一种各向异性粘结磁铁压制模具及添加剂喷涂方法
本申请涉及一种各向异性粘结磁铁压制模具及添加剂喷涂方法,属于磁性材料加工。
背景技术:
1、稀土磁体根据使用的原料粉末、制造方法等不同,大致可分为烧结磁铁和粘结磁铁两大类。粘结磁体因具有尺寸精度高、电阻率高、形状自由度大、成本低等特点,广泛应用于汽车工业、计算机、消费电子、节能家电等领域。
2、各项异性粘结磁体模压压制一般经过称粉、混料、装模、磁场取向、压制、退磁、脱模、清理等过程,其中,混料和磁场取向是制造高性能磁体(如钕铁硼、钐铁氮等)关键工艺技术,混料的均匀性和磁场取向的大小对磁性能产生很大影响。
3、传统的粘结磁体压制工艺为先添加添加剂混料再磁场取向,这种操作简单,但混料后磁粉颗粒与颗粒之间、胶粒与胶粒之间产生转动阻力,颗粒很难转动,获得的磁体取向度较低。而采用先磁场取向再混料时,模腔内磁粉取向度提高了,但人工添加添加剂比较困难,尤其在高生产效率(30-50秒/模)、小样品加工情况下操作更加困难。
技术实现思路
1、为了获得高取向度磁体,解决先取向后喷涂添加剂难的问题,本发明设计出一种自动喷涂添加剂的装置,既保证了磁粉磁场取向,又提高了喷涂添加剂的便捷性,实现磁体高效率、连续式、工业化生产。
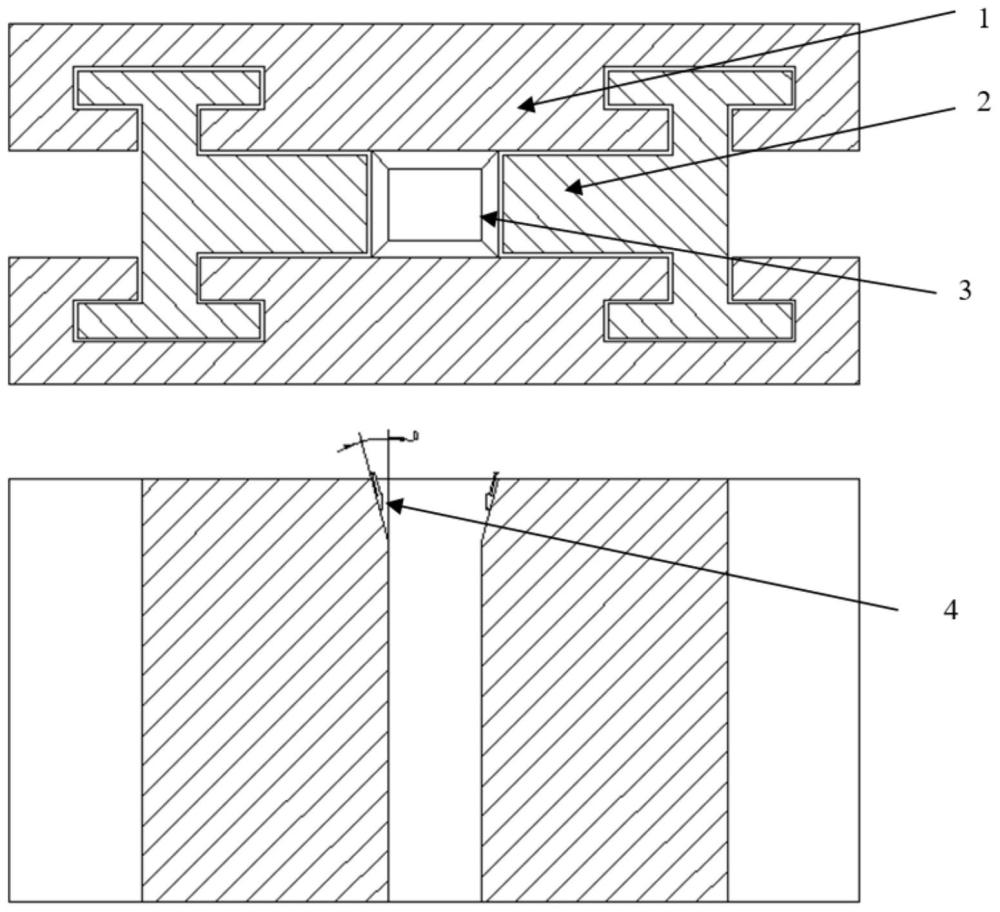
2、本申请的一个方面,提供了一种各向异性粘结磁铁压制模具,所述各向异性粘结磁铁压制模具包括:两个无磁材料板、两个导磁材料板和喷涂单元;
3、所述两个无磁材料板平行设置;
4、所述两个导磁材料板平行设置;
5、所述无磁材料板与所述导磁材料板垂直设置,所述两个无磁材料板和两个导磁材料板形成沿竖直方向设置的模具腔;
6、所述喷涂单元与所述模具腔的内表面连接。
7、可选地,所述喷涂单元包括自下至上依次连接的喷嘴、连接管、油箱、气缸;
8、所述喷嘴包括粘结剂喷嘴、润滑剂喷嘴和/或偶联剂喷嘴;
9、所述喷嘴与所述油箱对应连接;
10、所述喷嘴沿周向均匀地分布在所述模具腔的内表面上。
11、可选地,所述喷嘴包括n个粘结剂喷嘴,其中,n为1~4的正整数;
12、所述喷嘴还包括r个润滑剂喷嘴和/或k个偶联剂喷嘴,其中,r为1~4的正整数,k为1~4的正整数。
13、可选地,n=4。
14、可选地,r=4。
15、可选地,所述喷涂单元可设置多个油箱,优选3个,粘结剂油箱、偶联剂油箱、润滑剂油箱各1个。
16、可选地,所述模具腔的上端面设有斜坡面,所述斜坡面与所述模具腔的内表面的夹角为5~15°;
17、所述喷嘴安装于所述斜坡面的任意位置,其中,所述喷嘴的方向朝向所述模具腔的空腔;
18、所述粘结剂喷嘴和/或偶联剂喷嘴的喷嘴方向与垂直方向的夹角为5~15°;
19、所述润滑剂喷嘴的喷嘴方向与垂直方向的夹角为8~15°。
20、可选地,所述斜坡面与所述模具腔的内表面的夹角独立地选自5°、8°、12°、15°中的任意值或上述任意两点间的任意范围值。
21、可选地,所述粘结剂喷嘴和/或偶联剂喷嘴的喷嘴方向与垂直方向的夹角独立地选自5°、8°、10°、12°、15°中的任意值或上述任意两点间的任意范围值。
