一种电力电缆的制造工艺的制作方法
1.本发明涉及电缆制造技术领域,具体为一种电力电缆的制造工艺。
背景技术:
2.国内电缆行业中均采用挤塑机对电缆线芯进行绝缘层包裹,其塑料挤出完全依靠挤塑机机头产生的压力,而绝缘层的挤出,除有机头作用的压力外,还有内包线芯的拖曳作用。在低速挤塑机上挤包时,这种拖曳作用并不明显。
3.然而,随着生产力的提升,现在电缆被拖拽的速度更加快速,达到每分钟2500m以上。因为电机不是绝对匀速转动的,受电磁及其结构的影响,会发生小幅的顿挫,在快速的拖拽下,这种小幅的顿挫被放大且传递给电缆,并在重力的作用下,使电缆发生较大幅度的上下振动和较小幅度的左右振动,尤其对自重大电力电缆,这种振动幅度更大,从而导致挤塑机机头与线芯发生较大偏移,进而造成通信电缆的绝缘层厚度不均匀,容易使电缆的绝缘层厚度不达标而导致整个电缆报废。
4.基于此,本发明设计了一种电力电缆的制造工艺,以解决上述问题。
技术实现要素:
5.本发明的目的在于提供一种电力电缆的制造工艺,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:一种电力电缆的制造工艺,该制造工艺包括以下步骤:步骤一:防线轮放电力电缆线芯,线芯依次通过张力轮和预热器进入挤塑机模具内,挤塑机对线芯挤塑包裹绝缘层;步骤二:经过步骤一初步成形的电力电缆线芯进入冷却水槽,进行冷却定型;步骤三:电缆定型后通过计水器进入到牵引稳定装置,牵引稳定装置能够阻止快速且不是绝对匀速转动的牵引轮的波动向挤塑机机头传递;步骤四:电缆通过牵引稳定装置后被牵引轮拖拽,牵引轮在牵引稳定装置辅助下能够对电缆进行快速牵引,且能够保证电缆被稳定且快速地被拖拽;步骤五:最后电缆通过排线架被均匀地收卷在收线轮上;其中步骤一、步骤二、步骤三、步骤四和步骤五中的牵引稳定装置包括安装座,所述安装座固定连接有第一电机,所述第一电机的输出端固定连接有第一丝杆,所述第一丝杆与安装座转动连接,所述第一丝杆螺纹连接有滑座,所述滑座与安装座滑动连接,所述滑座固定连接有两个左右分布的支撑杆,两个所述支撑杆之间转动连接有卷轮,所述卷轮外侧绕设有电力电缆,所述卷轮转动轴的左右两端均固定连接有扩轮,所述扩轮外壁固定连接有呈圆周阵列分布的第一单向齿牙和第二单向齿牙,所述第一单向齿牙和第二单向齿牙的分布密度和尺寸均相同,所述第一单向齿牙和第二单向齿牙相错设置。
7.所述第一单向齿牙、第二单向齿牙与支撑杆之间均设置有卡锁机构,所述卡锁机
构两个所述支撑杆之间设有位于卷轮下方的双向电缆张拉导向机构,所述双向电缆张拉导向机构能够调节自身高度。
8.作为本发明的进一步方案,所述卡锁机构包括位于扩轮上方的第一滑杆,所述第一滑杆与相邻的支撑杆滑动连接,所述第一滑杆底端固定连接有压板,所述第一滑杆外侧在压板与支撑杆之间套设有第一弹簧,所述压板底端固定连接有若干个等距分布的单向止停齿牙,所述单向止停齿牙能够卡锁第一单向齿牙和第二单向齿牙,四个所述卡锁机构中的单向止停齿牙呈对齐设置。
9.作为本发明的进一步方案,所述双向电缆张拉机构包括升降架,所述升降架在垂直方向上与两个升降架共同滑动连接,且升降架位于卷轮正下方,所述升降架与滑座之间设有用于驱动升降架进行上下滑动的驱动机构,所述升降架前后均设有张拉导向轮,所述张拉导向轮转动轴的两端均转动连接有滑块,两个所述滑块均与升降架滑动连接,所述滑块远离支撑杆的一侧均固定连接有第二弹簧,所述第二弹簧远离滑块的一端均与升降架固定连接。
10.作为本发明的进一步方案,所述驱动机构包括竖向的第二电机,所述第二电机与滑座固定连接,所述第二电机顶部的输出端固定连接有第二丝杆,所述第二丝杆与支撑杆转动连接,所述第二丝杆与升降架螺纹连接。
