一种电池模组装配产线的制作方法
1.本发明涉及激光焊接技术领域,尤其涉及一种电池模组装配产线。
背景技术:
2.在能源竞争日趋激烈的今天,寻找代替石油能源的产品已成为人们的共识。其中电池产业的大力发展将是一个趋势,其在工业生产、生活等方面中具有广泛的应用,城市电动公交车已悄然启动。电芯是电池的重要组成单位,电池是由电芯先组装成模组,然后再由模组经过包装组成。
3.电池模组组装的工序比较复杂,涉及到电芯涂胶、堆叠组装以及焊接等多道工序。目前大部分企业仍没有实现自动化操作生产线,主要为人工操作机器辅助且操作工序分散,不仅劳动强度大,而且生产效率低、生产成本高,同时采用人工的方式对装配产品进行检测,产品一致性差,严重影响电池的可靠性。
技术实现要素:
4.本发明实施例提供一种电池模组装配产线,用于解决现有电池模组装配时,生产效率低、生产成本高、产品一致性差,严重影响电池的可靠性和美观度等问题。
5.本发明实施例提供一种电池模组装配产线,包括:
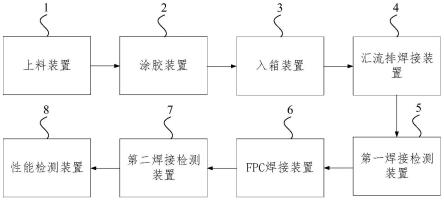
6.沿加工方向依次设置的上料装置、涂胶装置、入箱装置、汇流排焊接装置、第一焊接检测装置、fpc焊接装置、第二焊接检测装置和性能检测装置;
7.所述上料装置用于电池箱体上料;所述涂胶装置用于对每个电池箱体的周壁进行喷胶;所述入箱装置用于将电芯移动至涂胶后的电池箱体堆叠成组;所述汇流排焊接装置用于将汇流排焊接至电池模组;所述第一焊接检测装置用于检测焊接汇流排的电池模组;所述fpc焊接装置用于将fpc板焊接至电池模组;所述第二焊接检测装置用于检测焊接fpc板的电池模组;所述性能检测装置用于检测装配完成后的电池模组的性能。
8.根据本发明一个实施例提供的电池模组装配产线,所述性能检测装置包括:
9.充放电检测机构,用于对检测装配完成后的电池模组进行充放电检测;
10.电池安规检测机构,用于对装配完成后的电池模组进行安规检测;
11.bms测试机构,用于对装配完成后的电池模组进行bms测试;
12.辅助功能测试机构,用于对装配完成后的电池模组进行辅助功能测试。
13.根据本发明一个实施例提供的电池模组装配产线,所述汇流排焊接装置用于将汇流排焊接在电池模组的第一焊接点上,包括:
14.抽烟箱,所述抽烟箱内形成有第一抽烟腔体;
15.第一压头组件,包括第一压头和第一弹性件;所述第一压头通过所述第一弹性件连接于所述抽烟箱的底部,所述第一压头内形成有与所述第一抽烟腔体相对设置的第一通孔,所述第一压头的底壁上设有第一泄压槽,所述第一压头的周壁设有多个第一进气口,所述第一通孔与所述第一进气口连通,所述第一进气口喷射的气流作用于所述第一焊接点;
16.第一激光器,所述第一激光器与所述第一抽烟腔体相对设置,所述第一激光器所射出的光束依次穿过所述第一抽烟腔体和所述第一通孔用于焊接所述第一焊接点处;
17.第一压力传感器,用于检测所述第一压头和所述抽烟箱之间的压力;
18.其中,在所述抽烟箱移动的过程中,当所述第一弹性件处于压缩状态,所述第一压头的两端与所述抽烟箱和汇流排抵触,所述第一抽烟腔体与所述第一通孔连通;当所述第一弹性件处于拉伸状态,所述第一压头的两端与所述抽烟箱和汇流排分离,所述第一抽烟腔体与所述第一通孔分离。
19.根据本发明一个实施例提供的电池模组装配产线,所述第一压头包括同轴设置的外周壁和内周壁,所述外周壁和所述内周壁之间形成气流通道,所述第一进气口与所述气流通道相连接,所述气流通道朝所述第一焊接点周向喷射气流。
20.根据本发明一个实施例提供的电池模组装配产线,所述汇流排焊接装置还包括:抽烟管,设置在所述抽烟箱的底部,所述抽烟管与所述第一抽烟腔体连通,且所述抽烟管与所述通孔相对设置;
21.在所述第一弹性件处于压缩状态的情形下,所述第一压头的两端分别与所述抽烟管和汇流排抵触,所述抽烟管与所述第一通孔对接;在所述第一弹性件处于压缩状态的情形下,所述第一压头的两端与所述抽烟管和汇流排分离,所述抽烟管与所述第一通孔分离。
22.根据本发明一个实施例提供的电池模组装配产线,所述fpc焊接装置用于将fpc板焊接在电池模组的第二焊接点上,包括:
23.抽烟罩,其内部形成有第二抽烟腔体,其底部设有开口;
24.第二压头组件,包括设置在所述第二抽烟腔体内的第二压头和第二弹性件;所述第二压头通过所述第二弹性件连接在所述第二抽烟腔体的顶部,所述第二压头内形成有第二通孔,所述第二压头的底壁上设有第二泄压槽,所述压头上设有用于充入保护气体的第二进气口,所述第二通孔与所述第二进气口连通,所述第二进气口喷射的气流作用于所述第二焊接点;
25.第二激光器,所述第二激光器与所述第二抽烟腔体相对设置,所述第二激光器所射出的激光依次穿过所述第二抽烟腔体和所述第二通孔用于焊接所述第二焊接点处;
26.第二压力传感器,用于检测所述第二压头和fpc板之间的压力;
27.在所述第二弹性件处于压缩状态的情形下,所述第二压头位于所述第二抽烟腔体内,fpc板与所述开口抵触,所述抽烟罩的侧壁形成fpc板上元器件相适配的避让空间;在所述第二弹性件处于拉伸状态的情形下,所述第二压头穿过所述开口位于所述第二抽烟腔体外,fpc板与所述开口分离。
