一种锂离子电池的可控补锂方法与流程
1.本发明涉及锂离子电池制造技术领域,具体涉及一种锂离子电池的可控补锂方法。
背景技术:
2.锂离子电池以其特有的优势,在新能源领域得以广泛应用,随着新能源汽车的发展,对锂电池的要求越来越高,尤其是循环寿命及能量密度。为了解决锂离子电池能量密度的问题,人们研究了预锂化技术。通过预锂化对电极材料进行补锂,抵消形成sei膜造成的不可逆锂损耗,以提高电池的总容量和能量密度;常用的补锂方式有负极补锂和正极补锂。
3.负极补锂采用锂箔补锂、锂粉补锂等,正极补锂是在正极合浆过程中添加少量高容量材料,在充电过程中,li+从高容量材料中脱出,补充首次充放电的不可逆容量损失。目前,作为正极补锂添加剂的材料主要有:富锂化合物、基于转化反应的纳米复合材料和二元锂化合物等。
4.不管正极补锂还是负极补锂都是与原极片复合在一起,这样补锂后就会破坏原锂离子电池相应极片微管结构;此类补锂技术的锂释放是一次性,且是在初始的充放电状态下完成的,所以此类补锂技术也仅仅解决了锂离子电池的能量密度问题,对于锂电池的寿命改善较小,也许没有提高寿命,反而加速了锂离子电池的衰减,造成寿命短,且目前的补锂方法补锂一直在进行,补锂速度不可控,也会使电池寿命缩短。
技术实现要素:
5.本发明的目的在于克服上述不足,提供了一种锂离子电池的可控补锂方法,不但可以提高锂离子电池的能量密度还可以提高锂离子电池的寿命,可以根据需要随时开启补锂,电池不使用时也可以不补锂,况且可以根据不同的补锂速度要求进行补锂。
6.本发明的目的是这样实现的:一种锂离子电池的可控补锂方法,包括以下步骤:1.芯包烘烤:通过控制一定的温度及负压,将锂离子电池的芯包中的水分烘出;2.引线焊接:锂离子电池盖板装配导通钉,选择合适的导通电阻,导通电阻通过第二引线分别与导通钉、盖板的极柱焊接;3.芯包焊接:将锂离子电池的芯包与步骤2后的盖板正、负极汇流排焊接;4.补锂盒装配:氩气氛围内,在补锂锂箔作为基材的金属片上焊接第一引线,将补锂锂箔封装在绝缘槽内,采用微孔隔离膜将绝缘槽包裹,补锂盒制作完成,补锂锂箔的第一引线伸出补锂盒,第一引线连接导通钉;5.电池装配:补锂盒用胶带固定在电池芯包的下表面或侧面,使补锂盒的开口面紧贴电池芯包下表面或侧面,再采用绝缘麦拉膜将芯包与补锂盒包裹在一起,而后入壳;6.封口:将步骤5装配完的电池,采用激光焊接的方式将盖与壳体焊接在一起,并在盖板的注液口处塞上化成钉。
7.优选的,正极补锂时,所述导通电阻的阻值等于正极与补锂盒组成锂电池的电压除以补锂速度,负极补锂时,所述导通电阻的阻值等于负极与补锂盒组成锂电池的电压除以补锂速度。
8.优选的,只对电池芯包的负极补锂时,补锂盒、导通钉、导通电阻和负极柱依次连接;只对电池芯包的正极补锂时,补锂盒、导通钉、导通电阻和正极柱依次连接;当需要对电池芯包正极和负极同时补锂时,则需要设置两个补锂盒,每个补锂盒配有导通电阻和导通钉。
9.优选的,所述导通钉贯穿盖板,所述盖板对应导通钉设有贯穿孔,所述贯穿孔为台阶孔,所述导通钉与贯穿孔内壁间通过填充绝缘粘结剂或通过注塑密封。
