。驱动装置五102收缩,推板二101b沿着l型导轨104远离双饼线圈,使推板二101b缩入导向板103中。
86.如图5所示,放线机构3上还设置有导线轮31,正饼线圈绕线段经过导线轮31,导线轮31为正饼线圈绕线段导向。
87.本实施例提供的连续式饼式线圈的绕制装置,在现有双饼线圈绕线机的基础上,加设了移动主轴箱6,更巧妙的是在移动主轴箱6的转盘一61上设置有预绕盘7,并且预绕盘7的转向与绕线模5的转向相同,绕线模5相当于地球,在发生自转,预绕盘7相当于月球,围绕着绕线模5旋转。为了同时绕制正饼1a和反饼1b,预绕盘7想要将导线绕在绕线模5上的话,首先预绕盘7的转速一定要大于绕线模5的转速,预绕盘7的速度先与绕线模5的速度抵
消,多余的速度用于将导线缠绕在绕线模5上。本实施例用于绕制跑道型双饼线圈,预绕盘7的转速为绕线模5转速的两倍,预绕盘7与绕线模5的相对速度,也为绕线模5的转速,这样就实现了正饼1a和反饼1b同时完成绕线。
88.在使用时,从放线机构的绕线盘上拉出一段导线,并将导线缠绕在预绕盘上,使预绕盘上缠绕的导线的长度等于一个反饼线圈的导线长度。在绕线前,移动移动主轴箱,使移动主轴箱靠近固定主轴箱;以正饼线圈绕线段和反饼线圈绕线段分界处为起始点,将反饼线圈绕线段弯折至正饼线圈绕线段一侧,转盘一和转盘二上的压轮位于绕线模正上方,位于导线进入绕线模的切点上。启动固定主轴箱和移动主轴箱,绕线模、转盘一、转盘二同时同向旋转,其中,转盘一的转速为绕线模转速的两倍,转盘二跟随绕线模旋转90度后停止旋转。转盘一上的压轮始终跟随转盘一旋转,转盘二上的压轮和压板都只随转盘二旋转90度。在之后的绕线过程中,绕线模每旋转90度,停止,压板伸出压一下线圈使线圈完好定型。转盘二上的压轮与压板互不干涉,转盘一上的压轮在随着转盘一旋转,绕线模暂停,压板压线圈,压板压完后随即收回,转盘一旋转过程中,压轮与压板也不会发生干涉。最终,同时完成正饼线圈和反饼线圈的同时绕制。
89.本实施例的技术方案,另一方面,可根据实际需求,转盘一和转盘二可以正转和反转,同时绕制两个正饼线圈,同时绕制两个反饼线圈,或同时绕制一个正饼线圈和一个反饼线圈。
90.以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的包含范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1