一种高频电子变压器自动化加工设备的制作方法
1.本发明涉及电子器件加工领域,具体涉及一种高频电子变压器自动化加工设备。
背景技术:
2.在变压器部分绕组电位梯度很大的区域设置铜箔,以均衡该区域的电位梯度,减少由于电位梯度太大而导致绝缘击穿的问题。
3.现有的变压器的包铜箔装置,通常利用气缸驱动夹爪气缸夹紧铜箔,并将铜箔拉至变压器,之后变压器旋转实现包铜箔,之后再将变压器取下传输到胶带缠绕的工位上进行胶带的缠绕。
4.该加工方式有诸多不便:
5.1.在夹爪工作时,气缸需要停顿,才能进行夹紧,工作过程不连续,铜箔切断时同样也需要气缸送料动作,才能进行切断,工作过程也会出现不连续的情况增加了加工周期;
6.2.变压器输送时,由于铜箔只是简单地缠绕到变压器上,铜箔的末端并没有进行固定,所以在转运时部分铜箔会与输送结构发生碰撞,出现铜箔松散的情况,导致下道工序中胶带不易缠绕。
7.3.有的则额外设置一台铜箔自动贴胶机,提前将铜箔贴胶、裁切后,搬送至变压器的包铜箔工位,这导致铜箔包裹变压器时,铜箔不能连续贴胶上料、导致生产效率低下。
8.4.其次,铜箔在切割时,因为两个刀片错开切割,容易出现铜箔被切割的一端向下或向下弯曲的情况,这就使得铜箔的弯曲端部在包在变压器上时,导致铜箔包裹不严实,向上弯曲的端部会划开后续包裹的胶带,而向下弯曲的端部则会刮伤线圈,从而导致变压器在使用时出现漏电短路等现象。
技术实现要素:
9.本发明的目的在于提供一种高频电子变压器自动化加工设备,以解决上述背景技术中提到的问题。
10.一种高频电子变压器自动化加工设备,包括放卷装置一、压块、驱动装置、限位板、切断装置、整形装置、放卷装置二以及缠绕装置;
11.所述放卷装置一用于铜箔的出料,所述压块设有两个分别设于铜箔的上下两侧,两个所述压块在竖直方向滑动连接;
12.所述压块上设有切断装置以及两个整形装置,所述切断装置位于两个整形装置中间;
13.所述驱动装置用于驱动下方的压块水平直线移动,上方的压块随着下方的压块水平运动时受到限位板的约束作用实现压块左移时上侧的压块远离下侧的压块,右移时两个压块将铜箔压紧,从而带动铜箔右移至缠绕装置的工作位置;在此过程切断装置在经过机架上设置的驱动块时自动切断铜箔;
14.所述整形装置在与卷边的铜箔发生相对位移时对铜箔进行整平;
15.所述缠绕装置用于将放卷装置二中出来的胶带粘贴到铜箔上并缠绕在变压器的线圈外围。
16.优选的,所述放卷装置一包括卷盘一以及导向轮一,所述导向轮一设有两个,并上下对称设置,所述卷盘一与导向轮一均与机架转动连接,所述卷盘一还固定连接在张力器一的输出端,所述卷盘一设有铜箔卷,所述铜箔卷的外端向上从两个导向轮一中间穿过,并向缠绕装置方向延伸。
17.优选的,所述驱动装置包括直线模组、连接块、滑动件以及限位板,所述连接块固定连接在直线模组的滑台上,所述连接块与下方的压块固定连接,上方的压块通过滑动件与连接块上的导向柱滑动连接,下方的压块还与机架水平滑动连接,
18.优选的,所述限位板与机架固定连接,所述限位板上设有环形槽,所述环形槽包括上横槽、下横槽、弧形槽、上升槽以及高位槽,所述上横槽的左端与下横槽的左端通过弧形槽连通,所述上升槽与高位槽之间设有可向高位槽单向转动的挡板,所述环形槽内滑动连接有限位柱,所述限位柱与上方的压块固定连接。
19.优选的,所述切断装置包括切断刀以及刀架,所述切断刀固定连接在刀架的内侧面,所述刀架的外侧面设有滚轮,所述刀架与压块上设置的滑柱一滑动连接,且刀架与压块之间的滑柱一上还套设有弹簧一。
20.优选的,所述整形装置包括整形辊,所述整形辊转动连接在两个支撑块之间,所述支撑块与压块上设置的滑柱二滑动连接,且支撑块与压块之间的滑柱二上套设有弹簧二。