28.根据本发明一个实施例提供的电池模组装配产线,所述抽烟罩包括:
29.顶板和多个侧板,多个所述侧板依次设置在所述顶板的侧面,多个所述侧板在所述顶板的底面围设形成所述第二抽烟腔体,所述侧板相对于所述顶板沿高度方向可滑动;其中,未与fpc板抵触的所述侧板向下滑动至最低点,与fpc板抵触的所述侧板对应向上滑动。
30.根据本发明一个实施例提供的电池模组装配产线,所述电池模组装配产线还包括:抽烟设备和过滤设备,所述第一抽烟腔体和所述第二抽烟腔体均通过所述抽烟设备与所述过滤设备连通,所述过滤设备与所述第一进气口和所述第二进气口连通。
31.根据本发明一个实施例提供的电池模组装配产线,所述入箱装置包括:压紧机构和上料机构;
32.所述上料机构用于将电芯移动至涂胶后的电池箱体,所述压紧机构用于将电芯压紧堆叠成组。
33.根据本发明一个实施例提供的电池模组装配产线,所述涂胶装置包括:
34.安装座;
35.涂胶机,具有出胶口,所述涂胶机远离所述出胶口的一端可摆动或转动地设置于所述安装座;
36.涂胶驱动机构,用于驱动所述涂胶机摆动或转动,对电池箱体的周壁进行摆动或转动喷胶。
37.本发明提供的电池模组装配产线,通过设置上料装置、涂胶装置、入箱装置、汇流排焊接装置、第一焊接检测装置、fpc焊接装置、第二焊接检测装置和性能检测装置,其中上料装置用于电池箱体上料,涂胶装置用于对每个电池箱体的周壁进行喷胶,入箱装置用于将电芯移动至涂胶后的电池箱体堆叠成组,汇流排焊接装置用于将汇流排焊接至电池模组,第一焊接检测装置用于检测焊接汇流排的电池模组;fpc焊接装置用于将fpc板焊接至电池模组,第二焊接检测装置用于检测焊接fpc板的电池模组,性能检测装置用于检测装配完成后的电池模组的性能。可实现自动化操作,各工序依次有序设置,可大大减少人为操作,降低劳动强度,提高生产效率,提升产品一致性和可靠性。
附图说明
38.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
39.图1是本发明一实施例提供的电池模组装配产线的示意图;
40.图2是本发明一实施例提供的性能检测装置的示意图;
41.图3是本发明一实施例提供的汇流排焊接装置的示意图;
42.图4是本发明一实施例提供的第一压头的主视图;
43.图5是图4中a-a截面的示意图;
44.图6是本发明一实施例提供的第一压头的俯视图;
45.图7是本发明一实施例提供的第一压头的立体结构示意图;
46.图8是本发明另一实施例提供的第一压头的示意图;
47.图9是本发明一实施例提供的fpc焊接装置的一视角的示意图;
48.图10是本发明一实施例提供的fpc焊接装置的另一视角的示意图;
49.图11是本发明一实施例提供的第二压头组件的立体结构示意图;
50.图12是本发明一实施例提供的第二压头组件的主视图;
51.图13是本发明一实施例提供的涂胶装置的示意图;
52.图14是本发明一实施例提供的涂胶机的示意图;
53.附图标记:
54.1、上料装置;2、涂胶装置;21、安装座;22、涂胶机;220、出胶口;23、涂胶驱动机构;3、入箱装置;4、汇流排焊接装置;410、抽烟箱;4100、第一通孔;420、第一压头组件;4200、第一压头;4201、第一弹性件;4202、第一泄压槽;4203、第一进气口;4204、第一充气管;42001、外周壁;42002、内周壁;42003、气流通道;430、抽烟管;440、第一绝缘板;450、第一驱动机构;460、第一位置传感器;470、第一排烟管;5、第一焊接检测装置;6、fpc焊接装置;6100、抽烟罩;6101、顶板;6102、侧板;6200、第二压头组件;6201、第二压头;62010、第二通孔;6202、第二弹性件;6203、第二泄压槽;6300、第二排烟管;6400、第二驱动机构;6500、机架;6600、第二绝缘板;6700、第二位置传感器;7、第二焊接检测装置;8、性能检测装置;81、充放电检测机构;82、电池安规检测机构;83、bms测试机构;84、辅助功能测试机构。
具体实施方式
55.下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例用于说明本发明,但不能用来限制本发明的范围。
56.在本发明实施例的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
57.本发明实施例提供一种电池模组装配产线,如图1所示,包括:沿加工方向依次设置的上料装置1、涂胶装置2、入箱装置3、汇流排焊接装置4、第一焊接检测装置5、fpc焊接装置6、第二焊接检测装置7和性能检测装置8。
58.其中,上料装置1用于电池箱体上料,可采用机械手或输送线的方式进行上料。涂胶装置2用于对每个电池箱体的周壁进行喷胶,入箱装置3用于将电芯移动至涂胶后的电池箱体堆叠成组。汇流排焊接装置4用于将汇流排焊接至电池模组。第一焊接检测装置5用于检测焊接汇流排的电池模组。fpc焊接装置6用于将fpc板焊接至电池模组;第二焊接检测装置7用于检测焊接fpc板的电池模组。性能检测装置8用于检测装配完成后的电池模组的性能。
