具有同侧PACK排布的方形圆柱电池模组的制作方法
具有同侧pack排布的方形圆柱电池模组
技术领域
1.本技术涉及锂电池的技术领域,尤其涉及具有同侧pack排布的方形圆柱电池模组。
背景技术:
2.世界各国石油自给不足,传统油车碳排放对环境造成污染。中国在新能源行业加大投资引流,传统能源公司转型加入新能源发展,行业内在多方因素下,逆流向上,蓬勃发展。
3.目前市面上方形圆柱电池pack方式,主要采用极柱端面通过pack件连接,类似圆柱电池pack方式。
4.因方形圆柱电池的外观独特设计性:单体电池正负极极耳两端凸出(形成正负极柱),为减少电池加工pack车间焊接操作时间,优化焊接操作方案,优化提升生产效率,故而提出方形圆柱电池同侧pack方式。
技术实现要素:
5.有鉴于此,本技术提供具有同侧pack排布的方形圆柱电池模组,能够提高焊接效率。
6.本技术提供一种方形圆柱电池模组,包括:
7.多个单体方形圆柱电池,所述单体方形圆柱电池具有正极极柱和正极盖板组件;
8.pack件,用以在所述单体方形圆柱电池串联时同时电性接触在任意二相邻单体方形圆柱电池的正极极柱端面和正极盖板组件端面上;或者地,用以在所述单体方形圆柱电池并联时电性接触在所有单体方形圆柱电池的正极极柱端面或正极盖板组件端面上。
9.可选地,在所述单体方形圆柱电池串联时,任意二相邻单体方形圆柱电池的正极极柱端面和正极盖板组件端面处于同一侧。
10.可选地,在所述单体方形圆柱电池并联时,单体方形圆柱电池的正极极柱端面或正极盖板组件端面处于同一侧。
11.可选地,所述pack件的材质为硬排、软排、金属片、金属复合片。
12.可选地,所述pack件为汇流排。
13.可选地,在所述单体方形圆柱电池并联时,所述pack件接触正极盖板组件端面的表面设置有绝缘贴纸。
14.以上提供的具有同侧pack排布的方形圆柱电池模组,通过设置pack件,用以在所述单体方形圆柱电池串联时同时电性接触在任意二相邻单体方形圆柱电池的正极极柱端面和正极盖板组件端面上;或者地,用以在所述单体方形圆柱电池并联时电性接触在所有单体方形圆柱电池的正极极柱端面或正极盖板组件端面上。由于该pack件电性接触在正极盖板组件端面上,避免了相关技术中在单体电池正负极极耳两端凸出焊接带来的焊接效率较低的问题。
附图说明
15.下面结合附图,通过对本技术的具体实施方式详细描述,将使本技术的技术方案及其它有益效果显而易见。
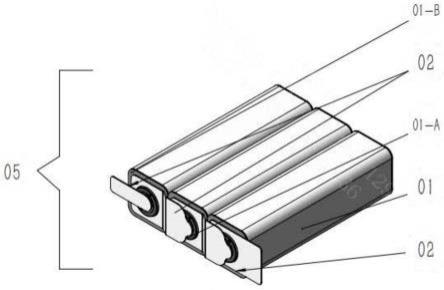
16.图1为本技术实施例提供的串联模组同侧pack件连接的结构示意图。
17.图2为本技术实施例提供的并联模组同侧pack件连接的结构示意图。
18.其中,图中元件标识如下:
19.01
‑‑
单体方形圆柱电池;01-a
‑‑
单体方形圆柱电池正极极柱端面;01-b
‑‑
单体方形圆柱电池正极盖板组件端面;02
‑‑
pack串联件;03
‑‑
pack正极并联件; 04
‑‑
pack负极并联件;05
‑‑
串联模组;06
‑‑
并联模组。
具体实施方式
20.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
21.在本技术的描述中,需要理解的是,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个所述特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
22.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接或可以相互通讯;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
23.下文的公开提供了许多不同的实施方式或例子用来实现本技术的不同结构。为了简化本技术的公开,下文中对特定例子的部件和设置进行描述。当然,它们仅仅为示例,并且目的不在于限制本技术。此外,本技术可以在不同例子中重复参考数字和/或参考字母,这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施方式和/或设置之间的关系。此外,本技术提供了的各种特定的工艺和材料的例子,但是本领域普通技术人员可以意识到其他工艺的应用和/或其他材料的使用。