21.优选的,所述缠绕装置包括转盘以及电机一,所述转盘与机架转动连接,所述转盘的中心处设有导电滑环,所述电机一固定连接机架的背面,且其输出轴穿过导电滑环并与转盘固定连接,所述转盘上转动连接有两个转动块,所述转动块与电机二的输出轴固定连接,所述电机二固定连接在转盘的背面,且其控制电线通过导电滑环连接至控制器。所述转动块上套设有线圈骨架,右侧的转动块上方还设有压紧组件,所述压紧组件包括压紧辊以及移动块,所述压紧辊的顶部设有滑杆,所述移动块与滑杆滑动连接,所述移动块与压紧辊之间的滑杆上套设有弹簧三,所述移动块固定连接在气缸一的输出端;
22.所述转动块的下方,且位于两个转动块之间设有刀片,所述刀片固定连接在气缸二的输出端。
23.优选的,所述放卷装置二包括卷盘二以及导向轮二,所述卷盘二以及导向轮二均与机架转动连接,所述卷盘二与张力器二的输出轴固定连接,所述导向轮二设于卷盘二的下方,所述卷盘二上设有卷状的且绝缘的胶带,所述胶带的下端向下搭在导向轮二的左侧,并向右下方延伸粘贴至右侧的线圈骨架上。
24.本发明的优点在于:
25.本发明利用限位板来限制上方压块在不同位置时与下方压块的间隔,从而代替夹爪夹紧铜箔实现铜箔送料,夹取过程中无需驱动装置停止运行,同理将切断刀集成在压块上,并利用驱动块来挤压切断刀,可以实现铜箔到达送料处时自动切断,无需暂停送料装置;
26.将包铜箔与包绝缘皮结合起来同时进行,解决了先包铜箔后包绝缘皮导致的铜箔松散的问题,且可实现连续上料;
27.增设整形装置,在与卷边的铜箔发生相对位移时可对铜箔进行整平,避免弯曲的
铜箔端部割开胶带或者刮伤线圈。
附图说明
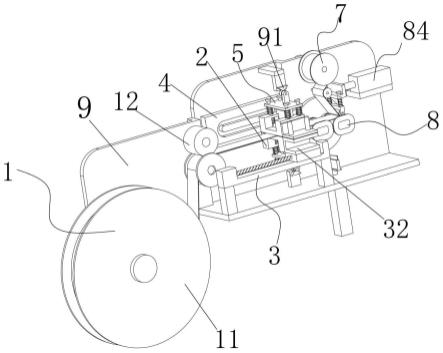
28.图1为本发明的整体结构示意图;
29.图2为本发明的正视图;
30.图3为机架背面的结构示意图;
31.图4为压块上各结构的示意图;
32.图5为压块的剖视图;
33.图6为缠绕装置的结构示意图;
34.图7为限位板的结构示意图;
35.图8为转盘上各结构的示意图。
36.图中:1、放卷装置一;11、卷盘一;12、导向轮一;13、张力器一;14、铜箔;2、压块;
37.3、驱动装置;31、直线模组;32、连接块;33、滑动件;34、导向柱;
38.4、限位板;41、环形槽;411、上横槽;412、下横槽;413、弧形槽;414、上升槽;415、高位槽;416、挡板;417、限位柱;
39.5、切断装置;51、切断刀;52、刀架;53、滚轮;54、滑柱一;55、弹簧一;
40.6、整形装置;61、整形辊;62、支撑块;63、滑柱二;64、弹簧二;
41.7、放卷装置二;71、卷盘二;72、导向轮二;73、张力器二;74、胶带;
42.8、缠绕装置;80、转盘;801、电机一;81、导电滑环;82、转动块;821、电机二;83、线圈骨架;84、压紧组件;841、压紧辊;842、滑杆;843、弹簧三;844、气缸一;845、移动块;85、刀片;86、气缸二;
43.9、机架;91、驱动块。
具体实施方式
44.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
45.如图1至图8所示,一种高频电子变压器自动化加工设备,包括放卷装置一1、压块2、驱动装置3、限位板4、切断装置5、整形装置6、放卷装置二7以及缠绕装置8;
46.放卷装置一1用于铜箔14的出料,压块2设有两个分别设于铜箔14的上下两侧,两个压块2在竖直方向滑动连接;
47.压块2上设有切断装置5以及两个整形装置6,切断装置5位于两个整形装置6中间;
48.驱动装置3用于驱动下方的压块2水平直线移动,上方的压块2随着下方的压块2水平运动时受到限位板4的约束作用实现压块2左移时上侧的压块2远离下侧的压块2,右移时两个压块2将铜箔14压紧,从而带动铜箔14右移至缠绕装置8的工作位置;在此过程切断装置5在经过机架9上设置的驱动块91时自动切断铜箔14;
49.整形装置6在与卷边的铜箔14发生相对位移时对铜箔14进行整平;
50.缠绕装置8用于将放卷装置二7中出来的胶带74粘贴到铜箔14上并缠绕在变压器的线圈外围。
51.在本实施例中,放卷装置一1包括卷盘一11以及导向轮一12,导向轮一12设有两
