QFN框架全自动揭膜机的制作方法
qfn框架全自动揭膜机
技术领域
1.本技术属于半导体封装技术领域,特别涉及qfn框架全自动揭膜机。
背景技术:
2.随着半导体技术的发展,引线框架类产品已经是封测技术发展中最为成熟的产品,dfn/qfn封装产品是引线框架类产品中的一种常规产品,鉴于其卓越的散热和导电性,以及其小、轻、薄的优势,在半导体领域广泛使用。然而,dfn/qfn产品的原材料是引线框架,为了实现引线框架的塑封,引线框架的lead面会贴一层胶膜。塑封完成后需对引线框架上的胶膜进行揭胶膜处理。
3.目前的处理方法是人员手工掲膜,但手动揭膜在撕胶膜过程中用力不稳定会导致引线框架受力不均,可能会导致引线框架的弯折甚至折断,进而影响塑封料与引线框架的结合力,导致产品出现分层影响产品的品质及可靠性。另一方面,由于产品需求量很大,手动揭膜耗时大,无法满足市场需求;且胶膜的粘性较强,人工撕膜困难费时费力,生产成本非常高。
4.为减少人力资源、提高生产效率降低生产成本、提高产品的品质及可靠性,实现全自动化生产,需要一种全自动揭膜机,以解决上述存在的生产问题。
技术实现要素:
5.本技术的目的是提供了qfn框架全自动揭膜机,以解决或减轻背景技术中的至少一个问题。
6.本技术的技术方案是:qfn框架全自动揭膜机,所述全自动揭膜机包括:机箱、撕膜搬送机构、撕膜夹子机构、框架固定平台、撕膜划片机构及压料滚轮机构;
7.所述机箱构成所述全自动揭膜机的支撑底座;
8.所述撕膜搬送机构安装在所述机箱上,用于实现所述撕膜夹子机构在x-y平面内的移动,其中,x方向为全自动揭膜机宽度方向,y方向为全自动揭膜机长度方向;
9.所述撕膜夹子机构安装在所述撕膜搬运机构上,用于实现对引线框架上面的胶膜进行撕除;
10.所述框架固定平台安装在所述箱体,用于对所述引线框架进行承载及定位;
11.所述撕膜划片机构安装在箱体上,且所述撕膜划片机构能够插入具有分离边缘的胶膜和引线框架之间,通过沿y方向划动实现胶膜和引线框架的分离;以及
12.所述压料滚轮机构安装在撕膜划片机构同一端的机箱上,用于在所述引线框架上的胶膜被顶起时压住所述引线框架,防止所述引线框架从框架固定平台被顶起。
13.进一步的,所述撕膜搬送机构包括搬送机构步进电机、滚珠丝杠、直线导轨、搬送支架及横向移动机构,其中:
14.所述直线导轨包括两个相互平行且沿x方向安装在机箱上的第一直线导轨和第二直线导轨,所述搬送支架的两端分别安装在第一直线导轨和第二直线导轨上;
15.所述滚珠丝杠平行于第一直线导轨且安装在第一直线导轨的上侧,所述滚珠丝杠与搬送支架的一端支脚连接,所述滚珠丝杠的端部安装搬送机构步进电机,通过驱动所述搬送机构步进电机旋转,能够驱动所述滚珠丝杠转动,进而能够驱动与所述滚珠丝杆配合的搬送支架沿着x方向移动;
16.所述搬送支架的横梁上安装有横向移动机构,所述横向移动机构上安装所述撕膜夹子机构,通过所述横向移动机构能够实现所述撕膜夹子机构沿着横向移动机构轴线方向移动,从而实现所述撕膜夹子机构在x-y平面内的移动。
17.进一步的,所述撕膜夹子机构包括承载架,在所述承载架的上侧并排设置一个或多个上下气缸,在所述的下侧并排设置一个或多个夹子气缸,所述上下气缸穿过所述承载架而连接到所述夹子气缸,通过控制所述上下气缸伸缩能够实现所述夹子气缸的上下移动;
18.在所述夹子气缸的下端设置两个夹子,通过控制所述夹子气缸能够控制两个夹子的分开与闭合,从而实现夹紧与松开动作。