22、可选地,所述润滑剂喷嘴的喷嘴方向与垂直方向的夹角独立地选自5°、8°、10°、12°、15°中的任意值或上述任意两点间的任意范围值。
23、本申请的另一个方面,提供一种各向异性粘结磁体压制的添加剂喷涂方法,所述方法采用上述各向异性粘结磁体压制模具;
24、所述方法包括:将磁粉加入到所述模具腔内,进行磁场取向,通过喷涂单元,喷入添加剂,保压、脱模,获得所述各向异性粘结磁体。
25、可选地,所述方法还包括:
26、磁粉加入前,将润滑剂经过喷涂单元喷入所述模具腔的内壁。
27、作为本申请的一种具体实施方式,所述各向异性粘结磁铁压制模具,由无磁板、导磁板和连接件组成,模具上表面设置斜坡面,模具固定于压机上。喷涂装置包括喷嘴、连接管、油箱、气缸等,喷嘴安装在斜坡面任意位置,且不与上冲头尺寸干涉,喷嘴、连接管、流量计、油箱、气缸等依次连接,且一个油箱可连接多个喷嘴。所述添加剂至少包括粘结剂或粘结剂与偶联剂、润滑剂中的一种或多种组合,实现全自动、多工位喷涂功能。
28、模具采用无磁材料与导磁材料组合,取向方向设置导磁材料。
29、喷嘴可安装在模具斜坡面任意位置,喷嘴方向朝向模腔内部,优选与垂直方向夹角在5-15°范围内。
30、粘结剂油箱可连接多个喷嘴,优选4个喷嘴,分别安装于斜坡四个侧面上,便于磁粉喷涂均匀。
31、润滑剂油箱可连接多个喷嘴,优选4个,安装于斜坡四个侧面,优选与垂直方向夹角在8-15°范围内,便于喷到模腔内壁。
32、本申请能产生的有益效果包括:
33、本发明的优点在于采用自动喷涂添加剂装置,解决了先取向后喷涂添加剂难的问题,实现全自动、多工位连续喷涂添加剂的功能,提高了磁粉包裹的均匀性和工业化生产效率。
技术特征:
1.一种各向异性粘结磁体压制模具,其特征在于,
2.根据权利要求1所述的各向异性粘结磁体压制模具,其特征在于,
3.根据权利要求2所述的各向异性粘结磁体压制模具,其特征在于,
4.根据权利要求1所述的各向异性粘结磁体压制模具,其特征在于,
5.一种各向异性粘结磁体压制的添加剂喷涂方法,其特征在于,
6.根据权利要求5所述的添加剂喷涂方法,其特征在于,
技术总结
本申请公开了一种各向异性粘结磁体压制模具及添加剂喷涂方法,所述各向异性粘结磁铁压制模具包括:两个无磁材料板、两个导磁材料板和喷涂单元;所述两个无磁材料板平行设置;所述两个导磁材料板平行设置;所述无磁材料板与所述导磁材料板垂直设置,所述两个无磁材料板和两个导磁材料板形成沿竖直方向设置的模具腔;所述喷涂单元与所述模具腔的内表面连接。本申请的优点在于采用自动喷涂添加剂装置,解决了先取向后喷涂添加剂难的问题,实现全自动、多工位连续喷涂添加剂的功能,提高了磁粉包裹的均匀性和工业化生产效率。
技术研发人员:胡方勤,丁勇,孙颖莉,王凤青,王春国,周波,闫阿儒
受保护的技术使用者:中国科学院宁波材料技术与工程研究所
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!