10.优选的,当电池芯包由正极片、隔膜、负极片通过卷绕工艺卷绕而成时,补锂盒设置在电池芯包的下表面;当电池芯包由正极片、隔膜、负极片通过叠片工艺叠合而成时,补锂盒设置在电池芯包的侧面。
11.优选的,所述补锂锂箔在作为基材的金属片至少一面复合锂片,金属片为铝片或铜片。
12.优选的,导通电阻的两端分别焊接在导通钉与相应极柱的焊接平台上;当不需要补锂,将电阻的一端或两端断开;当需要调节补锂速度,将对应的电阻替换上。
13.本发明的有益效果是:本发明不改变原极片的成分与结构,在导通钉与相应极柱间接通一定阻值的导通电阻,补锂盒就与锂离子电池的相应极片组成了一个在放电的锂电池,其源源不断的给锂离子电池的相应极片补充锂源;如果不需要补锂,切断导通电阻即可,如果需要提高或减慢补锂速度,只需要调换对应的导通电阻即可;可以根据需要随时开启补锂及调节补锂速度,不仅提高了锂离子电池的能量密度,而且提高锂离子电池的寿命。
附图说明
14.图1为本发明正极补锂的结构示意图(补锂盒在电池芯包下方)。
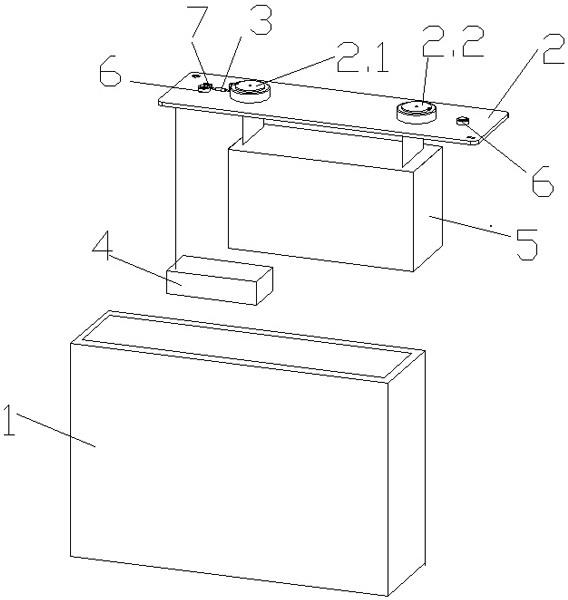
15.图2为入壳前的装配示意图。
16.图3为补锂盒的外形结构示意图。
17.图4为补锂盒内部结构示意图。
18.图5为补锂锂箔的结构示意图。
19.图6为补锂锂箔与第一引线的连接关系示意图。
20.图7为绝缘槽的结构示意图。
21.图8为本发明负极补锂的结构示意图(补锂盒在电池芯包下方)。
22.图9为本发明正负极同时补锂的结构示意图(补锂盒在电池芯包下方)。
23.其中:电池壳体1;盖板2;正极柱2.1;负极柱2.2;导通电阻3;补锂盒4;补锂盒4;补锂锂箔4.1;金属片4.1.1;补锂锂箔焊接引脚4.1.1.1;锂片4.1.2;绝缘槽4.2;卡块4.2.1;第一引线4.3;ec液4.4;微孔绝缘膜4.5;电池芯包5;导通钉6;第二引线7。
具体实施方式
24.参见图1-9,本发明涉及一种锂离子电池的可控补锂装置,包括电池壳体1和盖板
2,所说盖板2焊接在电池壳体1上,所述盖板2设有正极柱2.1和负极柱2.2,所述盖板2外设有导通电阻3,所述电池壳体1内设有补锂盒4和电池芯包5,所述补锂盒4设置在电池芯包5的侧面或底面,所述补锂盒4内封装有补锂锂箔4.1,补锂锂箔4.1的第一引线4.3伸出补锂盒4。
25.所述导通电阻3一端连接正极柱2.1或负极柱2.2,另一端连接导通钉6,所述导通钉6贯穿盖板2,所述盖板2对应导通钉6设有贯穿孔,所述贯穿孔为台阶孔,所述导通钉6与贯穿孔内壁间通过填充绝缘粘结剂或通过注塑密封。
26.每个极柱上设有导电平台,所述导电平台与导通电阻焊接或插接。
27.所述贯穿孔需要粗化处理,所述粗化处理采用电化学微弧氧化处理或酸性、碱性溶液腐蚀处理等。
28.所述导通钉6顶面和底面均设有焊接平台,位于顶面的焊接平台通过第二引线与导通电阻连通,位于底面的焊接平台与第一引线4.3焊接。