个,并上下对称设置,卷盘一11与导向轮一12均与机架9转动连接,卷盘一11还固定连接在张力器一13的输出端,卷盘一11设有铜箔14卷,铜箔14卷的外端向上从两个导向轮一12中间穿过,并向缠绕装置8方向延伸。张力器一13以及张力器二73可以保持铜箔14以及胶带74拉出的时候具有一定的阻力,从而给提供铜箔14以及胶带74的张力。
52.在本实施例中,切断装置5包括切断刀51以及刀架52,切断刀51固定连接在刀架52的内侧面,刀架52的外侧面设有滚轮53,滚轮53进过驱动块91时被驱动块91向中间挤压,刀架52与压块2上设置的滑柱一54滑动连接,且刀架52与压块2之间的滑柱一54上还套设有弹簧一55。
53.在本实施例中,整形装置6包括整形辊61,整形辊61转动连接在两个支撑块62之间,支撑块62与压块2上设置的滑柱二63滑动连接,且支撑块62与压块2之间的滑柱二63上套设有弹簧二64。
54.在本实施例中,驱动装置3包括直线模组31、连接块32、滑动件33以及限位板4,连接块32固定连接在直线模组31的滑台上,连接块32与下方的压块2固定连接,上方的压块2通过滑动件33与连接块32上的导向柱34滑动连接,下方的压块2还与机架9水平滑动连接。
55.在本实施例中,限位板4与机架9固定连接,限位板4上设有环形槽41,环形槽41包括上横槽411、下横槽412、弧形槽413、上升槽414以及高位槽415,上横槽411的左端与下横槽412的左端通过弧形槽413连通,上升槽414与高位槽415之间设有可向高位槽415单向转动的挡板416,环形槽41内滑动连接有限位柱417,限位柱417与上方的压块2固定连接。
56.在本实施例中,放卷装置二7包括卷盘二71以及导向轮二72,卷盘二71以及导向轮二72均与机架9转动连接,卷盘二71与张力器二73的输出轴固定连接,导向轮二72设于卷盘二71的下方,卷盘二71上设有卷状的且绝缘的胶带74,胶带74的下端向下搭在导向轮二72的左侧,并向右下方延伸粘贴至右侧的线圈骨架83上。
57.在本实施例中,缠绕装置8包括转盘80以及电机一801,转盘80与机架9转动连接,转盘80的中心处设有导电滑环81,导电滑环81用于避免电机二821的连接线路缠绕,电机一801固定连接机架9的背面,且其输出轴穿过导电滑环81并与转盘80固定连接,转盘80上转动连接有两个转动块82,转动块82与电机二821的输出轴固定连接,电机二821固定连接在转盘80的背面,且其控制电线通过导电滑环81连接至控制器。转动块82上套设有线圈骨架83,右侧的转动块82上方还设有压紧组件84,压紧组件84包括压紧辊841以及移动块845,压紧辊841的顶部设有滑杆842,移动块845与滑杆842滑动连接,移动块845与压紧辊841之间的滑杆842上套设有弹簧三843,移动块845固定连接在气缸一844的输出端;
58.转动块82的下方,且位于两个转动块82之间设有刀片85,刀片85固定连接在气缸二86的输出端。刀片85用于切断胶带74。
59.工作过程及其原理:
60.张力器一13以及张力器二73可以保持铜箔14以及胶带74拉出的时候具有一定的阻力,从而给提供铜箔14以及胶带74的张力。
61.转动块82上事先安装上两个线圈骨架83,胶带74粘附在右侧的线圈骨架83上。
62.铜箔14的初始长度需要经过一次扯铜箔14并切断铜箔14的处理之后才能完成校正投入使用,
63.起初限位柱417位于下横槽412的左端,此时上方的压块2位于左侧,且处于最低
位,从而使得铜箔14被压紧在两个压块2之间,直线模组31驱动连接块32带动下方的压块2,向右移动,上方的压块2在导向柱34的作用下跟着右移,限位柱417在下横槽412内水平滑动,两个压块2间距保持不变,从而一直夹紧铜箔14向右拉出。
