一种电芯卷绕设备的制作方法
1.本发明涉及锂电池生产技术领域,尤其是涉及一种电芯卷绕设备。
背景技术:
2.由于锂离子蓄电池具有体积小、重量轻、容量大等优点。所以锂离子蓄电池的应用越来越广泛。锂电池的电极尺寸要求既长又宽,而且非常薄。正极片与负极片之间用隔膜分开,它们之间的相对位置非常严格。为了生产出的电池或者电容器容量大、内阻小,要求卷芯不但卷得紧、端面整齐,这就要求操作工序流畅而且质量高。
3.在现有技术中,锂电池电芯卷绕时,需将正极片、负极片和隔膜交替的卷绕形成电芯。当上料装置上的极片放卷完毕后,需将装极片的滚筒拿下,然而现有卷绕机需停机并通过卷针内夹针对隔膜头部进行固定夹紧后进行卷绕,因此卷针卷绕过程不能连续进行,从而影响生产效率。
技术实现要素:
4.本发明的主要目的在于提供一种电芯卷绕设备,以解决上述技术问题,能够提高生产效率。
5.为实现上述目的,本发明采用如下技术方案:
6.一种电芯卷绕设备,包括有第一料卷入片机构、第二料卷入片机构、隔膜切刀机构、贴尾胶机构、下料机构和卷针机构,所述第一料卷入片机构将第一料卷纠偏后传输至所述卷针机构,所述第二料卷入片机构将第二料卷纠偏后传输至所述卷针机构,所述卷针机构将第一料卷和第二料卷卷绕形成电芯后,所述隔膜切刀机构将第一料卷裁断,所述卷针机构旋转至电芯与所述贴尾胶机构对齐,所述贴尾胶机构将尾胶粘附于电芯上,所述卷针机构旋转至电芯与所述下料机构对齐,所述下料机构将电芯下料并将胶纸上料至所述卷针机构上,所述卷针机构将所述胶纸吸附,裁断后的第一料卷端部粘附于胶纸上,第一料卷直接于所述卷针机构上起卷。
7.作为一种优选的技术方案,所述卷针机构包括有三个卷针本体和三个锁固组件,所述卷针本体与所述锁固组件对齐,所述卷针本体包括有安装底座、旋转轴、弹簧和两个卷针结构,所述旋转轴设置于所述安装底座上,两个卷针结构通过所述旋转轴连接,所述弹簧设置于所述安装底座与所述卷针结构之间,所述锁固组件与所述卷针结构的端部锁固。
8.作为一种优选的技术方案,所述卷针结构包括有卷针安装座、内针套和外卷针,所述内针套的一端与所述卷针安装座固设,所述外卷针设置于所述内针套的外表面。
9.作为一种优选的技术方案,所述第一料卷入片机构包括有固定支架、活动支架、ccd相机、编码器辊、编码器压辊、纠偏过辊、纠偏压辊和驱动组件,所述ccd相机、所述编码器辊、所述编码器压辊、所述纠偏过辊和所述纠偏压辊设置于所述活动支架上,所述ccd相机对齐所述编码器辊,所述驱动组件设置于所述固定支架上,所述驱动组件驱动所述活动支架移动,复合片依次经过所述编码器辊与所述编码器压辊之间、所述纠偏过辊与所述纠
偏压辊之间后,于卷针卷绕形成电芯。
10.作为一种优选的技术方案,所述隔膜切刀机构包括有切刀安装板、固定板、隔膜切刀组件、隔膜压辊、切刀驱动组件、压辊安装板和压辊驱动组件,所述隔膜切刀组件设置于所述切刀安装板上,所述隔膜压辊旋转设置于所述压辊安装板上,所述压辊驱动组件驱动所述压辊安装板相对于所述固定板移动,所述切刀驱动组件驱动所述切刀安装板相对于所述固定板移动。
11.作为一种优选的技术方案,所述下料机构包括有基板以及设置于所述基板上的翻转组件、贴胶组件和夹持组件,所述夹持组件将已经卷绕完成的电芯下料,所述翻转组件旋转所述基板,所述贴胶组件将胶纸贴附于卷针上。
12.作为一种优选的技术方案,所述贴胶组件包括有贴胶结构、备胶结构、贴胶活动板和贴胶气缸,所述备胶结构设置于所述贴胶结构的两侧,所述贴胶结构和所述备胶结构设置于所述贴胶活动板上,所述贴胶气缸驱动所述贴胶活动板移动。