59.该电池模组装配产线工作过程中,先通过上料装置1将电池箱体以及电芯的固定件进行上料。在上料后,涂胶装置2采用枪头三维滑动,在保证涂胶机三维滑动或摆动的同时,可对每个电池箱体的周壁进行喷胶。完成对电池箱体涂胶后,入箱装置3将电芯移动至涂胶后的电池箱体堆叠成组,同时入箱装置3可采用升降压头将电芯压紧,使得电芯的周壁与箱体周壁黏紧。然后进行汇流排的上料,并利用汇流排焊接装置4将汇流排焊接至电池模组。在汇流排焊接完成后,利用第一焊接检测装置5对焊接汇流排的电池模组进行检测,检测汇流排的焊接效果。若检测结果正常,则控制fpc板上料,并利用fpc焊接装置6将fpc板焊接至电池模组。之后再利用第二焊接检测装置7检测焊接fpc板的电池模组。若检测结果正常,则利用性能检测装置8检测装配完成后的电池模组的性能。若利用第一焊接检测装置5、第二焊接检测装置7和性能检测装置8任一检测到电池模组不正常,则可直接将ng的电芯模组移出产线。
60.本发明提供的电池模组装配产线,通过设置上料装置、涂胶装置、入箱装置、汇流排焊接装置、第一焊接检测装置、fpc焊接装置、第二焊接检测装置和性能检测装置,其中上料装置用于电池箱体上料,涂胶装置用于对每个电池箱体的周壁进行喷胶,入箱装置用于将电芯移动至涂胶后的电池箱体堆叠成组,汇流排焊接装置用于将汇流排焊接至电池模
组,第一焊接检测装置用于检测焊接汇流排的电池模组;fpc焊接装置用于将fpc板焊接至电池模组,第二焊接检测装置用于检测焊接fpc板的电池模组,性能检测装置用于检测装配完成后的电池模组的性能。可实现自动化操作,各工序依次有序设置,可大大减少人为操作,降低劳动强度,提高生产效率,提升产品一致性和可靠性。
61.如图2所示,性能检测装置8包括:充放电检测机构81、电池安规检测机构82、bms(battery management system)测试机构83和辅助功能测试机构84。
62.本实施例中,充放电检测机构81用于对检测装配完成后的电池模组进行充放电检测。电池安规检测机构82用于对装配完成后的电池模组进行安规检测,确定电池模组在设计中保持和遵守的规范。bms测试机构83用于对装配完成后的电池模组进行bms测试,用于检测电池模组对应的具体参数。辅助功能测试机构84用于对装配完成后的电池模组进行辅助功能测试,例如检测电芯模组工作时的电流或电压等参数。
63.基于上述实施例,如图3至图8所示,该汇流排焊接装置4用于将汇流排焊接在电池模组的焊接点上,包括:抽烟箱410、第一压头组件420、第一激光器和第一压力传感器。
64.其中,抽烟箱410内形成有抽烟腔体,该抽烟腔体可与外部的抽烟设备连通,或直接在抽烟腔体中设置抽烟设备,从而在抽烟腔体中形成负压。第一压头组件420主要包括第一压头4200和第一弹性件4201。其中第一压头4200直接作用于汇流排,用于按压汇流排。本实施例中,第一压头4200通过第一弹性件4201连接于抽烟箱410的底部,第一弹性件4201可采用弹簧或弹片等弹性元件,根据用户需要可设置一个或者多个,为保证对汇流排压力的均衡,在设置多个第一弹性件4201时,各第一弹性件4201沿汇流排的焊接点对称布置。
65.为便于汇流排焊接,第一压头4200内形成有与抽烟腔体相对设置的第一通孔4100,第一压头4200的底壁上设有第一泄压槽4202,第一压头4200的周壁设有用于冲入保护气体的多个第一进气口4203,第一通孔4100与第一进气口连通,从而第一进气口喷射的气流(保护气体)作用于焊接点。第一激光器与抽烟腔体相对设置,第一激光器所射出的光束依次穿过抽烟腔体和第一通孔4100用于焊接焊接点处,也即第一激光器的出光口对准透过抽烟腔体和第一通孔4100对准焊接点。
66.为了仅在焊接过程中对焊接点附近的烟尘进行吸收,该汇流排焊接装置还设有第一压力传感器,第一压力传感器设置在抽烟箱410和第一压头4200的顶部之间,第一压力传感器用于检测第一压头4200与抽烟箱410之间的压力。
67.在抽烟箱410移动的过程中,经过第一压力传感器的检测,第一压力传感器获取第一压头4200与抽烟箱410之间的压力,当第一弹性件4201处于压缩状态,在压力达到预设压力的情形下,说明第一压头4200已经完成与抽烟箱410对接,第一压头4200的两端与抽烟箱410和汇流排抵触,抽烟腔体与第一通孔4100连通,从而可控制激光头焊接,并利用抽烟箱410中的负压吸收焊接点附近的烟尘,并通过第一进气口4203朝焊接点充入保护气体。此时,保护气体可在负压的作用下通过第一通孔4100进入抽烟腔体,协同烟尘进行排放。
68.当第一弹性件4201处于拉伸状态,在压力未达到预设压力的情形下,第一压头4200的两端与抽烟箱410和汇流排分离,抽烟腔体与第一通孔4100分离,从而可控制第一激光器停止焊接,并停止对焊接点附近的抽烟,同时停止吹入保护气体。