64.直到限位柱417到达下横槽412与上升槽414连接的位置时,两个驱动块91向中间挤压两个滚轮53,使得两个刀架52带动切断刀51相互靠近,实现对铜箔14的切断,从而完成铜箔14头部位置的初次校正工作。此时的弹簧一55被压缩。
65.直线模组31带动压块2一直向右运行,滚轮53移动至驱动块91的右端,滚轮53不受驱动块91挤压,刀架52则在弹簧作用下复位。
66.刀架52复位的同时,限位柱417进入上升槽414,上方的压块2在到导向柱34的作用下可以相对于下方的压块2向上滑动,并保持与下方的压块2连接关系,两个压块2的间距变大,不再夹紧铜箔14,整形装置6中的弹簧二64一开始保持压缩状态,在压块2间距变大时弹簧二64压缩状态减轻,弹簧二64伸长一定距离,但是依然保持压缩,从而使得整形辊61保持与铜箔14的接触,限位柱417滑至挡板416处时,将挡板416顶起,之后从高位槽415最左端移动到高位槽415最右端这一段距离,左侧的整形辊61对切断后的铜箔14端部进行辊压整形,从而将向下弯曲的铜箔14整平。
67.当限位柱417运动至高位槽415的最右端时,挡板416不受限位柱417的顶起作用,则在重力作用下转动到初始位置,直线模组31带动两个压块2左移进入返程,限位柱417在经过挡板416时,斜向左上方滑动,进入到上横槽411,此时的上方的压块2上升到一定高度,两个压块2的间距近一步扩大,上方的压块2维持在这一高度向左滑动,下方的压块2则依然保持原有高度向左滑动,滚轮53从驱动块91的上方越过,不受驱动块91的干涉。
68.当限位柱417移动到上横槽411的最左端,随后进入到弧形槽413内,限位柱417落下,直线模组31继续转而向右运动,限位柱417从弧形槽413滑至下横槽412的最左端,此时的压块2继续压紧铜箔14,并且切断刀51的右侧到铜箔14的右端具有一定长度的铜箔14,重复上述操作,铜箔14再次拉动,拉动的铜箔14左部搭在左侧的线圈骨架83上,并运动至右侧的线圈骨架83上,当铜箔14左端处于右侧线圈骨架83上时,滚轮53也处于被驱动块91挤压的状态,铜箔14再次被切断。
69.压块2保持右移,重复上述动作,经过上升槽414到达高位槽415最右端,左侧的整形辊61完成对切断刀51左侧铜箔14端部的整平。与此同时,气缸一844驱动压紧辊841左移,将胶带74压在切断后的铜箔14的右端,从而实现胶带74与铜箔14的贴合粘住,右侧的转动块82顺时针旋转,带动胶带74缠绕在线圈骨架83上,同时与胶带74黏在一起的铜箔14也被一起缠绕在线圈骨架83上,压紧辊841受到线圈骨架83的作用,上升下移,弹簧三843可以保持压紧辊841将胶带74以及铜箔14压紧在线圈骨架83上,辅助铜箔14与胶带74的缠绕,缠绕变短的铜箔14会使得其左侧切断后的端部与右侧的整形辊61接触整平。
70.铜箔14缠绕完成后,气缸一844带动压紧辊841回缩,转盘80顺时针旋转180度,左侧的转动块82带动该处的线圈骨架83旋转至右侧,并将胶带74缠绕到左侧转动块82的线圈骨架83上,原本右侧的线圈骨架83旋转至左侧,两个线圈骨架83调换位置,随后气缸二86驱动刀片85伸入到两个线圈骨架83之间,从而将两个线圈骨架83之间胶带74切断。
71.最后由机械手将包好铜箔14以及胶带74的线圈骨架83取下,装上新的线圈骨架83。
72.在切断胶带74、包好的线圈骨架83取下,装上新的线圈骨架83这三个步骤的过程中,限位柱417同步在上横槽411上滑动,当限位柱417再次运动到下横槽412最左端时,上述三个步骤就已经完成,等到下次的铜箔14送入预定位置即可实现第二次包铜箔14以及胶带74的处理。重复以上动作,即可实现包铜箔14以及胶带74同时进行的连续工作。
73.由技术常识可知,本发明可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本发明范围内或在等同于本发明的范围内的改变均被本发明包含。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1