19.进一步的,所述上下气缸与夹子气缸数量相同,一个所述上下气缸与一个所述夹子气缸及两个所述夹子构成一个夹子组件。
20.进一步的,所述夹子组件为3个。
21.进一步的,所述撕膜夹子机构还包括下压承载架,所述下压承载架与所述承载架固定连接,在所述下压承载架远离承载架的一侧固定安装有下压气缸,所述下压气缸的末端固定安装有下压支架,所述下压支架上安装有下压滚轮,通过控制所述下压气缸的伸缩能够实现所述下压滚轮的上下动作。
22.进一步的,所述框架固定平台包括真空平台、顶膜气缸及顶膜杆,所述真空平台上设置一个或多个真空吸盘,所述真空吸盘与真空发生器连通,利用真空发生器产生的真空并传递至所述真空吸盘,实现将引线框架吸附固定在所述真空平台上;
23.所述顶膜气缸位于所述真空平台的一侧,且沿着全自动揭膜机高度方向设置,若干个所述顶模杆设置在所述顶膜气缸的末端,在所述顶膜气缸的作用下,所述顶模杆能够沿着高度方向进行伸缩运动,从而将固定在真空平台上的引线框架的胶膜进行分离。
24.进一步的,所述真空平台的两侧边缘设置一个或多个定位针,当所述引线框架放置到所述真空平台上时,通过所述定位针穿入所述引线框架对应的定位孔中实现引线框架的定位。
25.进一步的,所述真空平台的两侧中至少一侧设置有一个或多个检测传感器,所述检测传感器用于检测引线框架是否按预定的方向准确的安装到所述真空平台上。
26.进一步的,其特征在于,所述框架固定平台还包括平台运动机构,所述平台运动机构包括平台导轨、丝杠组件、运动平台步进电机以及平台框架,所述平台框架固定安装在所述机箱上,且所述平台框架的上侧固定安装平台导轨;
27.所述丝杠组件沿着所述平台框架的轴线方向设置,所述运动平台步进电机设置在所述平台框架的一端且与所述丝杠组件连接;
28.所述真空平台可移动的安装在所述平台导轨上侧,且所述真空平台的下侧与所述丝杠组件连接;
29.通过驱动所述运动平台步进电机转动能够控制所述真空平台在平台导轨轴线方
向上的移动。
30.进一步的,所述平台运动机构还包括位置传感器,所述位置传感器安装在所述丝杠组件上,通过所述位置传感器能够检测所述真空平台在所述平台框架轴线方向上的位置。
31.进一步的,所述撕膜划片机构包括固定在箱体上的划片支架,在所述划片支架的一侧固定设置有两个平行设置的导柱,在两个所述导柱上分别设有可滑动的划片座,两所述划片座通过连接板固定,在其一的所述划片座上安装有垂直于划片支架的划片;
32.在所述划片支架的另一侧固定设置有划片步进电机,所述划片步进电机穿过所述划片支架而与所述导柱相同的一侧安装有同步带轮;
33.在两所述导柱之间且平行于所述导柱设置有同步带,所述同步带安装在所述同步带轮上,所述划片座与所述同步带固定连接。
34.进一步的,在所述划片支架上设置有划片位置传感器,通过所述划片位置传感器能够确定所述划片座和所述划片在导柱上的相对位置。
35.进一步的,所述压料滚轮机构包括压料支架、压料气缸、压料导轨和压料滚轮,所述压力支架的下端固定安装在机箱上,所述压力支架的上端具有与所述真空平台的台面成预定角度的延长部,所述压料气缸及压料导轨固定安装在所述延长部上,且所述压料气缸和压料导轨的安装方向与所述延长部的延伸方向一致;
36.在所述压力气缸的末端安装压料滚轮;
37.当所述压料气缸伸缩而带动压料滚轮移动时,所述压料滚轮能够压持到所述引线框架上。
38.本技术提供的全自动揭膜机具有以下有益效果:
39.1.实现引线框架的自动化揭膜,节省人力资源,提高产品的生产效率,降低了生产成本。