11.作为本发明的进一步方案,两个所述支撑杆与卷轮之间设置有双向电缆挤压定位机构,所述双向电缆挤压定位机构包括两个分别位于卷轮前后两侧的第二滑杆,所述第二滑杆中部滑动连接有连接杆,所述连接杆与支撑杆固定连接,所述第二滑杆远离卷轮的一端与连接杆之间固定连接有第三弹簧,所述第二滑杆靠近卷轮的一端固定连接有轮架,所述轮架内侧转动连接有定位挤压轮,前后两个所述定位挤压轮分别朝向卷轮圆周壁的两端。
12.作为本发明的进一步方案,所述连接杆靠近轮架的一侧固定连接有卡扣,所述轮架靠近连接杆的一侧固定连接有卡槽,所述卡扣能够与卡槽卡接。
13.作为本发明的进一步方案,所述卷轮轮缘上固定连接有若干个呈圆周阵列分布的防滑条纹。
14.作为本发明的进一步方案,所述第一电机的型号为y315m-2,所述第二电机的型号为y225m-2。
15.与现有技术相比,本发明的有益效果是:1. 本发明能够通过双向电缆张拉导向机构自动双向张紧其两端的电缆,使电缆相对绷紧,从而大大降低电缆因快速转动的牵引轮的顿挫而下垂的幅度;能够通过卡锁机构自动卡锁住正好位于其卡锁位置的第一单向齿牙或第二单向齿牙,从而止住扩轮逆时针转动的趋势,进而止住电缆因快速转动的牵引轮的顿挫而回拉的趋势,通过上述二者的配合,大大降低了挤塑机机头处电缆的上下振动幅度,从而使电缆绝缘层厚度相对均匀,避免了绝缘层厚度不达标而导致整个电缆报废的状况发生。
16.2. 本发明能够通过第一单向齿牙或第二单向齿牙相错的设置,以及两侧扩轮上的第一单向齿牙、第二单向齿牙进一步相错的设置,能够将扩轮停转时最大回转幅度降低四倍,从而大大降低电缆因快速牵引时的顿挫而发生的回拉幅度,且扩轮巨大直径的设置,能进一步降低电缆回拉幅度,进而保证了电缆绝缘层厚度的均匀度。
附图说明
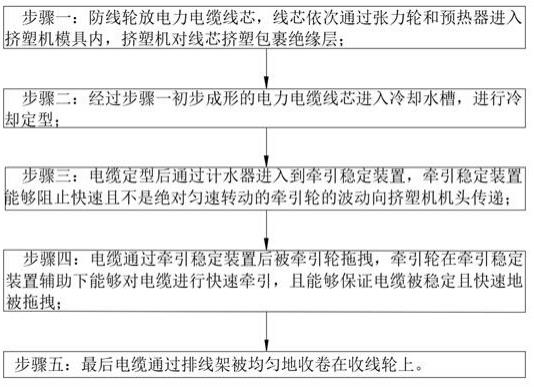
17.图1为本发明的制造工艺流程图;图2为本发明总体结构前侧视角结构示意图;图3为图2中a处的局部放大图;图4为本发明总体结构右侧视角结构示意图;图5为图4中b处的局部放大图;图6为图4中c处的局部放大图;图7为双向电缆张拉导向机构俯视角结构示意图;图8为双向电缆挤压定位机构俯视角结构示意图。
18.附图中,各标号所代表的部件列表如下:1、安装座;2、第一电机;3、第一丝杆;4、滑座;5、支撑杆;6、卷轮;7、扩轮;8、第一单向齿牙;9、第二单向齿牙;10、第一滑杆;11、防滑条纹;12、压板;13、第一弹簧;14、单向止停齿牙;15、升降架;16、张拉导向轮;17、滑块;18、第二弹簧;19、第二电机;20、第二丝杆;21、第二滑杆;22、连接杆;23、第三弹簧;24、轮架;25、定位挤压轮;26、卡扣;27、卡槽。
具体实施方式
19.请参阅图1-6,本发明提供一种技术方案:一种电力电缆的制造工艺,该工艺包括以下步骤:步骤一:防线轮放电力电缆线芯,线芯依次通过张力轮和预热器进入挤塑机模具内,挤塑机对线芯挤塑包裹绝缘层;步骤二:经过步骤一初步成形的电力电缆线芯进入冷却水槽,进行冷却定型;步骤三:电缆定型后通过计水器进入到牵引稳定装置,牵引稳定装置能够阻止快速且不是绝对匀速转动的牵引轮的波动向挤塑机机头传递;步骤四:电缆通过牵引稳定装置后被牵引轮拖拽,牵引轮在牵引稳定装置辅助下能够对电缆进行快速牵引,且能够保证电缆被稳定且快速地被拖拽;步骤五:最后电缆通过排线架被均匀地收卷在收线轮上;其中步骤一、步骤二、步骤三、步骤四和步骤五中的牵引稳定装置包括安装座1,所述安装座1固定连接有第一电机2,所述第一电机2的输出端固定连接有第一丝杆3,所述第一丝杆3与安装座1转动连接,所述第一丝杆3螺纹连接有滑座4,所述滑座4与安装座1滑动连接,所述滑座4固定连接有两个左右分布的支撑杆5,两个所述支撑杆5之间转动连接有卷轮6,所述卷轮6外侧绕设有电力电缆,所述卷轮6转动轴的左右两端均固定连接有扩轮7,所述扩轮7外壁固定连接有呈圆周阵列分布的第一单向齿牙8和第二单向齿牙9,所述第一单向齿牙8和第二单向齿牙9的分布密度和尺寸均相同,所述第一单向齿牙8和第二单向齿牙9相错设置。