13.作为一种优选的技术方案,所述贴胶结构包括有贴胶块气缸和贴胶块,所述贴胶块气缸驱动所述贴胶块移动。
14.作为一种优选的技术方案,所述备胶结构包括有备胶基座、备胶活动座,备胶辊、辅助备胶辊、备胶气缸和备胶导轨,所述备胶导轨设置于所述贴胶活动板上,所述备胶辊和所述辅助备胶辊旋转设置于所述备胶活动座上,所述备胶基座与所述备胶活动座连接,所述备胶气缸驱动所述备胶基座沿所述备胶导轨移动。
15.作为一种优选的技术方案,所述夹持组件包括有夹持板、夹持气缸、夹持电机和两个夹爪,所述夹持气缸设置于所述基板上,所述夹持电机设置于所述夹持板上,所述夹持气缸驱动所述夹持板相对所述基板移动,所述夹持电机驱动两个夹爪相互靠近或者远离。
16.本发明的有益效果在于:上述电芯卷绕设备,下料机构将完成卷绕的电芯取出,并向卷针机构上料胶纸,卷针机构将胶纸吸附,通过胶纸可以粘附料卷的端部直接卷绕,无需停机将固定料卷,隔膜切刀机构可以在卷绕时裁剪料卷,无需停机进行裁剪,节省固定料卷端部和裁剪料卷的时间,提高卷绕效率,第一料卷入片机构和第二料卷入片机构将料卷纠偏再传输至卷针机构,能够保证两个料卷在卷绕时的整齐度。
附图说明
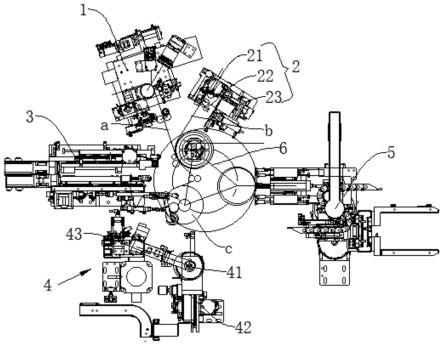
17.图1为本发明涉及的电芯卷绕设备的结构示意图;
18.图2为本发明涉及的锁固时卷针本体的结构示意图;
19.图3为本发明涉及的打开时卷针本体的结构示意图;
20.图4为本发明涉及的卷针结构的剖视图;
21.图5为本发明涉及的第一料卷入片机构的结构示意图一;
22.图6为本发明涉及的第一料卷入片机构的结构示意图二;
23.图7为本发明涉及的隔膜切刀机构的结构示意图一;
24.图8为本发明涉及的隔膜切刀机构的结构示意图二;
25.图9为本发明涉及的隔膜切刀机构的侧视图;
26.图10为本发明涉及的切刀安装辊的剖视图;
27.图11为本发明涉及的下料机构的结构示意图;
28.图12为本发明涉及的基板、翻转组件、贴胶组件和夹持组件的结构示意图;
29.图13为本发明涉及的贴胶组件上料胶纸至卷针前的工作示意图;
30.图14为本发明涉及的贴胶组件上料胶纸至卷针时的工作示意图;
31.图15为本发明涉及的上胶组件的结构示意图。
具体实施方式
32.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
33.如图1所示,一种电芯卷绕设备,包括有第一料卷入片机构1、第二料卷入片机构2、隔膜切刀机构3、贴尾胶机构4、下料机构5和卷针机构6,第一料卷入片机构1将第一料卷a纠偏后传输至卷针机构6处,第二料卷入片机构2将第二料卷b纠偏后传输至卷针机构6处,使卷针机构6于卷绕工位上将第一料卷a和第二料卷b卷绕形成电芯c后,隔膜切刀机构3将第一料卷a裁断,卷针机构6旋转60
°
,使卷针机构6旋转至贴胶工位上,贴尾胶机构4将尾胶粘附于电芯c上,卷针机构6旋转60
°
,下料机构5将电芯c下料并将胶纸d上料至卷针机构6上,卷针机构6将胶纸d吸附,使裁断后的第一料卷a端部粘附于胶纸d上,第一料卷a可以直接起卷,无需停机将第一料卷a的端部固定于卷针机构6上,第一料卷入片机构1和第二料卷入片机构2能够对第一料卷a和第二料卷b进行纠偏,能够保证卷绕时第一料卷a和第二料卷b的之间的平整度,在本实施例中,第一料卷a和第二料卷b为极片或者箔材,且优选的,第一料卷a为两层隔膜复合于负极片两端面的复合极片,第二料卷b为正极片。