24.本技术实施例提供的方形圆柱电池模组,包括:
25.多个单体方形圆柱电池,所述单体方形圆柱电池具有正极极柱和正极盖板组件;
26.pack件,用以在所述单体方形圆柱电池串联时同时电性接触在任意二相邻单体方形圆柱电池的正极极柱端面和正极盖板组件端面上;或者地,用以在所述单体方形圆柱电池并联时电性接触在所有单体方形圆柱电池的正极极柱端面或正极盖板组件端面上。
27.前文关于pack件的阐述中,根据单体方形圆柱电池串联、单体方形圆柱电池并联进行了分类。针对于单体方形圆柱电池串联所形成的方形圆柱电池模组而言,pack件电性接触的位置均位于一个单体方形圆柱电池的正极极柱端面和另一个单体方形圆柱电池的正极盖板组件端面上。针对于单体方形圆柱电池并联所形成的方形圆柱电池模组而言,
pack件电性接触所有单体方形圆柱电池的正极极柱端面,或者电性接触所有单体方形圆柱电池的正极盖板组件端面上。
28.作为单体方形圆柱电池串联形成方形圆柱电池模组的位置的一种可示范地实现方式,在所述单体方形圆柱电池串联时,任意二相邻单体方形圆柱电池的正极极柱端面和正极盖板组件端面处于同一侧。
29.作为单体方形圆柱电池串联形成方形圆柱电池模组的位置的另一种可示范地实现方式,在所述单体方形圆柱电池并联时,单体方形圆柱电池的正极极柱端面或正极盖板组件端面处于同一侧。
30.作为pack件的材质的一种可示范地实现方式,所述pack件的材质为硬排、软排、金属片、金属复合片。
31.作为pack件的具体构造的一种可示范地实现方式,所述pack件为汇流排。
32.为了避免焊接操作可能导致的火花,在所述单体方形圆柱电池并联时,所述pack件接触正极盖板组件端面的表面设置有绝缘贴纸。
33.此处,绝缘贴纸可为青稞纸或耐高温阻燃绝缘贴纸。
34.现在针对一个常见的应用场景中,来阐述本技术矫正的操作过程。应当注意的是,此常见的实施方案不可作为理解本技术所声称所要解决技术问题的必要性特征认定的依据,其仅仅是示范而已。
35.实例一
36.参考图1,将3只单体方形圆柱电池正正、负负并排摆放至焊接治具中,将pack串联件02放在单体方形圆柱电池01-1的正极极柱端面01-1-a与单体方形圆柱电池01-2的正极盖板组件端面01-1-b上,并用压紧治具固定pack 串联件02,使用激光焊机点焊,激光焊机焊接完后在电池焊接面形成圆形焊痕,将串联模组从焊接治具中取出,焊接完成。本实例通过拉伸测试以及模组短路测试,确认焊接成功。
37.所述实例的pack串联件固定在正极盖板组件端面的那侧,在设计制成时已逼空正极极柱和绝缘端子组件。
38.实例二
39.参考图2,步骤
①
将6只单体方形圆柱电池正正、负负2p3s并排摆放至焊接治具中,将pack正极并联件03放在单体方形圆柱电池01-3的正极极柱端面01-3-a与单体方形圆柱电池01-4的正极极柱端面01-4-a上,并用压紧治具固定pack正极并联件03,使用激光焊机点焊。
40.步骤
②
移除焊接治具的压紧治具,在pack正极并联件上端面贴敷青稞纸 07。
41.参考图2,步骤
③
将pack负极并联件04放在单体方形圆柱电池01-3的正极盖板组件端面01-3-b与单体方形圆柱电池01-4的正极盖板组件端面 01-4-b上,放上压紧治具固定,再次使用激光焊机点焊。
42.步骤
④
激光焊机焊接完后在电池焊接面形成圆形焊痕,将并联模组06从焊接治具中取出,焊接完成。本实例通过拉伸测试以及模组短路测试,确认焊接成功。
43.上述步骤
②
,贴敷的青稞纸是为确保步骤
③
焊接时,避免焊接过程中产生的火花直接打到pack正极并联件03。
44.以上所述,仅为本技术较佳的具体实施方式,但本技术的保护范围并不局限于此,
任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1