20.所述第一单向齿牙8、第二单向齿牙9与支撑杆5之间均设置有卡锁机构,所述卡锁机构两个所述支撑杆5之间设有位于卷轮6下方的双向电缆张拉导向机构,所述双向电缆张拉导向机构能够调节自身高度。
21.上述方案在投入实际使用时,如图1所示,在电力电缆的线芯通过挤塑机挤塑包裹绝缘层时,先将该装置安装在挤塑流水线中的冷却水槽之后、牵引轮之前,安装好后,调节
双向电缆张拉导向机构至合适高度;经过冷却定型的电缆先绕过双向电缆张拉导向机构前端部的下侧,再在卷轮6外侧顺时针环绕一圈,接着绕过双向电缆张拉导向机构后端部的下侧,然后通过牵引轮快速拖拽,最后通过排线架被均匀地收卷在收线轮上;因为快速地拖拽,强劲的拖拽力使电缆处于绷紧状态,当牵引轮因为其驱动电机不是绝对均匀转动而发生微小顿挫时,电缆由绷紧状态转为相对松弛的状态,从而使电缆有下垂的趋势,并使电缆靠近牵引轮的一端有回拉的趋势,这时,双向电缆张拉导向机构自动双向张紧其两端的电缆,使电缆相对绷紧,从而大大降低电缆下垂的幅度;而电缆靠近牵引轮的一端的回拉趋势使卷轮6有逆时针转动的趋势,从而使扩轮7有逆时针转动的趋势,这时,卡锁机构自动卡锁住正好位于其卡锁位置的第一单向齿牙8或第二单向齿牙9,从而止住扩轮7逆时针转动的趋势,进而止住电缆回拉的趋势,通过上述二者的配合,大大降低了挤塑机机头处电缆的上下振动幅度,从而使电缆绝缘层厚度相对均匀,避免了绝缘层厚度不达标而导致整个电缆报废的状况发生。
22.作为本发明的进一步方案,所述卡锁机构包括位于扩轮7上方的第一滑杆10,所述第一滑杆10与相邻的支撑杆5滑动连接,所述第一滑杆10底端固定连接有压板12,所述第一滑杆10外侧在压板12与支撑杆5之间套设有第一弹簧13,所述压板12底端固定连接有若干个等距分布的单向止停齿牙14,所述单向止停齿牙14能够卡锁第一单向齿牙8和第二单向齿牙9,四个所述卡锁机构中的单向止停齿牙14呈对齐设置。
23.上述方案在投入实际使用时,扩轮7停转时会因结构间隙而逆转一定幅度,逆转的最大幅度为相邻第一单向齿牙8或第二单向齿牙9的间隙距离,如图4所示,因为第一单向齿牙8和第二单向齿牙9呈相错设置,两侧扩轮7上的第一单向齿牙8、第二单向齿牙9再度呈相错的设置,而四个压板12上的单向止停齿牙14呈对齐设置,这样,在卡锁时,其中一个最深入第一单向齿牙8或第二单向齿牙9间隙单向止停齿牙14,先卡锁住扩轮7,从而使扩轮7停转,并使扩轮7逆转的最大幅度下降四倍,进而降低电缆回拉幅度,且扩轮7巨大直径的设置,能进一步降低电缆回拉幅度。
24.作为本发明的进一步方案,所述双向电缆张拉机构包括升降架15,所述升降架15在垂直方向上与两个升降架15共同滑动连接,且升降架15位于卷轮6正下方,所述升降架15与滑座4之间设有用于驱动升降架15进行上下滑动的驱动机构,所述升降架15前后均设有张拉导向轮16,所述张拉导向轮16转动轴的两端均转动连接有滑块17,两个所述滑块17均与升降架15滑动连接,所述滑块17远离支撑杆5的一侧均固定连接有第二弹簧18,所述第二弹簧18远离滑块17的一端均与升降架15固定连接。
25.上述方案在投入实际使用时,当电缆产生下垂趋势时,在第二弹簧18弹力的作用先,前后两端的滑块17相向滑动,从而使前后两端的张拉导向轮16相向挤压电缆,使电缆绷紧,进而大大减缓电缆下垂的幅度,避免挤塑机机头处的电缆发生过多大的上下振动,保证了电缆绝缘层厚度的均匀度。