34.请结合图2和图3所示,卷针机构6包括有三个卷针本体61和三个锁固组件62,卷针本体61与锁固组件62对齐,当需要卷绕电芯c时,锁固组件62与卷针本体61连接,扩大卷针本体61的直径,再进行卷绕;当卷绕完成后需要抽离电芯c时,锁固组件62与卷针本体61分离,使卷针本体1的直径缩小,下料机构5取下电芯c。
35.请结合图2、图3和图4所示,卷针本体1包括有安装底座611、旋转轴612、弹簧614和两个卷针结构613,旋转轴612设置于安装底座611上,两个卷针结构613通过旋转轴612相互铰接,弹簧614设置于安装底座611与卷针结构613之间,两个卷针结构613之间设置有卷针错针间隙614,锁固组件2可以与卷针结构613的端部锁固,使两个卷针结构613相互远离,增大卷针错针间隙614,进而使整个卷针本体61的直径扩大,当锁固组件62离开卷针结构613时,卷针结构613由于弹簧614的作用力下,两个卷针结构613相互靠近,缩小卷针错针间隙614,进而使整个卷针本体61的直径缩小。卷针结构613包括有卷针安装座6131、内针套6132和外卷针6133,内针套6132的一端与卷针安装座6131固设,外卷针6133固设于内针套6132的外表面。外卷针6133上设置有真空吸附腔体61331、吸附孔61332、隔膜切刀避位槽61333和气接头61334,真空吸附腔体61331设置于外卷针6133内部,多个吸附孔61332等距设置于外卷针6133的外表面,真空吸附腔体61331与吸附孔61332连通,气接头61334与真空吸附腔体61331连通,可以通过气接头61334接通负气压,使吸附孔61332可以于下料工位处吸附胶纸,再于卷绕工位处通过胶纸粘附裁断后的隔膜端部,从而实现卷针本体61不停止旋转,隔膜切刀裁断隔膜后胶纸粘附裁断后的隔膜端部直接卷绕隔膜,提高生产效率,隔膜切刀避空槽61333设置于吸附孔61332一侧,从而避空隔膜切刀,防止卷针本体61与隔膜切刀机构3
磕碰,从而提高隔膜切刀机构3的使用寿命。
36.请继续结合图2和图3所示,内针套6132设置有锁固块61321,锁固块61321设置于内针套6132的一端,锁固块61321上设置有沿内针套6132径向向外倾斜的斜面61322,锁固组件62包括有直线运动模组622和锁嘴621,直线运动模组622驱动锁嘴621移动,锁嘴621上设置有斜型导向槽(图中未显示),锁固块61321沿斜型导向槽移动,当需要扩大卷针本体61的直径时,直线运动模组622驱动锁嘴621靠近锁固块61321,锁固块61321与斜型导向槽接触,直线运动模组622继续驱动,锁固块61321通过斜面61322沿斜型导向槽移动,进而带动两个卷针结构613相互远离,弹簧614压缩,增大卷针错针间隙614,进而使整个卷针本体61的直径扩大;当卷绕完成后需要抽离电芯c时,则需要缩小卷针本体61的直径,直线运动模组622驱动锁嘴621远离锁固块61321,两个卷针结构613在弹簧614的作用力下相互靠近,缩小卷针错针间隙614,进而使整个卷针本体61的直径缩小,使电芯c便于取下。
