双芯线的粘附固定工艺及芯线固定的平行对高速线缆的制作方法
1.本发明涉及线缆加工的技术领域,具体为双芯线的粘附固定工艺,本发明还提供了芯线固定的平行对高速线缆。
背景技术:
2.常规的线缆都是通过双芯线外带屏蔽来作为传输线缆,其或者在双芯线外押一层护套层,或者双芯线地线一起包覆屏蔽带来做信号传输。其中,单独的双芯线结构+屏蔽带材的结构,因为芯线彼此的窜动,性能会略差;而双芯线+外护套结构,通过外护套来固定双芯线,因为外护套是设备挤出胶料覆盖表面形式,双芯线如何在通过外护套包覆时位置稳定可靠是现有技术急需解决的技术难题。
技术实现要素:
3.针对上述问题,本发明提供了双芯线的粘附固定工艺,其在双芯线平行向前移动时做粘贴处理,使得两根芯线的绝缘层粘附形成整体,其粘附稳定可靠,确保双芯线的位置平行固定布置。
4.双芯线的粘附固定工艺,其特征在于:
5.a将两根独立的芯线通过芯线紧靠治具的导向腔后使得两根芯线形成紧靠平行状态、且相邻的绝缘层之间紧贴后被向前牵引;
6.b将相邻的绝缘层的紧贴部分的上表面位置喷淋粘合剂,粘合剂沿着缝隙自上而下流动,使得相邻的绝缘层之间的缝隙内填充满粘合剂;
7.c将两根芯线向前牵引移动,使得芯线通过高温加热区域,高温加热区域使得粘合剂快速固化;
8.d将完成固化的双芯线牵引至后段工序,加工形成线缆。
9.其进一步特征在于:
10.喷淋粘合剂位置的正下方铺设有毛毡,其用于接收多余的滴落的粘合剂;
11.所述芯线紧靠治具具体为自后而前收口的导向套结构,所述导向套结构的输出端口为腰形孔,确保两根直径相同的芯线的绝缘层的相邻部分互相紧贴后输出;
12.喷淋粘合剂的设备沿着芯线的牵引长度方向设置,设备的宽度面域覆盖相邻的绝缘层的紧贴部分的宽度,设备的喷头朝向正下方布置,确保喷淋的范围宽度不会喷淋到成型后的双芯线的宽度方向两端外露的绝缘层;
13.所述高温加热区域具体为高温热风区,其使得粘合剂快速固化。
14.芯线固定的平行对高速线缆,其特征在于,其包括:
15.双芯线,两根芯线的绝缘层之间通过粘合剂粘贴组合形成一体的双芯线结构;
16.金属屏蔽层;
17.以及外层包带;
18.双芯线的外周直包有金属屏蔽层,所述金属屏蔽层的外周包覆有外层包带。
19.其进一步特征在于:
20.所述金属屏蔽层具体为铝带或铜带;
21.所述外层包带具体为外层隔热麦拉;
22.所述金属屏蔽层外周的对应于双芯线的两侧还分别设置有地线,所述外层包带包覆住地线、金属屏蔽层所形成的整体外周;
23.所述双芯线的两绝缘层的贴合位置的上方空间或下方空间内设置有地线,所述金属屏蔽层直包于双芯线和地线组合形成的线体的外周,所述金属屏蔽层的外周包覆有所述外层包带。
24.采用本发明后,两根芯线通过料盘独立给料后通过芯线紧靠治具导向形成绝缘层互相贴合的整体结构,之后通过在绝缘层互相贴合位置喷淋粘合剂,使得两根芯线粘合形成一体的双芯线,在双芯线平行向前移动时做粘贴处理,使得两根芯线的绝缘层粘附形成整体,其粘附稳定可靠,确保双芯线的位置平行固定布置。
附图说明
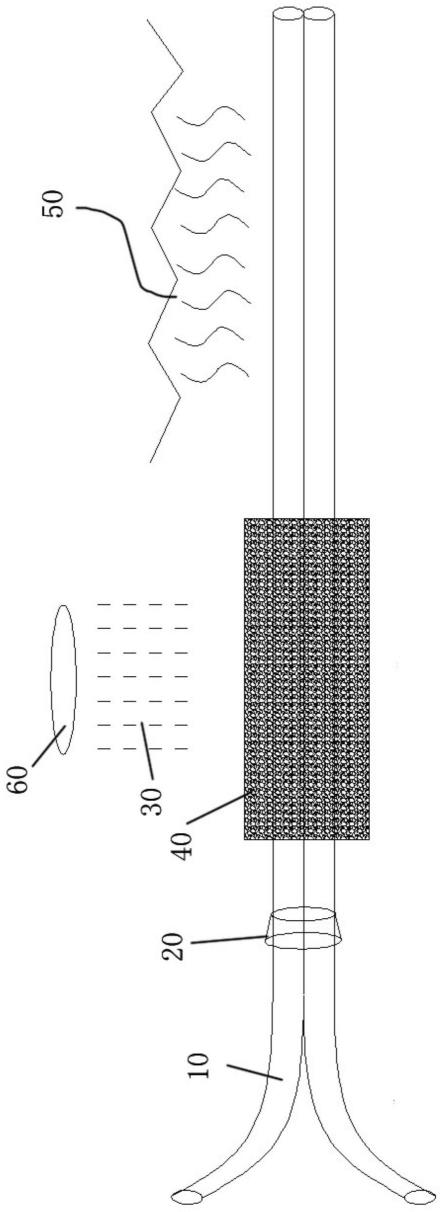
25.图1为发明所对应的工艺步骤示意图;
26.图2为通过本发明所形成的双芯线;