40.2.可以解决引线框架胶膜粘性大,人工撕膜操作困难的问题,提高揭膜效率,提升了生产效率,更有利于产品的大批量生产,进而降低了生产成本。
41.3.使用全自动揭膜机揭膜,引线框架在揭膜过程中受力稳定,可以防止引线框架在撕膜过程中弯折甚至折断从而影响塑封料与引线框架的结合力,防止产品出现分层,提高了产品的品质及可靠性。
附图说明
42.为了更清楚地说明本技术提供的技术方案,下面将对附图作简单地介绍。显而易见地,下面描述的附图仅仅是本技术的一些实施例。
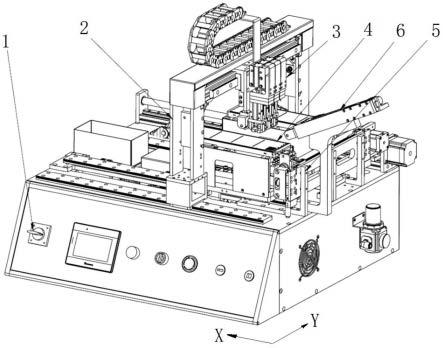
43.图1为本技术的全自动揭膜机结构示意图。
44.图2为本技术的撕膜搬送机构结构示意图。
45.图3为本技术的撕膜夹子机构结构示意图。
46.图4为本技术的框架固定平台结构示意图。
47.图5为本技术的框架固定平台运动机构示意图。
48.图6为本技术的撕膜划片机构结构示意图。
49.图7a为本技术的压料滚轮机构示意图。
50.图7b为本技术的压料滚轮机构侧视图。
51.图8为本技术中的划片插入引线框架和胶膜之间缝隙示意图。
52.图9为本技术中的划片沿导柱轴线方向运动分离胶膜示意图。
53.图10为本技术中的撕膜夹子夹持胶膜进行分离示意图。
54.附图标记:
55.1-机箱
56.2-撕膜搬送机构
57.21-搬送机构步进电机
58.22-滚珠丝杠
59.23-直线导轨
60.24-搬送支架
61.25-横向移动机构
62.3-撕膜夹子机构
63.31-承载架
64.32-上下气缸
65.33-夹子气缸
66.34-夹子
67.35-下压承载架
68.36-下压气缸
69.37-下压支架
70.38-下压滚轮
71.4-框架固定平台
72.41-真空平台
73.411-定位针
74.412-真空吸盘
75.413-检测传感器
76.42-顶膜气缸
77.43-顶膜杆
78.44-平台运动机构
79.441-平台导轨
80.442-丝杠组件
81.443-运动平台步进电机
82.444-位置传感器
83.445-平台框架
84.5-撕膜划片机构
85.51-划片支架
86.52-导柱
87.53-划片步进电机
88.54-同步带轮
89.55-同步带
90.56-划片座
91.57-直线轴承
92.58-划片位置传感器
93.59-划片
94.6-压料滚轮机构
95.61-压料支架
96.62-压料气缸
97.63-压料导轨
98.64-压料滚轮
99.65-吹气管
100.66-气管接头
101.7-引线框架
具体实施方式
102.为使本技术实施的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行更加详细的描述。
103.如图1所示,本技术提供的qfn框架全自动揭膜机包括机箱1、撕膜搬送机构2、撕膜夹子机构3、框架固定平台4、撕膜划片机构5及压料滚轮机构6。
104.机箱1构成该全自动揭膜机的支撑底座,同时机箱1也是该全自动揭膜机的电气控制箱,在机箱1内安装有控制器、电机驱动器、电磁阀、按钮开关、触摸屏等电气设备,用于实现对其他结构或设备的动作控制。其中,控制器实现整个设备的逻辑控制,电机驱动器用于驱动步进电机或伺服电机,电磁阀用于控制气缸和真空发生器。