37.请结合图5和图6所示,第一料卷入片机构1包括有固定支架11、活动支架12、ccd相机13、编码器辊14、编码器压辊15、纠偏过辊16、纠偏压辊17、光源18、横向驱动组件19和纵向驱动组件110,ccd相机13、编码器辊14、编码器压辊15、纠偏过辊16、纠偏压辊17和光源18设置于活动支架12上,ccd相机13和光源18对齐编码器辊14,编码器辊14、编码器压辊15、纠偏过辊16和纠偏压辊17旋转设置于活动支架12上,纵向驱动组件110设置于固定支架11上,纵向驱动组件110驱动活动支架12相对固定支架11纵向移动,横向驱动组件19驱动固定支架11横向移动第一料卷a依次经过编码器辊14与编码器压辊15之间、纠偏过辊16与纠偏压辊17之间后,于卷针机构6卷绕形成电芯c,ccd相机13记录第一料卷a刚开始卷绕时的入片角度位置作为基准位置,随着卷针机构6旋转,卷针机构6上的电芯c厚度逐渐增加,当ccd相机13检测到第一料卷a的入片角度改变时,横向驱动组件19驱动固定支架11移动,从而带动编码器辊14、编码器压辊15、纠偏过辊16和纠偏压辊17移动,保证第一料卷a卷绕入片的角度一致,可以精确控制编码器数值与卷绕数值同步,保证卷绕形成的每一个电芯c厚度均相同。纵向驱动组件110可以根据卷针机构6的直径,驱动活动支架12相对固定支架11纵向移动,使纠偏过辊16靠近卷针机构6,从而提高纠偏效果。
38.请继续参考图6所示,纵向驱动组件110和横向驱动组件19结构相同,横向驱动组件19包括有驱动电机191、驱动丝杆192、驱动连接块193和驱动导轨194,驱动丝杆192与驱动连接块193啮合,且驱动连接块193与固定支架11固设,驱动电机191驱动驱动丝杆192旋转,带动驱动连接块193移动,以带动固定支架11沿驱动导轨194移动。
39.请继续参考图1所示,第二料卷入片机构2包括有入片压辊21、纠偏传感器22和纠偏结构23,第二料卷b通过入片压辊21传输至卷针机构6,纠偏传感器22感应第二料卷b的位置,当第二料卷b需要纠偏时,纠偏结构23驱动,带动第二料卷b移动。
40.如图7所示,隔膜切刀机构3包括有切刀安装板31、固定板32、隔膜切刀组件35、隔膜压辊36、切刀驱动组件34、压辊安装板33、压辊驱动组件37、残卷驱动组件38和残卷压辊39,隔膜切刀组件35设置于切刀安装板31上,隔膜压辊36旋转设置于压辊安装板33上,压辊驱动组件37驱动压辊安装板33相对于固定板32移动,切刀驱动组件34驱动切刀安装板31相对于固定板32移动,当电芯c完成一次卷绕后需要裁剪第一料卷a时,切刀驱动组件34驱动切刀安装板31相对固定板32移动,使隔膜切刀组件35与位于卷针本体61上的电芯c接触,压辊驱动组件37驱动压辊安装板33相对于固定板32移动,使隔膜压辊36压紧第一料卷a,卷针
本体61持续旋转,带动隔膜切刀组件35对第一料卷a上仅复合两层隔膜处裁剪,切刀驱动组件34驱动切刀安装板31复位,残卷驱动组件38驱动残卷压辊39压紧于电芯c上,卷针机构6旋转60
°
,隔膜压辊36将裁剪后的第一料卷a端部压紧于另一个卷针本体61上,贴尾胶机构5将尾胶贴附于电芯c上,残卷驱动组件38驱动残卷压辊39复位,可以辅助卷针本体61卷绕裁断后的第一料卷a端部,可以防止裁断后的第一料卷a端部脱离卷针本体61,随后切刀压辊驱动组件37驱动压辊安装板33复位。