27.图3为本发明的芯线固定的平行对高速线缆的具体实施例一的剖视图;
28.图4为图3的俯视图;
29.图5为本发明的芯线固定的平行对高速线缆的具体实施例二的剖视图;
30.图6为图5的俯视图;
31.图7为本发明的芯线固定的平行对高速线缆的具体实施例三的剖视图;
32.图8为图7的俯视图;
33.图中所对应的序号的名称如下:
34.芯线10、绝缘层11、导体12、芯线紧靠治具20、粘合剂30、高温加热区域40、毛毡50、设备60、金属屏蔽层70、外层包带80、地线90、双芯线100。
具体实施方式
35.双芯线的粘附固定工艺,见图1和图2:
36.a将两根独立的芯线10通过芯线紧靠治具20的导向腔后使得两根芯线形成紧靠平行状态、且相邻的绝缘层11之间紧贴后被向前牵引;
37.b将相邻的绝缘层11的紧贴部分的上表面位置喷淋粘合剂30,粘合剂30沿着缝隙自上而下流动,使得相邻的绝缘层11之间的缝隙内填充满粘合剂30;
38.c将两根芯线10向前牵引移动,使得芯线10通过高温加热区域40,高温加热区域40使得粘合剂30快速固化;
39.d将完成固化的双芯线100牵引至后段工序,加工形成线缆。
40.具体实施时,粘合剂30选用如四氢呋喃溶剂,其使得两根芯线10快速组合形成一体的双芯线结构;
41.喷淋粘合剂位置的正下方铺设有毛毡50,其用于接收多余的滴落的粘合剂30;
42.芯线紧靠治具20具体为自后而前收口的导向套结构,导向套结构的输出端口为腰
形孔,确保两根直径相同的芯线10的绝缘层11的相邻部分互相紧贴后输出;
43.喷淋粘合剂的设备60沿着芯线10的牵引长度方向设置,设备60的宽度面域覆盖相邻的绝缘层11的紧贴部分的宽度,设备60的喷头朝向正下方布置,确保喷淋的范围宽度不会喷淋到成型后的双芯线100的宽度方向两端外露的绝缘层;
44.高温加热区域40,具体为高温热风区,其使得粘合剂快速固化。
45.芯线固定的平行对高速线缆
46.具体实施例一、见图3和图4,其包括双芯线100、金属屏蔽层70、以及外层包带80;双芯线100的外周直包有金属屏蔽层70,金属屏蔽层70的外周包覆有外层包带80。
47.具体实施例二、见图5和图6:其包括双芯线100、金属屏蔽层70、两侧的地线90、以及外层包带80,双芯线100的外周直包有金属屏蔽层70,金属屏蔽层70外周的对应于双芯线100的两侧还分别设置有地线90,外层包带80包覆住地线90、金属屏蔽层70所形成的整体外周。
48.具体实施例三、见图7和图8:其包括双芯线100、金属屏蔽层70、单根地线90、以及外层包带80,双芯线100的两绝缘层11的贴合位置的下方空间内设置有地线90,金属屏蔽层70直包于双芯线100和地线90组合形成的线体的外周,金属屏蔽层70的外周包覆有外层包带80。
49.具体实施例一至三中,金属屏蔽层70具体为铝带或铜带;铝带或铜带均设置有用于粘附金属的pet层,外层包带80具体为外层隔热麦拉。
50.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
51.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1