105.撕膜搬送机构2安装在机箱1上,用于实现撕膜夹子机构3在x-y平面内(x方向为全自动揭膜机宽度方向,y方向为全自动揭膜机长度方向)的移动。如图2所示,撕膜搬送机构2包括搬送机构步进电机21、滚珠丝杠22、直线导轨23、搬送支架24及横向移动机构25。直线导轨23包括两个导轨——即第一直线导轨23a和第二直线导轨23b,第一直线导轨23a和第二直线导轨23b平行设置且沿x方向安装在机箱1上。搬送支架24呈“几”字型结构,其两端分别安装在第一直线导轨23a和第二直线导轨23b上。滚珠丝杠22平行于第一直线导轨23a且安装在第一直线导轨23a的上侧,滚珠丝杠22与搬送支架24的其一一端支脚连接。滚珠丝杠22的一端安装搬送机构步进电机21,通过驱动搬送机构步进电机21旋转,能够驱动滚珠丝杠22转动,通过滚珠丝杠22转动,能够驱动与滚珠丝杆22配合的搬送支架24沿着滚珠丝杠轴线方向(即x方向)移动。搬送支架24的横梁上安装有横向移动机构25,横向移动机构25上安装撕膜夹子机构3,通过横向移动机构25可以实现撕膜夹子机构3沿着横向移动机构25轴线方向(即y方向)移动,从而实现撕膜夹子机构3在x-y平面内的移动。在本技术一些实施例中,横向移动机构25可以采用如搬送机构步进电机21与滚珠丝杠22的结构形式实现撕膜夹子机构3在y方向的移动,也可以采用传送带或其他结构形式,本处不再赘述。
106.撕膜夹子机构3安装在撕膜搬运机构2上,用于实现对qfn框架(以下简称引线框架)上面的胶膜进行撕除。如图3所示,撕膜夹子机构3包括承载架31,在承载架31的上侧并
排设置一个或多个上下气缸32,在承载架31的下侧并排设置一个或多个夹子气缸33,上下气缸32穿过承载架31而连接到夹子气缸33,通过控制上下气缸32可以实现夹子气缸33的上下移动。在夹子气缸33的末端设置两个夹子34,通过控制夹子气缸33可以控制两个夹子34的分开与闭合,从而实现夹紧与松开动作。优选的,上下气缸32与夹子气缸33数量相同,每个上下气缸32与夹子气缸33及两个夹子34构成一个夹子组件。在本技术图示实施例中,夹子组件为3个。
107.此外,撕膜夹子机构3还包括下压承载架35,下压承载架35设置在承载31的左侧且与承载架31固定连接,在下压承载架35远离承载架31的一侧固定安装有下压气缸36,下压气缸36的末端固定安装有下压支架37,下压支架37上安装有下压滚轮38。通过控制下压气缸36,可以实现下压滚轮38的上下动作,从而在撕膜夹子机构3撕膜过程中撕膜划片机构5对框架上的胶膜进行分离时、框架固定平台4对胶膜进行顶起的过程中对框架4进行压持。
108.在本技术一些实施例中,上下气缸32及下压气缸36可以采用直线气缸实现,而夹子气缸33可以采用滑座气缸或滑动气缸实现。
109.框架固定平台4是引线框架7进行撕膜的主要承载机构。如图4所示,框架固定平台4包括真空平台41、顶膜气缸42及顶膜杆43。其中,真空平台41上设置一个或多个真空吸盘412,真空吸盘412与真空发生器连通,利用真空发生器产生的真空并传递至真空吸盘412,实现将引线框架7牢固的吸附固定在真空平台41上。
110.在本技术一些实施例中,当真空吸盘412为多个时,可以按照一定的排布规则对真空吸盘412进行排布,例如在图示实施例中,真空吸盘412被分成了两排,每排具有8个真空吸盘412。
111.在真空平台41的两侧(y方向)边缘设置一个或多个定位针411,当引线框架7放置到真空平台41上时,通过定位针411穿入引线框架7对应的定位孔中实现引线框架7的准确定位。