41.请结合图7、图8、图9和图10所示,隔膜切刀组件35包括有切刀安装辊351、切刀旋转电机352、同步带353和同步带轮354,同步带轮354固设于切刀安装辊351的一端,切刀旋转电机352通过同步带353与同步带轮354连接,切刀旋转电机352驱动,通过同步带353带动同步带轮354旋转,从而带动切刀安转辊351转动。切刀安装辊351包括有支撑轴3511、切刀3517、加热管3512、隔热层3513、包胶层3515和支撑层3514,支撑轴3511上设置有切刀安装结构3516,切刀3517可拆卸设置于切刀安装结构3516上,加热管3512设置于支撑轴3511内,支撑轴3511外依次设置有隔热层3513、支撑层3514和包胶层3515,且隔热层3513包覆于切刀安装结构3516外,支撑层3514为金属材料,能够刚性支撑,隔热层3513能够防止加热管3512的热量向切刀安装辊351外散发,且可以阻断热量传递至包胶层3515,从而对第一料卷a造成损害,包胶层3515能够防止金属碎屑被卷入电芯c。
42.请继续参考图9所示,切刀驱动组件34包括有切刀驱动电机341、切刀驱动丝杆342、切刀驱动导轨345、切刀驱动连接块343和切刀驱动滑块344,切刀驱动滑块344固设于切刀安装板31的上端面,切刀驱动导轨345固设于固定板32的下端面,切刀驱动连接块343与切刀驱动丝杆342啮合,且与切刀安装板31固设,切刀驱动电机341驱动切刀驱动丝杆342旋转,带动切刀驱动连接块343移动,以带动切刀驱动滑块344沿切刀驱动导轨345移动,从而带动隔膜切刀组件35移动。
43.请继续参考图9所示,压辊驱动组件37包括有压辊驱动气缸371、压辊驱动滑块372和压辊驱动导轨373,压辊驱动导轨373固设于固定板32的上端面,压辊驱动滑块372固设于压辊安装板33的下端面,压辊驱动滑块372沿压辊驱动导轨373移动,压辊驱动气缸371驱动压辊安装板33沿压辊驱动导轨373移动,从而带动隔膜压辊36移动。
44.请继续参考图1所示,贴尾胶机构4包括有收尾胶辊41、摆臂组件43和备胶组件42,备胶组件42将尾胶上料至收尾胶辊41上,摆臂组件43驱动收尾胶辊41移动,将尾胶贴合至位于贴胶工位上的卷针本体61的电芯c上。
45.如图11所示,下料机构5包括有基板51、翻转组件52、贴胶组件53、夹持组件54和上胶组件55,翻转组件52、贴胶组件53和夹持组件54设置于基板51上,夹持组件54将位于卷针机构6上的电芯c下料,上胶组件55将胶纸d上料至贴胶组件53,翻转组件52驱动旋转基板51,使贴胶组件53和夹持组件54的位置转换,贴胶组件53将胶纸d上料至卷针机构6上,卷针机构6将胶纸d吸附。
46.请结合图12、图13和图14所示,贴胶组件53包括有贴胶结构533、备胶结构534、贴胶活动板531和贴胶气缸532,备胶结构534设置于贴胶结构534的两侧,能够将胶纸d的两端压至卷针本体61的表面,使本体61将胶纸d吸附压紧,贴胶结构533和备胶结构534设置于贴胶活动板531上,贴胶气缸532驱动贴胶活动板531移动,将胶纸d压至卷针本体61上,贴胶结构533包括有贴胶块气缸5332和贴胶块5331,贴胶块气缸5332驱动贴胶块5331移动。备胶结