29.导通钉为铜铝合金或者铝合金,导通钉的材质与补锂锂箔作为基材的金属片一致。
30.补锂锂箔作为基材的金属片,根据材料的特性:负极补锂:石墨类负极、硅负极选择铜,钛酸锂负极选择铝,正极补锂:磷酸铁锂正极可以选择铜,也可以选择铝,其它正极选择铝。
31.锂箔基体选择铜的,导通钉都需要用铜铝复合材质。
32.如果锂箔基体为铝,则使用铝合金材质的导通钉。
33.所述导通钉除顶面及底面焊接平台外,均需粗化处理,方便导通钉与盖板进行粘接或注塑密封。
34.所述第一引线4.3从补锂盒4伸出后连接导通钉6的底面焊接平台。
35.负极补锂时,补锂盒4采用铜锂复合的补锂锂箔,正极补锂时,补锂盒采用铝锂复合的补锂锂箔。
36.所述第一引线4.3连通补锂盒4和导通钉6,第一引线的材质与补锂盒内的补锂锂箔作为基材的金属片相匹配,负极补锂时,第一引线材质可以为铜、镍、铜合金或镍合金,优选为铜;正极补锂时,第一引线材质可以为铝或铝合金。
37.所述第一引线4.3外表面覆有绝缘膜,绝缘膜材质为耐电解液腐蚀且绝缘,绝缘膜的材质可以是pp、pe、ptfe、pvdf等,优选pp材质。
38.所述导通电阻6一端通过第二引线7连接导通钉6,另一端通过第二引线7连接盖板相应的极柱。
39.只对电池芯包的负极补锂时,补锂盒4、导通钉5、导通电阻3和负极柱2.2依次连接;只对电池芯包的正极补锂时,补锂盒4、导通钉5、导通电阻3和正极柱2.1依次连接;当需要对电池芯包正极和负极同时补锂时,则需要设置两个补锂盒,每个补锂盒配有导通电阻和导通钉。
40.当电池芯包由正极片、隔膜、负极片通过卷绕工艺卷绕而成时,补锂盒设置在电池芯包的下表面;当电池芯包由正极片、隔膜、负极片通过叠片工艺叠合而成时,补锂盒设置在电池芯包的侧面。
41.所述导通电阻3为金属薄膜电阻、碳膜电阻等。
42.所述补锂盒安装在电池芯包的下表面时,补锂盒通过电池芯包的外绝缘包覆膜与电池芯包固定在一起,或者补锂盒直接放置于电池壳体底部。
43.所述补锂盒4包括补锂锂箔4.1和绝缘槽4.2,所述补锂锂箔在作为基材的金属片至少一面复合锂片,金属片为铝片或铜片,所述金属片4.1.1裸露的头部向上弯折形成补锂锂箔焊接引脚4.1.1.1;补锂锂箔焊接引脚4.1.1.1连接第一引线4.3;所述绝缘槽4.2顶面开口,补锂锂箔4.1通过卡块4.2.1限位在绝缘槽4.2内,绝缘槽4.2内注有ec液4.4,补锂锂箔4.1浸没在ec液4.4中,第一引线4.3伸出绝缘槽4.2,所述绝缘槽4.2开口面包覆有微孔绝缘膜4.5。
44.所述绝缘槽为耐电解液腐蚀的绝缘材质,材质为pp、pe或ptfe等,所述绝缘槽为一面开口的长方体外壳,所述绝缘槽侧壁对应补锂锂箔设有卡块,防止补锂锂箔脱落出绝缘槽。
45.补锂锂箔根据补锂量的需要及锂片的厚度,可以选择单面复锂或双面复锂。
46.一种锂离子电池的可控补锂方法:包括以下步骤:1.芯包烘烤:通过控制一定的温度及负压,将锂离子电池的芯包中的水分烘出。
47.2.引线焊接:锂离子电池盖板装配导通钉,选择合适的导通电阻,导通电阻通过第二引线分别与导通钉、盖板的极柱焊接。