69.本发明实施例提供的汇流排焊接装置,在抽烟箱移动的过程中,经过第一压力传感器的检测,当第一弹性件处于压缩状态,第一压头的两端与抽烟箱和汇流排抵触,抽烟腔
体与第一通孔连通,从而可控制激光头焊接,并利用抽烟箱中的负压吸收焊接点附近的烟尘。当第一弹性件处于拉伸状态,第一压头的两端与抽烟箱和汇流排分离,抽烟腔体与第一通孔分离,从而可控制第一激光器停止焊接,并停止对焊接点附近的抽烟。
70.需要说明的是,根据用户需要,还可新增第一压力传感器,将第一压力传感器设置在第一压头4200的底部,此时第一压力传感器用于检测第一压头4200与汇流排之间的压力。
71.在抽烟箱410移动的过程中,经过第一压力传感器的检测,第一压力传感器获取第一压头4200与汇流排之间的压力,当第一弹性件4201处于压缩状态,在压力达到预设压力的情形下,说明第一压头4200与汇流排到位,第一压头4200的两端与抽烟箱410和汇流排抵触,抽烟腔体与第一通孔4100连通,从而可控制激光头焊接,并利用抽烟箱中的负压吸收焊接点附近的烟尘,并通过第一进气口朝焊接点充入保护气体。可通过调整预设压力,使得第一压头可压紧汇流排,避免焊接时汇流排发生偏移。
72.当第一弹性件4201处于拉伸状态,在压力未达到预设压力的情形下,说明第一压头4200还未到位,第一压头4200的两端与抽烟箱410和汇流排分离,抽烟腔体与第一通孔4100分离,从而可控制第一激光器停止焊接,并停止对焊接点附近的抽烟,同时停止吹入保护气体。
73.本发明实施例提供一种汇流排焊接装置,如图3和图8所示,第一压头4200包括同轴设置的外周壁42001和内周壁42002,外周壁42001和内周壁42002之间形成气流通道42003,气流通道42003的一侧与第一进气口4203相连通,同时气流通道42003的底部设有环形设置的出口,从而气流通道42003可朝焊接点周向喷射气流。
74.本实施例中,内周壁42002与外周壁42001的上侧相互连接形成上侧密封的气流通道42003,气流通道42003的底部设有环形设置的出口,气流通道42003喷射的保护气体沿焊接点的周向,从而在第一激光器焊接的过程中,气流通道42003喷射的气流能够对焊接点附近形成保护。
75.进一步地,内周壁42002的底部为楔形面。楔形面由内周壁42002的外壁向其内壁倾斜向下设置。通过将内周壁42002的底部设置为楔形,可以用于保护气体的导向,调整保护气体流出气流通道42003的流向,使保护气体朝焊接点周向喷射气流。
76.本发明实施例提供一种汇流排焊接装置,如图3至图8所示,第一压头4200的周壁设有多个间隔设置的第一进气口4203,第一通孔4100与各第一进气口4203连通,各第一进气口4203喷射的气流均作用于焊接点,第一激光器射出的光束与气流之间的夹角呈锐角(大于0度小于90度),通过锐角的设置使得气流朝向焊接点进行喷射。
77.在设置多第一进气口4203时,还可相应设置多个第一充气管4204,第一压头的内壁上倾斜向下设有多个第一充气管4204,各第一充气管4204分别与各第一进气口4203对应连通,以使得各第一充气管4204的出气端均作用于焊接点,通过设置第一充气管4204,能够有效避免保护气体直吹激光。
78.于此同时,第一通孔4100设有大径端和小径端,第一通孔4100的大径端位于第一压头靠近抽烟箱410的一侧,第一通孔4100的小径端位于第一压头4200远离抽烟箱410的一侧。
79.当第一弹性件4201处于压缩状态,在压力达到预设压力的情形下,说明第一压头
4200已经完成与抽烟箱410对接,第一压头4200的两端与抽烟箱410和汇流排抵触,抽烟腔体与第一通孔4100连通,从而可控制激光头焊接,并利用抽烟箱410中的负压吸收焊接点附近的烟尘,并通过第一进气口朝焊接点充入保护气体。通过改变第一通孔4100两端的大小,使得第一进气口4203冲入的保护气体在第一通孔4100中流动的过程中,第一通孔4100的小径端形成较大的阻力,大部分保护气体在朝焊接点流动过后,由第一通孔4100的大径端排出,保护气体可在负压的作用下通过第一通孔4100的大径端进入抽烟腔体,协同烟尘进行排放。
80.为配合第一通孔4100的大径端的连通,汇流排焊接装置还包括:抽烟管430和第一排烟管470。第一排烟管470连接在抽烟箱上,第一排烟管470的一端与第一抽烟腔体连通。抽烟管430设置在抽烟箱410的一侧,抽烟管430与抽烟腔体连通,且抽烟管430与第一通孔4100相对设置。
81.在抽烟箱410移动的过程中,经过第一压力传感器的检测,第一压力传感器获取第一压头4200与抽烟箱410之间的压力,当第一弹性件4201处于压缩状态,在压力达到预设压力的情形下,说明第一压头4200已经完成与抽烟管430对接,第一压头的两端分别与抽烟管和汇流排抵触,抽烟管430与第一通孔4100对接,从而可控制激光头焊接,并利用抽烟箱410中的负压吸收焊接点附近的烟尘,并通过第一进气口4203朝焊接点充入保护气体。此时,保护气体可在负压的作用下通过第一通孔进入抽烟腔体,协同烟尘进行排放。