构534包括有备胶基座5341、备胶气缸5342、备胶辊5343、辅助备胶辊5344、备胶活动座5345、导杆5346、弹簧(图中未显示)、备胶导轨5347、备胶滑块5348、防转气缸5349和限位环53410,备胶导轨5347设置于贴胶活动板531上,备胶辊5343和辅助备胶辊5344分别旋转设置于两个备胶活动座5345上,两个导杆5346的一端设置于一个备胶活动座5345上,且导杆5346穿置于备胶基座5341上,限位环53410设置于导杆5346的另一端,用于限制导杆5346的活动距离,导杆5346穿过弹簧,弹簧一端与备胶活动座5345抵接,另一端与备胶基座5341抵接,备胶基座5341与备胶滑块5348固设,备胶滑块5348沿备胶导轨5347移动,备胶气缸5342驱动备胶基座5341沿备胶导轨5347移动,防转气缸53410与备胶辊5343抵接,以防止备胶辊5343旋转。当需要将胶纸d上料至卷针机构6时,翻转组件52驱动旋转基板51,使贴胶组件53对齐卷针本体61,贴胶气缸532驱动贴胶活动板531移动,将胶纸d移动至与卷针本体61相切的位置,贴胶块气缸5332驱动贴胶块5331移动,将胶纸d压至卷针本体61的表面,卷针本体61吸附胶纸d,备胶气缸5342驱动备胶基座5341沿备胶导轨5347移动,备胶辊5343与辅助备胶辊5344与卷针本体61接触并压缩弹簧,使备胶辊5343与辅助备胶辊5344将胶纸d的两端压至卷针本体61的表面,以防止卷针本体61没有将胶纸d吸附紧,随后贴胶气缸532、贴胶块气缸5332和备胶气缸5342复位,此时,卷针本体61旋转,使胶纸d粘附第一料卷a开始卷绕。
47.请继续参考图12所示,夹持组件54包括有夹持板541、夹持气缸543、夹持电机542和两个夹爪544,夹持气缸543固设于基板51上,夹持电机542固设于夹持板541上,夹持气缸543驱动夹持板541相对基板51移动,夹持电机542驱动两个夹爪541相互靠近或者远离,当需要将卷针本体61上的电芯c下料时,翻转组件52驱动基板51旋转,使两个夹爪541之间的间隙对齐电芯c,夹持气缸543驱动夹持板541移动,使电芯位于两个夹爪541之间,夹持电机542驱动两个夹爪541相互靠近夹持电芯c,使电芯c脱离卷针本体61,将电芯c下料。
48.请参考图15所示,上胶组件55包括有上胶单元551、第一移动结构552、第二移动结构553和第三移动结构554,上胶单元551设置有两个,其一上胶单元551设置于第三移动结构554的一侧,另一上胶单元551与第三移动结构554连接,其一上胶单元551和第三移动结构554与第二移动结构553连接,第二移动结构553与第一移动结构552连接,第一移动结构552驱动带动第二移动结构553移动,使位于上胶单元551上的胶纸d能够对齐贴胶组件53,第二移动结构553驱动带动第三移动结构554和其一上胶单元551移动,能够带动两个上胶单元551上的胶纸d上料至贴胶组件53,使贴胶组件53能够将胶纸上料至卷针本体61的两侧,以贴合隔膜的两端,第三移动结构554驱动另一上胶单元551移动,能够改变两个上胶单元551之间的距离,使上胶组件55能够根据隔膜的宽幅调整两个胶纸之间的距离,使贴胶组件53和上胶组件55能够适应不同宽幅的隔膜,应用范围广。上胶单元551包括有上胶基板5511以及设置于上胶基板5511上的放胶盘5512、防粘辊5513、压胶结构5514、拉胶辊5515、拉胶导轨5516、裁断结构55110、第一上胶吸盘5517、第二上胶吸盘5518和第三上胶吸盘5519,防粘辊5513与压胶结构5514对齐,拉胶辊5515沿拉胶导轨5516移动,裁断结构55110设置于第一上胶吸盘5517和第二上胶吸盘5518之间,放胶盘5512将胶纸d放卷,经过防粘辊5513和压胶结构5514之间,且胶纸d的粘贴端面与防粘辊5513黏连,并放卷至拉胶辊5515与第一上胶吸盘5517之间上,且胶纸d的端部与拉胶辊5515黏连,第一上胶吸盘5517吸附胶纸d,当需要将胶纸d上料时,拉胶辊5515沿拉胶导轨5516移动拉胶辊5515,将胶纸d经过第二上胶盘5518拉动至第三上胶盘5519上,第二上胶吸盘5518和第三上胶吸盘5519吸附胶纸d,