48.3.芯包焊接:将锂离子电池的芯包与步骤2后的盖板正、负极汇流排焊接。
49.4.补锂盒装配:氩气氛围内,在补锂锂箔作为基材的金属片上焊接第一引线,将补锂锂箔封装在绝缘槽内,采用微孔隔离膜将绝缘槽包裹,补锂盒制作完成,补锂锂箔的第一引线伸出补锂盒,第一引线连接导通钉;5.电池装配:补锂盒用胶带固定在电池芯包的下表面或侧面,使补锂盒的开口面紧贴电池芯包下表面或侧面,再采用绝缘麦拉膜将芯包与补锂盒包裹在一起,而后入壳;6.封口:将步骤5装配完的电池,采用激光焊接的方式将盖与壳体焊接在一起,并在盖板的注液口处塞上化成钉。
50.正极补锂时,所述导通电阻的阻值等于正极与补锂盒组成锂电池的电压除以补锂速度,负极补锂时,所述导通电阻的阻值等于负极与补锂盒组成锂电池的电压除以补锂速度。
51.为了便于理解,通过实施例1-3对正极补锂进行展开说明,实施例4-6对负极补锂进行展开说明。
52.实施例1280ah储能用以石墨为负极,磷酸铁锂为正极的71173205方形铝壳锂离子电池补锂实施方案如下:该正极锂离子电池装配如下:1.芯包烘烤:通过控制一定的温度及负压,将锂离子电池的芯包中的水分烘出。
53.2.引线焊接:锂离子电池盖板装配导通钉,导通电阻通过第二引线分别与导通钉、盖板的正极柱焊接。
54.3.芯包焊接:将锂离子电池的芯包与步骤2后的盖板正、负极汇流排焊接。
55.4.补锂盒装配:氩气氛围内,在补锂锂箔作为基材的金属片上焊接第一引线,将补锂锂箔封装在绝缘槽内,采用微孔隔离膜将绝缘槽包裹,补锂盒制作完成,补锂锂箔的第一
引线伸出补锂盒,第一引线连接导通钉;5.电池装配:补锂盒用胶带固定在电池芯包的下表面或侧面,使补锂盒的开口面紧贴电池芯包下表面或侧面,再采用绝缘麦拉膜将芯包与补锂盒包裹在一起,而后入壳;6.封口:将步骤5装配完的电池,采用激光焊接的方式将盖与壳体焊接在一起,并在盖板的注液口处塞上化成钉。
56.假设,要求每年为正极补锂2ah,这调节补锂电阻阻值r等于正极与补锂盒组成锂电池的电压除以补锂速度,r=3.4v/(2ah/年)=14892ω。将所选择电阻的两端分别焊接在导通钉与正极柱的焊接平台上。如果不需要补锂,将电阻的一端或两端断开即可,如果需要调节补锂速度,将对应的电阻替换上即可。
57.实施例250ah动力用以石墨为负极,镍钴锰三元复合氧化物为正极的2714897方形铝壳锂离子电池补锂实施方案如下:该正极锂离子电池装配方式与实施例1相同。
58.假设,要求每年为正极补锂1ah,这调节补锂电阻阻值r等于正极与补锂盒组成锂电池的电压除以补锂速度,r=3.7v/(1ah/年)=32412ω。将所选择电阻的两端分别焊接在导通钉与正极柱的焊接平台上。如果不需要补锂,将电阻的一端或两端断开即可,如果需要调节补锂速度,将对应的电阻替换上即可。
59.实施例370ah动力用以石墨为负极,尖晶石锰酸锂为5218497正极的方形铝壳锂离子电池补锂实施方案如下:该正极锂离子电池装配与实施例1相同。