82.当第一弹性件4201处于拉伸状态,在压力未达到预设压力的情形下,第一压头4200的两端与抽烟管430和汇流排分离,抽烟管430与第一通孔4100分离。从而可控制第一激光器停止焊接,并停止对焊接点附近的抽烟,同时停止吹入保护气体。
83.为便于抽烟管430和汇流排的对接,本实施例中,第一压头4200的顶部构造有用于与抽烟管430相匹配的第一定位槽,第一压头4200底部构造有用于与汇流排相匹配的第二定位槽,第一通孔4100的两端分别设置在第一定位槽和第二定位槽中。
84.在第一弹性件4201处于压缩状态的情形下,第一定位槽与抽烟管430对接,第二定位槽与汇流排抵触,从而可控制激光头焊接,并利用抽烟箱410中的负压吸收焊接点附近的烟尘,并通过第一进气口4203朝焊接点充入保护气体。此时,保护气体可在负压的作用下通过第一通孔进入抽烟腔体,协同烟尘进行排放。
85.在第一弹性件4201处于压缩状态的情形下,第一定位槽与抽烟管430分离,第二定位槽与汇流排分离。从而可控制第一激光器停止焊接,并停止对焊接点附近的抽烟,同时停止吹入保护气体。
86.基于上述实施例,在本发明提供的一实施例中,如图3至图8所示,第一压头的底部的周壁上设有多个间隔设置的第一泄压槽4202,每个第一泄压槽4202均与第一通孔4100连通。第一泄压槽4202设置的数量和形状可根据负压大小以及汇流排的构造进行调整,通过设置第一泄压槽4202泄压,使得在第一压头4200的第一通孔4100内形成负压的情况下,避免第一压头4200下压后与汇流排的连接,能够便于用户分开压后与汇流排。
87.基于上述实施例,在本发明提供的一实施例中,如图3至图8所示,汇流排焊接装置还包括:第一绝缘板440。第一绝缘板440可采用橡胶或其他绝缘材料,第一绝缘板440连接在抽烟箱410和第一弹性件4201之间,第一绝缘板440中设有与抽烟腔体连通的安装孔,抽烟管430的一端穿设在安装孔中,第一压头4200依次通过第一弹性件和第一绝缘板连接在
抽烟箱410上。从而第一压头4200和第一弹性件4201均通过第一绝缘板440与抽烟箱410连接,避免焊接过程中,第一压头4200和第一弹性件4201带电影响焊接。
88.此外,该汇流排焊接装置还包括:第一驱动机构450,第一驱动机构450连接在抽烟箱410的一侧,用于驱动抽烟箱移动。
89.其中,第一驱动机构包括:第一位移装置和第二位移装置。第一位移装置和第二位移装置可采用丝杠,第一位移装置上设有沿z轴方向可滑动地第一安装板。第二位移装置设置在第一安装板上,第二位移装置上设有沿x轴方向可滑动地第二安装板,第二安装板上设有抽烟箱410。
90.工作过程中,通过设置两个位移装置,第一位移装置可以调整抽烟箱410的高度,从而可调整第一压头4200与汇流排的相对高度,而第二位移装置则可调整抽烟箱的水平位置,从而可调整第一压头4200与汇流排的相应位置,使得第一压头4200能够对准汇流排。
91.相应的,汇流排焊接装置还包括:第一位置传感器460,第一位置传感器460可采用视觉传感器,第一位置传感器460设置在抽烟箱410或其它结构上,第一位置传感器460用于检测汇流排的位置,使第一压头4200能够对准汇流排,将汇流排焊接在电池模组的焊接点上。
92.工作过程中,第一位置传感器460通过检测汇流排的位置,先控制第二位移装置,使第一压头4200与汇流排相对设置后,再通过第一位移装置控制第一压头4200与汇流排的相对高度。在抽烟箱410沿高度方向移动的过程中,经过第一压力传感器的检测,第一压力传感器获取第一压头4200与抽烟箱410之间的压力,当第一弹性件4201处于压缩状态,在压力达到预设压力的情形下,说明第一压头4200已经完成与抽烟管430对接,第一压头4200的两端分别与抽烟管430和汇流排抵触,抽烟管430与第一通孔4100对接,从而可控制激光头焊接,并利用抽烟箱410中的负压吸收焊接点附近的烟尘,并通过第一进气口4203朝焊接点充入保护气体。此时,保护气体可在负压的作用下通过第一通孔4100进入抽烟腔体,协同烟尘进行排放。
93.如图9至图12所示,该fpc焊接装置6用于将fpc板焊接在电池模组的焊接点上,fpc焊接装置6包括:抽烟罩6100、第二压头组件6200、第二激光器和第二压力传感器。
94.其中,抽烟罩6100为中空结构,抽烟罩6100内形成有第二抽烟腔体,抽烟罩6100的底部设有开口,开口与第二抽烟腔体连通。该第二抽烟腔体可与外部的抽烟设备连通,或直接在第二抽烟腔体中设置抽烟设备,从而在第二抽烟腔体中形成负压。第二压头组件6200主要包括:第二压头6201和第二弹性件6202。其中,第二压头6201直接作用于fpc板,用于按压fpc板。第二压头6201通过第二弹性件6202连接在第二抽烟腔体的顶部,第二弹性件6202可采用弹簧或弹片等弹性元件,根据用户需要可设置一个或者多个,为保证对fpc板压力的均衡,在设置多个第二弹性件6202时,各第二弹性件6202沿fpc板的焊接点对称布置。本实施例中,共设有两个间隔设置的弹片来连接第二压头6201,两个弹片对应设置在焊接点的两侧。