26.作为本发明的进一步方案,所述驱动机构包括竖向的第二电机19,所述第二电机19与滑座4固定连接,所述第二电机19顶部的输出端固定连接有第二丝杆20,所述第二丝杆20与支撑杆5转动连接,所述第二丝杆20与升降架15螺纹连接;工作中,第二电机19带动第二丝杆20转动,第二丝杆20通过螺纹结构的传动作用带动升降架15沿着支撑杆5进行上下滑动,从而实现调节张拉导向轮16的高度,能够使张拉导向轮16底部的高度与被拖拽的电
缆的上侧高度一致。
27.作为本发明的进一步方案,两个所述支撑杆5与卷轮6之间设置有双向电缆挤压定位机构,所述双向电缆挤压定位机构包括两个分别位于卷轮6前后两侧的第二滑杆21,所述第二滑杆21中部滑动连接有连接杆22,所述连接杆22与支撑杆5固定连接,所述第二滑杆21远离卷轮6的一端与连接杆22之间固定连接有第三弹簧23,所述第二滑杆21靠近卷轮6的一端固定连接有轮架24,所述轮架24内侧转动连接有定位挤压轮25,前后两个所述定位挤压轮25分别朝向卷轮6圆周壁的两端。
28.上述方案在投入实际使用时,在电缆顺时针环绕卷轮6一圈后,在第三弹簧23的弹力作用下,使前端的定位挤压轮25压紧电缆环绕卷轮6的初始位置,并使后端的压紧电缆环绕卷轮6的最终位置,通过两个定位挤压轮25的挤压,能够防止电缆与卷轮6发生滑脱,避免影响该装置稳定电缆的效果,且能够起到对电缆限位的作用,防止环绕在卷轮6上的电缆发生相互搭接的现象,发生搭接会减小电缆与卷轮6的接触面积,降低了卷轮6对电缆的摩擦力。
29.作为本发明的进一步方案,所述连接杆22靠近轮架24的一侧固定连接有卡扣26,所述轮架24靠近连接杆22的一侧固定连接有卡槽27,所述卡扣26能够与卡槽27卡接;工作中,在电缆环绕卷轮6之前,先使定位挤压轮25远离卷轮6,并通过卡扣26与卡槽27的卡接使定位挤压轮25固定住,以便于进行将电缆环绕卷轮6的操作。
30.作为本发明的进一步方案,所述卷轮6轮缘上固定连接有若干个呈圆周阵列分布的防滑条纹11;工作中,通过防滑条纹11的设置,能够提高了卷轮6对电缆的摩擦力。
31.作为本发明的进一步方案,所述第一电机2的型号为y315m-2,所述第二电机19的型号为y225m-2。
32.工作原理:如图1所示,在电力电缆的线芯通过挤塑机挤塑包裹绝缘层时,先将该装置安装在挤塑流水线中的冷却水槽之后、牵引轮之前,安装好后,调节双向电缆张拉导向机构至合适高度;经过冷却定型的电缆先绕过双向电缆张拉导向机构前端部的下侧,再在卷轮6外侧顺时针环绕一圈,接着绕过双向电缆张拉导向机构后端部的下侧,然后通过牵引轮快速拖拽,最后通过排线架被均匀地收卷在收线轮上;因为快速地拖拽,强劲的拖拽力使电缆处于绷紧状态,当牵引轮因为其驱动电机不是绝对均匀转动而发生微小顿挫时,电缆由绷紧状态转为相对松弛的状态,从而使电缆有下垂的趋势,并使电缆靠近牵引轮的一端有回拉的趋势,这时,双向电缆张拉导向机构自动双向张紧其两端的电缆,使电缆相对绷紧,从而大大降低电缆下垂的幅度;而电缆靠近牵引轮的一端的回拉趋势使卷轮6有逆时针转动的趋势,从而使扩轮7有逆时针转动的趋势,这时,卡锁机构自动卡锁住正好位于其卡锁位置的第一单向齿牙8或第二单向齿牙9,从而止住扩轮7逆时针转动的趋势,进而止住电缆回拉的趋势,通过上述二者的配合,大大降低了挤塑机机头处电缆的上下振动幅度,从而使电缆绝缘层厚度相对均匀,避免了绝缘层厚度不达标而导致整个电缆报废的状况发生。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1