112.进一步的,在真空平台41的两侧(y方向)中至少一侧设置有一个或多个检测传感器413,检测传感器413用于检测引线框架7是否按预定的方向准确的安装到真空平台41上。例如,在本技术图示实施例中,检验传感器413共有两个,分别位于真空平台41的上下两侧,同时,在引线框架7的下边缘d侧有一定位孔、引线框架7的上边缘u侧无定位孔,当引线框架7移动到真空平台41的指定位置后,检测传感器413会检验引线框架7上的不对称的定位孔。若引线框架7的位置正确,则两侧的检测传感器413能够检验到一侧具有定位孔、另一侧无定位孔,进而会继续下一步动作,引线框架7可以落放到真空平台41上;若引线框架7的放置方向错误,则两侧的检测传感器413检验到的定位孔与预定要求不一致,定位孔识别不正确,进而会停止引线框架7的落放动作并进行报警。
113.顶膜气缸42位于真空平台41的一侧,且沿着全自动揭膜机高度方向设置,在顶膜气缸42的末端设置若干个顶模杆43,顶模杆43在顶膜气缸42的作用下,可以沿着高度方向进行伸缩运动。当引线框架7被安装到真空平台41上且被压持时,顶模杆43向上运动可以穿过引线框架7右侧边缘的若干定位孔与空隙,从而将引线框架7上表面的胶膜顶起,之后顶模杆43收回,实现将引线框架7前端的胶膜从引线框架7上顶起并分离。
114.如图5所示,框架固定平台4还包括平台运动机构44,该平台运动机构44包括平台导轨441、丝杠组件442、运动平台步进电机443以及平台框架445,平台框架445固定安装在
机箱1上,且上侧固定安装平台导轨441。丝杠组件442沿着平台框架445轴线方向(x向)设置,运动平台步进电机443设置在平台框架445的一端,且与丝杠组件442连接。真空平台41可移动的安装在平台导轨441上侧,且真空平台41下侧与丝杠组件442连接。通过驱动运动平台步进电机443转动,能够控制真空平台41在平台导轨441上移动。
115.进一步的,平台运动机构44还包括多个位置传感器444,位置传感器安装在丝杠组件442上,通过该位置传感器444可以检测真空平台41在平台框架445轴线方向的位置。
116.如图6所示,撕膜划片机构5包括固定在箱体1上的划片支架51,在划片支架51的一侧固定设置有两个平行设置的导柱52(导柱52沿着y方向设置),在两导柱52上分别设有可滑动的划片座56,两划片座56通过连接板固定,在其一的划片座56安装有垂直于划片支架51的划片59(划片59沿着x方向延伸)。在本技术图示实施例中,划片59固定在上侧的划片座56上。在划片支架51的另一侧固定设置有一划片步进电机53,划片步进电机53穿过划片支架51的一侧(即导柱52的一侧)安装有同步带轮54。在两导柱52之间且平行于导柱52设置有同步带55,同步带55一侧安装在同步带轮54,另一侧环绕在支架51上设置轴承或其他环绕装置。下侧的划片座56与同步带55固定连接。
117.当划片步进电机53带动固定在划片步进电机53轴上的同步带轮54旋转时,同步带轮54驱动同步带55将旋转运动转换为直线运动。此时,同步带55可以带动划片座56沿着导柱52的轴线方向(y方向)进行移动,进而实现划片59在y方向上的划动,实现胶膜与引线框架7的逐渐分离。在本技术中,划片59约为1mm左右的金属薄片,其能够插入具有分离边缘的胶膜和引线框架7之间,通过沿y方向划动实现胶膜和引线框架7的分离。
118.在本技术中,为了降低划片座56与导柱52间的摩擦,在划片座56与导柱52之间设置有直线轴承57。
119.进一步的,在划片支架51上设置有划片位置传感器58,通过该划片位置传感器58可以确定划片座56和划片59在导柱52上的相对位置。