95.为便于fpc板的焊接,第二压头6201内形成有第二通孔62010,第二压头6201的底壁上设有第二泄压槽6203,第二压头6201上设有用于充入保护气体的第二进气口,第二通孔62010与第二进气口连通,第二进气口喷射的气流作用于焊接点。第二进气口的数量可对应进行调整,在设置多个第二进气口时,第二通孔62010同时与多个第二进气口连通,多个
第二进气口喷射的气流(保护气体)作用于焊接点。第二激光器与第二抽烟腔体相对设置,第二激光器所射出的激光依次穿过第二抽烟腔体和第二通孔62010用于焊接焊接点处。
96.为了使焊接时fpc板与第二压头6201之间的压力处于预设范围,可在第二压头6201的底部设置第二压力传感器,从而第二压力传感器位于第二压头6201和fpc板之间,利用第二压力传感器检测第二压头6201和fpc板之间的压力。
97.在抽烟罩6100移动的过程中,经过第二压力传感器的检测,第二压力传感器获取第二压头6201和fpc板之间的压力,当第二弹性件6202处于压缩状态,在压力达到预设压力的情形下,说明第二压头6201已经完成与fpc板的对接,第二压头6201的顶部通过第二弹性件6202的挤压,第二压头6201的底部则与fpc板抵触,fpc板与开口抵触,同时抽烟罩6100的侧壁形成fpc板上元器件相适配的避让空间,避免抽烟罩6100影响fpc板的位置,从而可控制激光头焊接,并利用抽烟罩6100中的负压吸收焊接点附近的烟尘,并通过第二进气口朝焊接点充入保护气体。此时,保护气体可在负压的作用下通过第二通孔62010进入第二抽烟腔体,协同烟尘进行排放。
98.在第二弹性件6202处于拉伸状态的情形下,第二压头6201穿过开口位于第二抽烟腔体外,fpc板与开口分离。第二抽烟腔体与第二通孔62010分离,从而可控制第二激光器停止焊接,并停止对焊接点附近的抽烟,同时停止吹入保护气体。
99.本发明提供的fpc焊接装置,在抽烟罩6100移动的过程中,经过第二压力传感器的检测,当第二弹性件6202处于压缩状态,第二压头6201位于第二抽烟腔体内,fpc板与开口抵触,抽烟罩6100的侧壁形成fpc板上元器件相适配的避让空间,从而可控制激光头焊接,并利用抽烟罩6100中的负压吸收焊接点附近的烟尘。当第二弹性件6202处于拉伸状态,第二压头6201穿过开口位于第二抽烟腔体外,fpc板与开口分离,从而可控制第二激光器停止焊接,并停止对焊接点附近的抽烟。
100.需要说明的是,根据用户的需要,也可在抽烟罩6100与fpc板之间设置第二压力传感器,利用第二压力传感器检测fpc板与抽烟罩6100之间的压力。
101.当第二弹性件6202处于压缩状态,在压力达到预设压力的情形下,说明第二压头6201已经完成与fpc板对接,从而可控制激光头焊接,并利用抽烟罩6100中的负压吸收焊接点附近的烟尘,并通过第二进气口朝焊接点充入保护气体。而当第二弹性件6202处于拉伸状态,在压力未达到预设压力的情形下,说明第二压头6201未完成与fpc板对接,控制激光头停止焊接,并停止对焊接点附近的抽烟,同时停止吹入保护气体。
102.fpc焊接装置还包括:第二排烟管6300。第二排烟管6300设置在抽烟罩6100的一侧,第二排烟管6300与第二抽烟腔体连通。第二排烟管6300利用负压的作用排出第二抽烟腔体中的烟尘。
103.本发明实施例提供一种fpc板焊接装置,如图9至图12所示,抽烟罩6100包括:顶板6101和多个侧板6102。
104.本实施例中,多个侧板6102依次设置在顶板6101的侧面,多个侧板6102在顶板6101的底面围设形成第二抽烟腔体,侧板6102相对于顶板6101沿高度方向可滑动。焊接时由于fpc板之间与侧板6102接触,为保证焊接时气密性同时避免fpc板上元器件与侧板6102接触的压力过大,则未与fpc板抵触的侧板6102向下滑动至最低点。相应地。与fpc板抵触的侧板6102则在fpc板的支撑下对应向上滑动,从而在保证焊接时气密性同时避免fpc板上元
器件与侧板6102接触的压力过大。
105.在另一实施例中,还可在侧板6102的顶面设置弹性板,也即每个侧板6102均通过弹性板连接在顶板6101的底面,各弹性板依次设置配合各侧板6102在顶板6101的底面围设形成第二抽烟腔体。当fpc板与侧板6102抵触时,在fpc板的支撑下的侧板6102,其对应的弹性板被压缩,侧板6102对应向上移动,从而在保证焊接时的气密性同时避免fpc板上元器件与侧板6102接触的压力过大。而当fpc板与侧板6102分离时,与侧板6102对应的弹性板拉伸,侧板6102向下移动。
106.本发明实施例提供一种fpc板焊接装置,如图9至图12所示,第二进气口喷射的气流均作用于焊接点,第二激光器射出的激光与气流之间的夹角呈锐角,通过锐角的设置使得气流朝向焊接点进行喷射。第二压头6201的内壁上倾斜向下设有第二充气管,第二充气管分别与第二进气口连通,以使得第二充气管的出气端均作用于焊接点,通过设置第二充气管,能够有效避免保护气体直吹激光。