60.假设,要求每年为正极补锂1.5ah,这调节补锂电阻阻值r等于正极与补锂盒组成锂电池的电压除以补锂速度,r=4.1v/(1.5ah/年)=23944ω。将所选择电阻的两端分别焊接在补锂调节模块与正极柱的焊接平台上。如果不需要补锂,将电阻的一端或两端断开即可,如果需要调节补锂速度,将对应的电阻替换上即可。
61.实施例4280ah储能用以石墨为负极,磷酸铁锂为正极的71173205方形铝壳锂离子电池补锂实施方案如下:该锂离子电池装配如下:1.芯包烘烤:通过控制一定的温度及负压,将锂离子电池的芯包中的水分烘出。
62.2.引线焊接:锂离子电池盖板装配导通钉,导通电阻通过第二引线分别与导通钉、盖板的负极柱焊接。
63.3.芯包焊接:将锂离子电池的芯包与步骤2后的盖板正、负极汇流排焊接。
64.4.补锂盒装配:氩气氛围内,在补锂锂箔作为基材的金属片上焊接第一引线,将补锂锂箔封装在绝缘槽内,采用微孔隔离膜将绝缘槽包裹,补锂盒制作完成,补锂锂箔的第一引线伸出补锂盒,第一引线连接导通钉;5.电池装配:补锂盒用胶带固定在电池芯包的下表面或侧面,使补锂盒的开口面紧贴电池芯包下表面或侧面,再采用绝缘麦拉膜将芯包与补锂盒包裹在一起,而后入壳;6.封口:将步骤5装配完的电池,采用激光焊接的方式将盖与壳体焊接在一起,并
在盖板的注液口处塞上化成钉。
65.以下步骤同非补锂锂离子电池的制造方法。
66.假设,要求每年为负极补锂2ah,这调节补锂电阻阻值r等于负极与补锂盒组成锂电池的电压以补锂速度,r=0.4v/(2ah/年)1752ω。将所选择电阻的两端分别焊接在导通钉与负极柱的焊接平台上。如果不需要补锂,将电阻的一端或两端断开即可,如果需要调节补锂速度,将对应的电阻替换上即可。
67.实施例5 30ah动力用以钛酸锂为负极,镍钴锰三元复合氧化物为正极的2714897方形铝壳锂离子电池补锂实施方案如下:该锂离子电池装配与实施例4相同。
68.假设,要求每年为负极补锂1.5ah,这调节补锂电阻阻值r等于负极与补锂盒组成锂电池的电压除以补锂速度,r=1.5v/(1.5ah/年)=8760ω。将所选择电阻的两端分别焊接在导通钉与负极柱的焊接平台上。如果不需要补锂,将电阻的一端或两端断开即可,如果需要调节补锂速度,将对应的电阻替换上即可。
69.实施例6120ah动力用以硅碳为负极,镍钴锰三元复合氧化物为5218497正极的方形铝壳锂离子电池补锂实施方案如下:该锂离子电池装配与实施例4相同。
70.假设,要求每年为负极补锂2.5ah,这调节补锂电阻阻值r等于负极与补锂盒组成锂电池的电压除以补锂速度,r=0.6v/(2.5ah/年)=2102ω。将所选择电阻的两端分别焊接在导通钉与负极柱的焊接平台上。如果不需要补锂,将电阻的一端或两端断开即可,如果需要调节补锂速度,将对应的电阻替换上即可。
71.除上述实施例外,本发明还包括有其他实施方式,凡采用等同变换或者等效替换方式形成的技术方案,均应落入本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1