裁断结构55110驱动,将胶纸d于第一上胶吸盘5517与第二上胶吸盘5518之间裁断,第一移动结构552驱动带动第二移动结构553移动,使位于上胶单元551上的胶纸d能够对齐贴胶组件53,第二移动结构553驱动带动第三移动结构554和其一上胶单元551移动,能够带动两个上胶单元551上的胶纸d上料至贴胶组件53。其中,压胶结构5514能够将胶纸d压紧至防粘辊5513上,使胶纸料带保持张紧。
49.上述电芯卷绕设备在使用前,拉胶辊5515沿拉胶导轨5516移动拉胶辊5515,将胶纸d经过第二上胶盘5518拉动至第三上胶盘5519上,第二上胶吸盘5518和第三上胶吸盘5519吸附胶纸d,裁断结构55110驱动,将胶纸d于第一上胶吸盘5517与第二上胶吸盘5518之间裁断,使胶纸d吸附固定于第二上胶吸盘5518和第三上胶吸盘5519之间,以待上料至贴胶组件53上。
50.第一移动结构552驱动带动第二移动结构553移动,使位于上胶单元551上的胶纸d能够对齐贴胶块5331,第二移动结构553驱动带动第三移动结构554和其一上胶单元551移动,带动两个上胶单元551上的胶纸d靠近贴胶块5331,贴胶块气缸5332驱动贴胶块5331移动,防转气缸53410驱动与备胶辊5343抵接,防止备胶辊5343旋转,使胶纸d与贴胶块5331和备胶辊5343黏连,完成胶纸d的一次上料。
51.直线运动模组622驱动锁嘴621靠近锁固块61321,锁固块61321与斜型导向槽接触,直线运动模组622继续驱动,锁固块61321通过斜面61322沿斜型导向槽移动,进而带动两个卷针结构613相互远离,弹簧614压缩,增大卷针错针间隙614,进而使整个卷针本体61的直径扩大,翻转组件52驱动旋转基板51,使贴胶组件53对齐卷针本体61,贴胶气缸532驱动贴胶活动板531移动,将胶纸d移动至与卷针本体61相切的位置,贴胶块气缸5332驱动贴胶块5331移动,将胶纸d压至卷针本体61的表面,卷针本体61吸附胶纸d,备胶气缸5342驱动备胶基座5341沿备胶导轨5347移动,备胶辊5343与辅助备胶辊5344与卷针本体61接触并压缩弹簧,使备胶辊5343与辅助备胶辊5344将胶纸d的两端压至卷针本体61的表面,吸附孔61332吸附胶纸d,以防止卷针本体61没有将胶纸d吸附紧,随后贴胶气缸532、贴胶块气缸5332和备胶气缸5342复位,此时,卷针机构6旋转60
°
,使带有胶带d的卷针本体61移动至卷绕工位,与此同时,上胶组件55继续准备胶带d,以待下次将胶带d上料至贴胶组件53上,以完成依次贴胶。
52.使用时,第一料卷入片机构1将第一料卷a传送至卷针机构6,第二料卷入片机构2将第二料卷b传送至卷针机构6,第一料卷a的端部粘附于位于卷绕工位上的卷针本体61上的胶纸d上,第二料卷b通过与第一料卷a之间的摩擦力进行起卷,卷绕形成电芯c,