107.进一步地,第二压头6201的周壁设有多个间隔设置的第二进气口,第二通孔62010与各第二进气口连通,各第二进气口喷射的气流均作用于焊接点,第二激光器射出的激光与每个气流之间的夹角呈锐角。相应地,第二压头6201的内壁上倾斜向下设有多个第二充气管,各第二充气管分别与各第二进气口对应连通,以使得第二充气管的出气端均作用于焊接点。通过设置多个第二充气管,能够有效避免保护其中任一第二进气口的保护气体直吹激光。
108.于此同时,第二通孔62010设有大径端和小径端,第二通孔62010的大径端位于第二压头6201靠近抽烟罩6100的一侧,第二通孔62010的小径端位于第二压头6201远离抽烟罩6100的一侧。
109.在抽烟罩6100移动的过程中,经过第二压力传感器的检测,第二压力传感器获取第二压头6201和fpc板之间的压力,当第二弹性件6202处于压缩状态,在压力达到预设压力的情形下,说明第二压头6201已经完成与fpc板的对接,第二压头6201的顶部通过第二弹性件6202的挤压,第二压头6201的底部则与fpc板抵触,fpc板与开口抵触,同时抽烟罩6100的侧壁形成fpc板上元器件相适配的避让空间,避免抽烟罩6100影响fpc板的位置,从而可控制激光头焊接,并利用抽烟罩6100中的负压吸收焊接点附近的烟尘,并通过第二进气口朝焊接点充入保护气体。通过改变第二通孔62010两端的大小,使得第二进气口冲入的保护气体在第二通孔62010中流动的过程中,第二通孔62010的小径端形成较大的阻力,大部分保护气体在朝焊接点流动过后,由第二通孔62010的大径端排出,保护气体可在负压的作用下通过第二通孔62010的大径端进入第二抽烟腔体,协同烟尘进行排放。在第二弹性件6202处于拉伸状态的情形下,第二压头6201穿过开口位于第二抽烟腔体外,fpc板与开口分离。第二抽烟腔体与第二通孔62010分离,从而可控制第二激光器停止焊接,并停止对焊接点附近的抽烟,同时停止吹入保护气体。
110.为便于第二压头6201的对接,第二压头6201底部构造有用于与fpc板相匹配的定位槽;在第二弹性件6202处于压缩状态的情形下,定位槽与fpc板抵触。在第二弹性件6202处于拉伸状态的情形下,定位槽与fpc板分离。
111.基于上述实施例,在本技术提供的一实施例中,fpc焊接装置还包括:第二驱动机构6400、机架6500和第二位置传感器6700。
112.其中,第二驱动机构连接在抽烟罩6100的一侧,第二驱动机构用于驱动抽烟罩6100移动,第二驱动机构与机架连接,第二位置传感器6700设置在机架上,第二位置传感器6700与第二驱动机构电连接,通过检测fpc板的位置,控制第二驱动机构使第二压头6201对准fpc板。
113.其中,第二驱动机构包括:第一位移装置和第二位移装置;第一位移装置和第二位移装置可采用丝杠,第一位移装置上设有沿z轴方向可滑动地第一安装板;第二位移装置设置在第一安装板上,第二位移装置上设有沿x轴方向可滑动地第二安装板,第二安装板上设有抽烟罩6100。
114.具体而言,通过设置两个位移装置,第一位移装置可以调整抽烟罩6100的高度,从而可调整第二压头6201与fpc板的相对高度,而第二位移装置则可调整抽烟罩6100的水平位置,从而可调整第二压头6201与fpc板的相应位置,使得第二压头6201能够对准fpc板。第二位置传感器6700可采用视觉传感器,第二位置传感器6700用于检测fpc板的位置,使第二压头6201能够对准fpc板,将fpc板焊接在电池模组的焊接点上。
115.工作过程中,第二位置传感器6700通过检测fpc板的位置,先控制第二位移装置,使第二压头6201与fpc板相对设置后,再通过第一位移装置控制第二压头6201与fpc板的相对高度。在抽烟罩6100沿高度方向移动的过程中,经过第二压力传感器的检测,第二压力传感器获取第二压头6201与fpc板之间的压力,当第二弹性件6202处于压缩状态,在压力达到预设压力的情形下,说明第二压头6201已经完成与fpc板的对接,第二压头6201的顶部通过第二弹性件6202的挤压,第二压头6201的底部则与fpc板抵触,fpc板与开口抵触,同时抽烟罩6100的侧壁形成fpc板上元器件相适配的避让空间,避免抽烟罩6100影响fpc板的位置,从而可控制激光头焊接,并利用抽烟罩6100中的负压吸收焊接点附近的烟尘,并通过第二进气口朝焊接点充入保护气体。此时,保护气体可在负压的作用下通过第二通孔62010进入第二抽烟腔体,协同烟尘进行排放。在第二弹性件6202处于拉伸状态的情形下,第二压头6201穿过开口位于第二抽烟腔体外,fpc板与开口分离。第二抽烟腔体与第二通孔62010分离,从而可控制第二激光器停止焊接,并停止对焊接点附近的抽烟,同时停止吹入保护气体。
116.焊接装置还包括:第二绝缘板6600,抽烟罩6100通过第二绝缘板6600连接在第二驱动机构上。第二绝缘板6600可采用橡胶或其他绝缘材料,从而第二压头6201、第二弹性件6202和抽烟罩6100均通过第二绝缘板6600与第二驱动机构连接,避免焊接过程中,第二压头6201和第二弹性件6202带电影响焊接。