120.压料滚轮机构6安装在撕膜划片机构5同一端的机箱1上,用于在顶膜杆45顶起引线框架7上的胶膜时压住引线框架7,防止引线框架7从真空平台41上被顶起。如图7a所示,压料滚轮机构6包括压料支架61、压料气缸62、压料导轨63和压料滚轮64。压力支架61的下端固定安装在机箱1上,其上端具有与真空平台41的台面成预定角度的延长部,压料气缸62及压料导轨63固定安装在该延长部上,且压料气缸62和压料导轨63的安装方向与延长部的延伸方向一致。在压力气缸62的末端安装压料滚轮64。当控制压料气缸62伸缩而带动压料滚轮64移动时,压料支架61的高度、延长部与真空平台41台面所成角度及压力气缸62的伸缩量共同考量下,压料滚轮64能够压持到引线框架7上。
121.如图7b所示,在本技术的压料滚轮机构6中,压料滚轮64的下侧具有吹气管65及连通吹气管65的气管接头66,吹气管65与真空平台41的台面成小角度设置,且其基本对着真空平台41上的引线框架7。通过吹气管65吹出具有一定速度的喷气,在顶膜杆43将胶膜顶起时,该喷气可以将胶膜垂直吹起,从而有利于夹子34对胶膜的夹持。
122.本技术提供的全自动揭膜机工作流程如下:
123.步骤一:上料机构将引线框架7准确的放置在框架固定平台4上;
124.步骤二:框架固定平台4上的真空发生器产生真空将引线框架7牢固的吸附在框架固定平台4上;
125.步骤三:框架固定平台4运动到图1所示靠右侧的位置一,框架固定平台4未接触到撕膜划片59,压料滚轮机构6中的压料滚轮64下压,防止引线框架7上的胶膜被顶膜杆43顶起时引线框架7被拉扯脱离框架固定平台4;
126.步骤四:顶膜气缸42带动顶膜杆43向上顶起,进而顶膜杆43穿过引线框架7边缘的定位孔与空隙向上将胶膜顶起,引线框架7最右侧的边缘形成胶膜与引线框架本体分离的胶膜边b,如图8所示;
127.步骤五:压料滚轮机构6的压料气缸62缩回,压料滚轮64与引线框架7分离;
128.步骤六:框架固定平台4继续沿x方向反方向移动到位置二,位置二位于位置一的更右边,使划片59能够插入到胶膜和引线框架7之间的缝隙,如图8;
129.步骤七:顶膜气缸42缩回,顶膜杆43下降;
130.步骤八:框架固定平台4继续沿x方向移动,使划片59插入胶膜与引线框架7的缝隙增大至5mm左右;
131.步骤九:划片59沿着导柱52轴线方向(y方向)往返划动,将胶膜和引线框架7分离,如图9;
132.步骤十:重复步骤八和步骤九大约3-5次,将有大约15-25mm左右长度的胶膜和引线框架7分离;
133.步骤十一:撕膜搬送机构2将撕膜夹子机构3中的夹子34移动到已经分离的胶膜上方;
134.步骤十二:夹子气缸32下降,若干组的夹子34夹住已分离的胶膜,如图10;
135.步骤十三:撕膜搬送机构3带动夹子34沿x方向向左侧移动,从而将胶膜和引线框架7完全分离。
136.本技术提供的全自动揭膜机具有以下有益效果:
137.1.实现引线框架的自动化揭膜,节省人力资源,提高产品的生产效率,降低了生产成本。
138.2.可以解决引线框架胶膜粘性大,人工撕膜操作困难的问题,提高揭膜效率,提升了生产效率,更有利于产品的大批量生产,进而降低了生产成本。
139.3.使用全自动揭膜机揭膜,引线框架在揭膜过程中受力稳定,可以防止引线框架在撕膜过程中弯折甚至折断从而影响塑封料与引线框架的结合力,防止产品出现分层,提高了产品的品质及可靠性。
140.以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1