53.隔膜切刀机构3对第一料卷a进行裁剪时,切刀驱动电机341驱动切刀驱动丝杆342旋转,带动切刀驱动连接块343移动,以带动切刀驱动滑块344沿切刀驱动导轨345移动,以使切刀安装板31相对固定板32移动,从而带动隔膜切刀组件35移动,直至切刀安装辊351的表面与第一料卷a接触,压辊驱动滑块372沿压辊驱动导轨373移动,压辊驱动气缸371驱动压辊安装板33沿压辊驱动导轨373移动,从而带动隔膜压辊36移动,使隔膜压辊36压紧第一料卷a,此时,卷针本体61持续旋转,带动切刀安装辊351和隔膜压辊36旋转至一定角度后,切刀3517与第一料卷a接触,并于第一料卷a上仅复合两层隔膜处裁断,切刀驱动电机341驱动带动隔膜切刀组件35复位,残卷驱动组件38驱动残卷压辊39压紧于电芯c上,切刀旋转电机352驱动,通过同步带353带动同步带轮34354旋转,从而带动切刀安转辊351转动,使切刀
3517转动至设定角度,保证下一次裁剪时,切刀安装辊351旋转相同的角度后切刀3517可以与第一料卷a接触,卷针本体61持续旋转且卷针机构6旋转60
°
,使裁断后的电芯c转移至贴胶工位,另一卷针本体61转移至卷绕工位,备胶组件42将尾胶上料至收尾胶辊41上,摆臂组件43驱动收尾胶辊41移动,将尾胶贴合至位于贴胶工位上的卷针本体61的电芯c上,残卷驱动组件38驱动残卷压辊39复位,隔膜压辊36将裁剪后的第一料卷a端部压紧于另一个卷针本体61上,当另一卷针本体61成功将剪裁后的第一料卷a端部卷绕,随后压辊驱动气缸371驱动压辊安装板33沿压辊驱动导轨373移动,从而使隔膜压辊36复位。
54.完成贴尾胶后,卷针机构6旋转60
°
,使完成贴尾胶的电芯c移动至下料工位,直线运动模组622驱动锁嘴621远离锁固块61321,两个卷针结构613在弹簧614的作用力下相互靠近,缩小卷针错针间隙614,进而使整个卷针本体61的直径缩小,翻转组件52驱动旋转基板51,使夹持组件54对齐电芯,贴胶组件53对齐上胶组件55,且使两个夹爪541之间的间隙对齐电芯,夹持气缸543驱动夹持板541移动,使电芯位于两个夹爪541之间,夹持电机542驱动两个夹爪541相互靠近夹持电芯c,使电芯c脱离卷针本体61,将电芯c下料;与此同时,第一移动结构552驱动带动第二移动结构553移动,使位于上胶单元551上的胶纸d能够对齐贴胶块5331,第二移动结构553驱动带动第三移动结构554和其一上胶单元551移动,带动两个上胶单元551上的胶纸d靠近贴胶块5331,贴胶块气缸5332驱动贴胶块5331移动,防转气缸53410驱动与备胶辊5343抵接,防止备胶辊5343旋转,使胶纸d与贴胶块5331和备胶辊5343黏连,完成胶纸d的一次上料;当电芯c下料完成后,翻转组件52驱动旋转基板51,使贴胶组件53对齐卷针本体61,贴胶气缸532驱动贴胶活动板531移动,将胶纸d移动至与卷针本体61相切的位置,贴胶块气缸5332驱动贴胶块5331移动,将胶纸d压至卷针本体61的表面,卷针本体61吸附胶纸d,备胶气缸5342驱动备胶基座5341沿备胶导轨5347移动,备胶辊5343与辅助备胶辊5344与卷针本体61接触并压缩弹簧,使备胶辊5343与辅助备胶辊5344将胶纸d的两端压至卷针本体61的表面,以防止卷针本体61没有将胶纸d吸附紧,随后贴胶气缸532、贴胶块气缸5332和备胶气缸5342复位,以完成一次卷绕。
55.以上所述实施例,只是本发明的较佳实例,并非来限制本发明的实施范围,故凡依本发明申请专利范围所述的构造、特征及原理所做的等效变化或修饰,均应包括于本发明专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1