117.基于上述实施例,在本发明提供的一实施例中,电池模组装配产线还包括:
118.抽烟设备和过滤设备,第一抽烟腔体和第二抽烟腔体均通过抽烟设备与过滤设备连通,过滤设备与第一进气口和第二进气口连通。
119.保护气体可在负压的作用下通过第一通孔4100进入抽烟腔体,协同烟尘经过抽烟设备,最后进入过滤设备,过滤设备在对气体进行过滤后,可再加压后通过第一进气口4203和第二进气口进入。通过设置抽烟设备和过滤设备,不仅有效清除了烟尘,而且能够实现保护气体的循环利用,减少了设备损耗。
120.如图13和图14所示,涂胶装置2包括:安装座21、涂胶机22和涂胶驱动机构23。安装座21作为涂胶装置2的主体结构,可直接与地面接触,安装座21上可设置相应的驱动部件用
于驱动整个涂胶机22移动。涂胶机22具有出胶口220,涂胶机22远离出胶口220的一端可摆动地或可转动地设置于安装座21;涂胶驱动机构23可采用电机,用于驱动涂胶机22摆动或转动,对电池箱体的周壁进行摆动或转动喷胶。该涂胶装置2工作过程中,电池箱体放置到位后,将涂胶机22的出胶口220对准电池箱体,摆动驱动机构23能驱动涂胶机22摆动或转动,这样能摆动调节涂胶机22的工作姿态,从而能对电池箱体的周壁进行摆动或转动喷胶。
121.此外,入箱装置3包括:压紧机构和上料机构。上料机构采用机械手或运输先用于将电芯移动至涂胶后的电池箱体,压紧机构采用升降压头将电芯压紧,用于将电芯压紧堆叠成组。
122.在一个具体的实施例中,如图1至图14所示,该电池模组装配产线工作过程中,先通过上料装置1将电池箱体以及电芯的固定件进行上料。在电池箱体放置到位后,将涂胶机22的出胶口220对准电池箱体,摆动驱动机构23能驱动涂胶机22摆动或转动,这样能摆动调节涂胶机22的工作姿态,从而能对电池箱体的周壁进行摆动或转动喷胶。完成对电池箱体涂胶后,上料机构采用机械手或运输先用于将电芯移动至涂胶后的电池箱体,压紧机构采用升降压头将电芯压紧,用于将电芯压紧堆叠成组。使得电芯的周壁与箱体周壁黏紧。
123.然后进行汇流排的上料,经过第一压力传感器的检测,第一压力传感器获取第一压头4200与抽烟箱410之间的压力,当第一弹性件4201处于压缩状态,在压力达到预设压力的情形下,说明第一压头4200已经完成与抽烟箱410对接,第一压头4200的两端与抽烟箱410和汇流排抵触,抽烟腔体与第一通孔4100连通,从而可控制激光头焊接,并利用抽烟箱410中的负压吸收焊接点附近的烟尘,并通过第一进气口4203朝焊接点充入保护气体。此时,保护气体可在负压的作用下通过第一通孔4100进入抽烟腔体,协同烟尘进行排放。当第一弹性件4201处于拉伸状态,在压力未达到预设压力的情形下,第一压头4200的两端与抽烟箱410和汇流排分离,抽烟腔体与第一通孔4100分离,从而可控制第一激光器停止焊接,并停止对焊接点附近的抽烟,同时停止吹入保护气体。
124.在汇流排焊接完成后,利用第一焊接检测装置5对焊接汇流排的电池模组进行检测,检测汇流排的焊接效果。若检测结果正常,则控制fpc板上料,利用fpc焊接装置6将fpc板焊接至电池模组,焊接fpc板的过程中,经过第二压力传感器的检测,第二压力传感器获取第二压头6201和fpc板之间的压力,当第二弹性件6202处于压缩状态,在压力达到预设压力的情形下,说明第二压头6201已经完成与fpc板的对接,第二压头6201的顶部通过第二弹性件6202的挤压,第二压头6201的底部则与fpc板抵触,fpc板与开口抵触,同时抽烟罩6100的侧壁形成fpc板上元器件相适配的避让空间,避免抽烟罩6100影响fpc板的位置,从而可控制激光头焊接,并利用抽烟罩6100中的负压吸收焊接点附近的烟尘,并通过第二进气口朝焊接点充入保护气体。此时,保护气体可在负压的作用下通过第二通孔62010进入第二抽烟腔体,协同烟尘进行排放。在第二弹性件6202处于拉伸状态的情形下,第二压头6201穿过开口位于第二抽烟腔体外,fpc板与开口分离。第二抽烟腔体与第二通孔62010分离,从而可控制第二激光器停止焊接,并停止对焊接点附近的抽烟,同时停止吹入保护气体。
125.之后再利用第二焊接检测装置7检测焊接fpc板的电池模组。若检测结果正常,则利用性能检测装置8检测装配完成后的电池模组的性能。若利用第一焊接检测装置5、第二焊接检测装置7和性能检测装置8任一检测到电池模组不正常,则可直接将ng的电芯模组移出产线。
126.以上实施方式仅用于说明本发明,而非对本发明的限制。尽管参照实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,对本发明的技术方案进行各种组合、修改或者等同替换,都不脱离本发明技术方案的精神和范围,均应涵盖在本发明的权利要求范围中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1